Изобретение относится к прокатн му производству и может быть иcпoл зовано при калибровке валков по системе квадрат-овал в непрерывных проволочных станах. Известные вытяжные квадратн 1е калибры в системе овал-квадрат с пpямoлинe ыми сторонами ручья l Однако такие калибры подвержены повышенному износу, что сокращает срок их службы. Известен также вытяжной квадрат ный калибр, применяемый в системе квадрат-овал и содержащий выпуклые по дугам окружностей стороны 2 Износ валков с таким калибром меньше. Однако при больших межклетевых натяжениях на проволочных станах происходит утяжка по горизонтальной диагонали квадрата, в результа те чего углы по этой диагонали недовыполняются и квадрат, получается неправильной формы. После кантовки на 90 из диагонального поло жения и последующей задачи такого квадрата в горизонтальный овальный калибр ухудшаются условия задачи и возможны застревание и овал квад рата в калибре, что ведет к потере производительности из-за остановок стана и повышенному износу валков. Целью изобретения является повышение производительности стана и уменьшение износа валков. Поставленная цель достигается тем, что в вытяжном квадратном калибра в системе квадрат-овал, содержащем выпуклые по дуге окружности стороны, две противолежащие стороны калибра выполнены выпуклыми, а другие две стороны прямолинейными Кроме того, выпуклость в середине стороны квадрата составляет 2-4% от- ее длины, причем ее величина в этих пределах тем меньше, чем ближе расположение калибра к выходу из ст на. На фиг. 1 показан квадратный калибр с утяжкой профиля в нем по диа нали; на фиг. 2 - овальный калибр с находя(димся в положении овала квадратного профиля с утяжинами по диагонали; на фиг. 3 - предлагаемый квадратный калибр. Калибр (фиг. 3) состоит из верхнего 1 и нижнего 2 валков, установленных с зазором S и образующих в сечении квадрат со стороной Q gДве противолежащие грани ручьев 3 и 4 (стороны калибра) верхнего и ни него валков - прямолинейные, а две другие противолежащие грани 5 и б выпуклые по дуге окружности с максимальной величиной выпуклости 5 по середине грани ручья. При прокатке заготовки з таком калибре вследствие неравномерности обжатий (величина обжатия со стороны выпуклой грани больше, чем со стороны прямолинейной) на раскат действуют силы, стремящиеся повернуть профиль (в нашем случае - см. фиг.2, против часовой стрелки). В результате скручивания промежуточный профиль ,. даже имеющий -шестигранное сечение из-за утяжки горизонтальной диагонали, при определенной величине 6 выпуклостей противолежащих, сторон калибра заходит в последующий овальный калибр достаточно устойчиво -и при прокатке в нем не сваливается, что дает правильное заполнение калибра металлом и ухудшает геометрию раската. Устойчивая прокатка заготовки предотвращает ее застревание в Вс1лках и уменьшает их износ. Опытную проверку предлагаемого вытяжного калибра производили на проволочном стане 250 при прокатке проволоки диаметром 6-5 мм из ст. 50. Всего на этом стане при прокате проволоки указанного диаметра в 16 клетях применяются 4 диагональных квадратных калибра, чередующихся с горизонтальными овальными калибЕ ами. Размеры квадратных калибровакь: 29,19,14 и 11 мм. В результате опытной прокатки установлено, что отсутствие застреваний , наиболее устойчивое положение раската в валках с овальными калибрами, а также наименьшая овальность готового профиля и;меют место при величичине выпуклостей сторон в пределах 2-4% и при уменьшении в этих пределах величин выпуклостей по ходу прокатки„ Экономическая эффективно.сть от внедрения изобретения заключается в уменьшении расхода валков при прокатке и повышении производительности стана. По данным проволочно-штрипсового цеха ММК внедрение калибра предлагаемой конструкции на стане 250 № 2 этого цеха сокращает расход валков примерно на 50 т/год, что при их стоимости, равной 540 р/тыс., дает экономию 27000 р/год. Производительность стана при этом возрастает не менее, чем на 2%, что при годовом производстве стана 600 тыс.т. и условно-постоянных расходах на стане, равных 3 руб/т,, дает годовой экономический эффект 36000 р. Суммарный эффект, таким образом, составляет 63000 р/год.
