810 9
// /
465
IM
Ji
00
сл со
СП
оо

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для волочения труб на оправке | 1989 |
|
SU1694275A1 |
| Способ волочения труб | 1986 |
|
SU1404133A1 |
| Стан для волочения труб | 1990 |
|
SU1811423A3 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ САМОУСТАНАВЛИВАЮЩЕЙСЯ ОПРАВКИ ПРИ ВОЛОЧЕНИИ ТРУБ | 1997 |
|
RU2121403C1 |
| Упорный стержень косовалкового стана | 1979 |
|
SU829229A1 |
| Устройство для волочения изделий в режиме гидрадинамического трения | 1974 |
|
SU512820A1 |
| ЗАДАЮЩЕЕ БАРАБАННОЕ УСТРОЙСТВО К ТРУБОВОЛОЧИЛЬНОМУ СТАНУ | 1971 |
|
SU301199A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
Изобретение относится к производству труб волочением на неподвижной оправке. Цель изобретения - снижение динамических нагрузок в момент фиксирования оправки в очаге деформации при выдвижении ее за очаг деформации. При задаче в очаг деформации оправки 2 с трубой 5 до момента выхода переднего торца оправки за очаг деформации оправка 2 и труба 5 перемещаются с одинаковой скоростью. Б момент выхода переднего торца оправки за очаг деформации происходит взаимодействие хвостовика 4 стержня 3 оправки 2 с подвижным вдоль оси волочения упором 6. При этом скорость движения оправки становится меньше скорости трубки. Это обеспечивает сход трубки 5 с оправки 2 без динамических нагрузок. Затем через регулируемый клапан 14 происходит запирание сливной магистрали гидроцилиндра 8 привода подвижного упора 6. При зтом оправка плавно тормозится до полной ее остановки после выхода оправки на заданное расстояние за очаг деформации, 5 ил. с (Л
9и.гл
Изобретение относится к производству труб волочегшем на неподвижной оправке.
Цель изобретения - снижение дина- 1ических нагрузок в момент фиксиро- ания положения оправки в очаге деформации при выдвижении ее за очаг реформации.
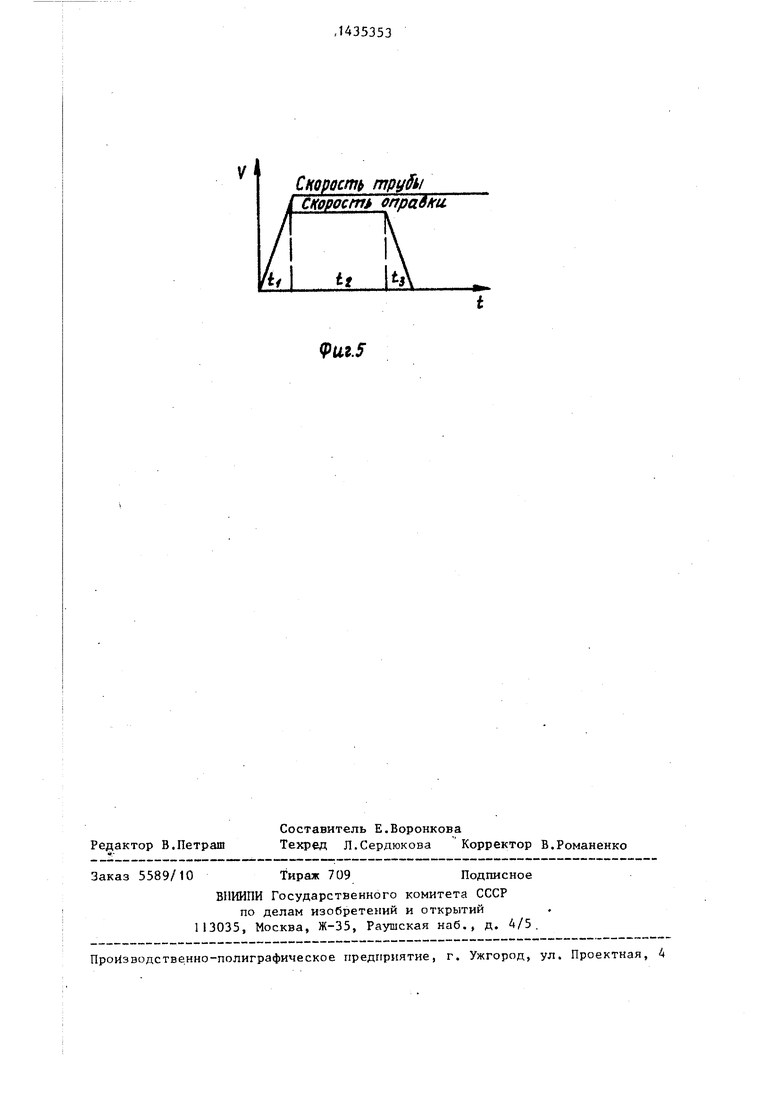
: На фиг. 1 изображена схема стана при задаче трубы и оправки в очаг де- юрмации на фиг. 2 - то же, при ззаимодействии хвостовика стержня ; упором; на фиг. 3 - то же, при выдвижении оправки за очаг деформации; ча фиг. 4 - то же, при остановке оп- завки; на фиг. 5 - график изменения корости перемещения трубы и оправки 30 времени в процессе выдвижения оп- эавки за очаг деформации.