Утямутал аивгвмляь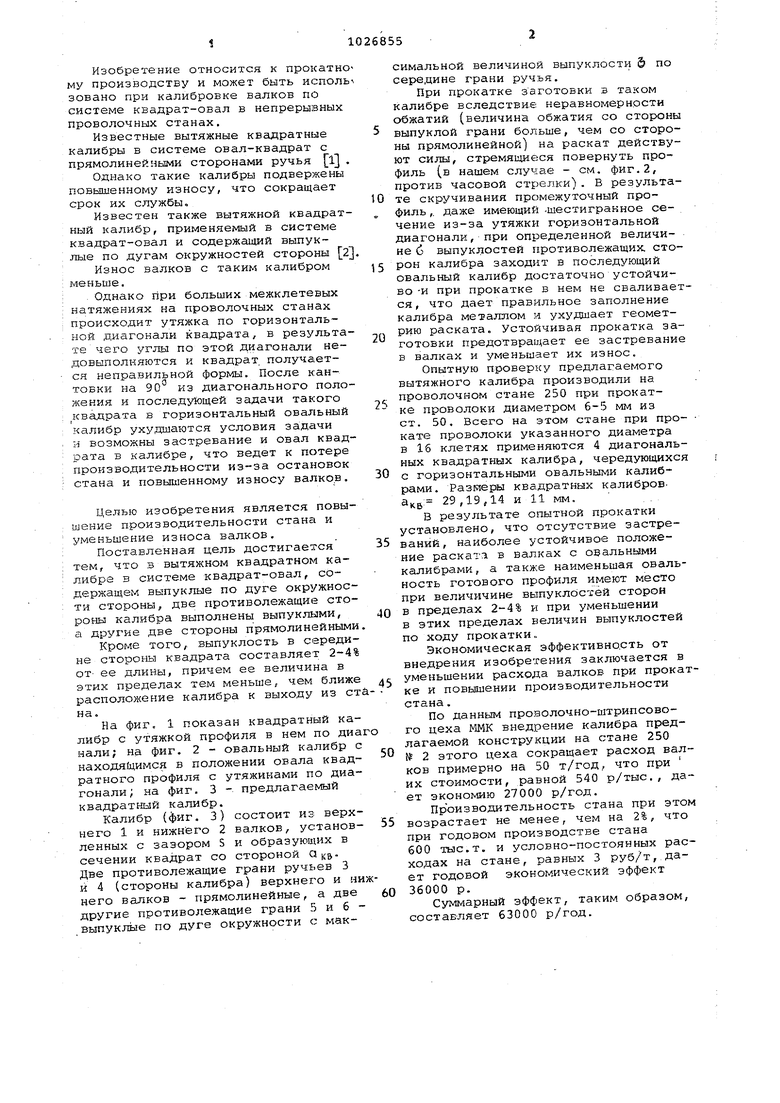
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Способ многониточной прокатки | 1983 |
|
SU1109203A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Чистовой двухвалковый диагональный калибр для прокатки квадратной стали с закругленными углами | 1988 |
|
SU1540878A1 |
| Способ горячей прокатки мелкосортных профилей | 1986 |
|
SU1412821A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
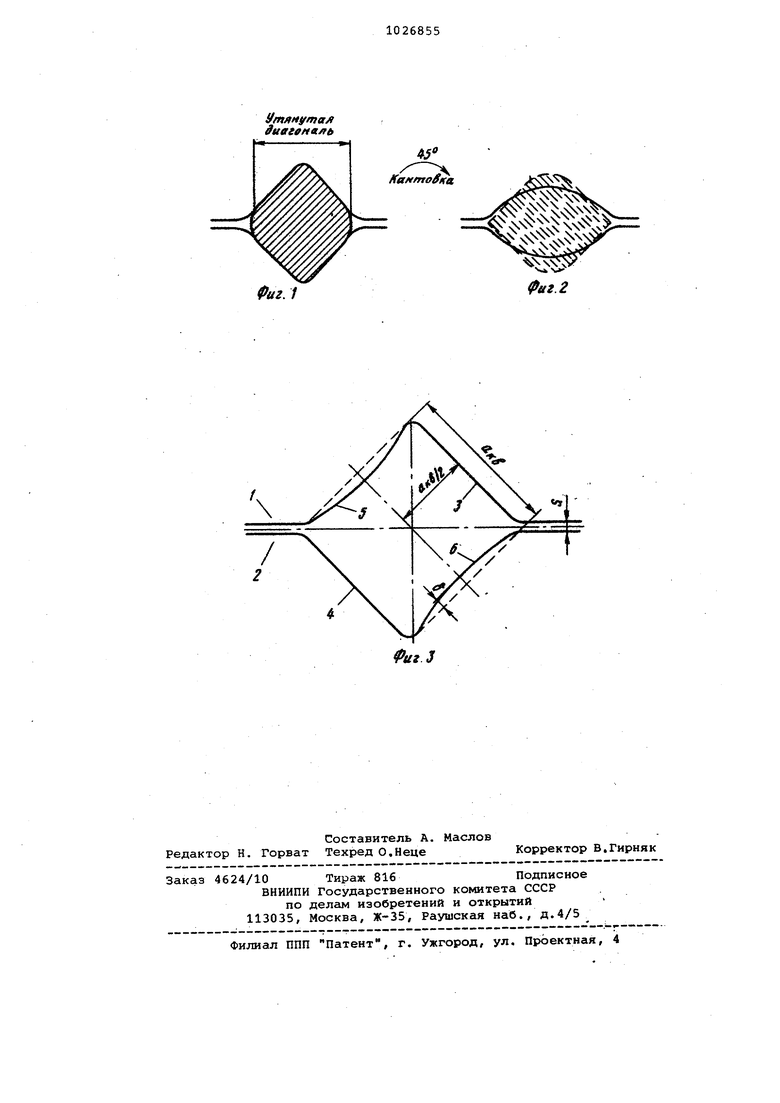
1. И)геЯЖНОЙ КВАДРАТНЫЙ КАЛИБР в системе квадрат-овал непрерывного проволочного стана, содержащий вьтукшае по дуге окружности стороны, отличающийс я Тем, что,с целью повышения производительности стана и уменьшения износа валков за счет улучшения условий задачи и устойчивости раската в валках, две противолежащие стороны калибра выполнены выпукльэет, а другие дйе стороны прямолйнейньши. 2, Калибр по п. 1, отличающийся тем, что выпуклость в середине стороны квадрата составS ляет 2-4% ее длины, причем ее величина в этих пределах тем меньше, (Л чем ближе расположение калибра к выходуиз стана.
/
4
Фиг 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станы для производства катанки | |||
| Под ред | |||
| Б.Б | |||
| Диомидова, М., Металлургия, 1972, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Диомидов Б.В., Литовченко Н.В | |||
| Калибровка прокатных валков | |||
| М., Металлургия, 1970, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