Волочильный стан содержит волоку 1, тянущую тележку (не показана), справку 2, закрепленную на стержне 3 выполненном с хвостовиком 4. средство цля задачи трубы 5 с оправкой.2 в волоку 1 (не показано). Хвостовик 4 взаимодействует с упором 6, установ- пенным на направляющих 7 с возможностью осевого перемещения от гидропривода, вьтолненного в виде гидро- цилиндра 8, на штоке 9 поршня 10 которого закреплен упор 6. Гддроцилинд 3 заполнен рабочей жидкостью Жидкость та- гидроцилиндр поступает из аккумулятора 11 через напорную магист- рапь, имеющую перепускной клапан 12 и напорное устройство 13. Слив жидкости из гидроцилиндра происходит через сливную магистраль, в которой установлен регулируемый клапан 14. Стан работает следующим образом. До операции надевания трубы 5 на |оправку 2 стержень 3 с оправкой 2 |настраивают так, что в исходном положении, когда шток 9 поршня 10 гидро- :цилиндра 8 находится в крайнем ле даом положении, хвостовик 4 стержня 3 соприкасается с подвижным упором 6 ;и передний торец оправки 2 выходит :за калибрующий поясок волоки 1 на ; 1-2 мм. В таком положении гидроци- Линдр 8 заполнен жидкостью, перепуск ;ной клапан 12 закрыт, а регулируемый :клапан 14 открыт настолько, чтобы обеспечить перетекание жидкости из :гидроцилиндра 8 в аккумулятор 11 жид кости в объеме, обеспечивающем за- (данную скорость оправке 2 (регули- руется ранее). Далее оправку 2 со
0
0 5 Q п
5
стержнем 3, хвостовиком 4, подвижным упором 6, штоком 9 и поршнем 10 подают вперед по ходу волочения настолько, чтобы она не дошла 50-100 мм до заданного расстояния, и фиксируют положение подвижного упора 6. Такое положение подвижного упора соответствует началу запирания сливной магистрали регулируемым клапаном 14.
В момент выхода оправки 2 на заданное расстояние сливную магистраль полностью запирают клапаном 14. Положение подвижного упора 6 в этот момент также фиксируют. Затем включают напорное устройство 13 (например, насос, грузовое устройство), клапан 12 открывается, и по напорной магистрали жидкость подают в гидроцилиндр 8. Поршень 10, шток 9 и подвижный упор 6 занимают исходное положение. Стан готов к работе.
Перед началом волочения трубу 5 (химически обработанную и со сформированной захваткой) надевают на оправку 2 и задают в волоку 1. В на- чальньй период процесса волочения с момента захвата оправки трубой оправки 2 со с гержнем 3 движется вместе с трубой 5 с одинаковой скоростью, происходит как бы процесс волочения
tHa подвижной оправке. Скорость вы- .
/
движения оправки равна скорости протягиваемой трубы (фиг.5, время t).
В момент выхода переднего торца оправки за -очаг деформации на 1-2 мм (фиг.2) хвостовик 4 стержня 3 задерживают подвижным упором 6. С этого момента скорость движения хвостовика 4 стержня 3 и оправки 2 по ходу волочения меньше скорости трубы 5 (фиг.5 время t), что обеспечивает сход трубы 5 с оправки 2 без динамической нагрузки. Так происходит до начала за пирания сливной магистрали (фиг.З).
В момент начала запирания сливной магистрали наступает плавная остановка оправки 2 (фиг,5, время t ,), После выхода оправки 2 за очаг деформации на заданное расстояние сливную магистраль полностью перекрывают, происходит остановка оправки (фиг.4), а труба 5 продолжает сходить с оправки без динамической нагрузки. В качестве ограничителя движения упора служит жидкость в гидроцилиндре 8. После окончания процесса волочения трубы с помощью напорного устройства 13 жидкость из аккумулятора 11 перегоняют в гиярощшиндр 8. Поршень 10, шток 9 и подвижньй упор 6 возвращают в исходное положение. Цикл повторяют
Предлагаемая конструкция стана для волочения труб обеспечивает ведение процесса волочения без динамических нагрузок и при значительных коэффициентах вытяжки при вьщвижении ка- либрзпощей части оправки за очаг деформации практически на любую длину, что позволяет получать как ось, так и образукицую внутренней поверхности трубы с высокой степенью прямолиней- ности, а также повысить точность внутреннего диаметра труб.
«Ж
Фаг. 2
9иг.З
Формула изобретения
Стан для волочения труб, содержащий доску волок, тянущую тележку, стержень с хвостовиком, на котором закреплена оправка, средства для надевания трубы на оправку и задачу их в волоку, упор, взаимодействующий с хвостовиком, отличающий- с я тем, что, с целью снижения динамических нагрузок в момент фиксирования положения оправки в очаге де- формахщи при выдвижении ее за очаг деформации, упор снабжен приводом перемещения в осевом направлении с регулируемой скоростью.
1Скорости mfiySki
скорости опраТки,
it U,
Ри.г.
| Способ производства труб | 1980 |
|
SU944703A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
