(Л
с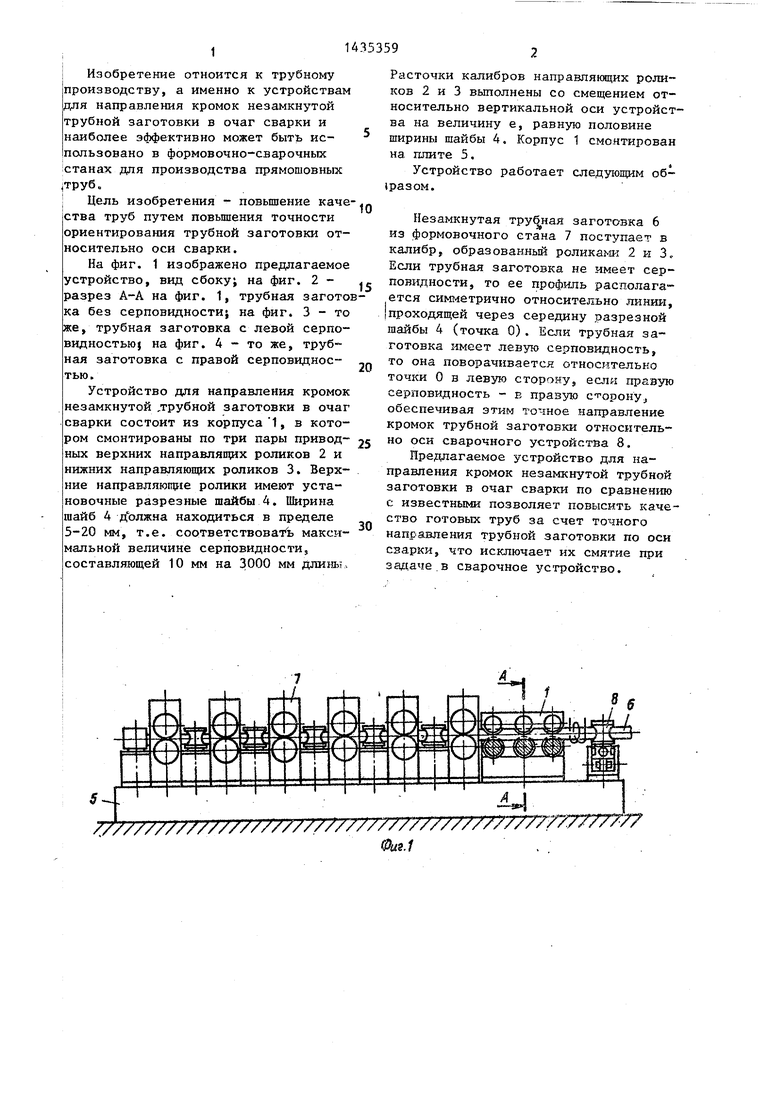
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Направляющая шайба рабочего калибра трубоэлектросварочного стана | 1975 |
|
SU549198A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
1
О9
i Изобретение отноится к трубному производству, а именно к устройствам для направления кромок незамкнутой трубной заготовки в очаг сварки и наиболее эффективно может быть ис- пользовано в формовочно-сварочных станах для производства прямошовных рруб.
I Цель изобретения - повышение каче ства труб путем повьшения точности ориентирования трубной заготовки относительно оси сварки.
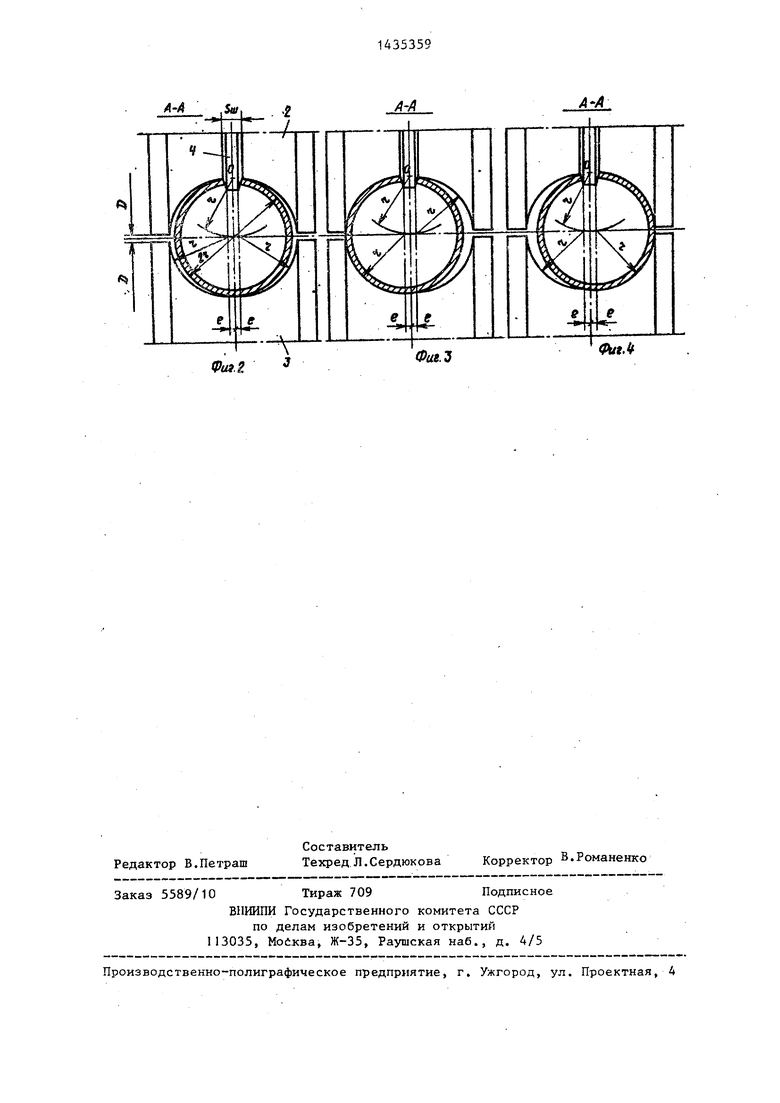
На фиг. 1 изображено предлагаемое устройство, вид сбокуi на фиг. 2 - разрез А-А на фиг. 1, трубная заготока без серповидности; на фиг. 3 - то же, трубная заготовка елевой сарпо- видностью} на фиг. 4 - то же, труб ная заготовка с правой серповиднос- тью.
Устройство для направления кромок незамкнутой ,трубной заготовки в очаг сварки состоит из корпуса 1, в котором смонтированы по три пары привод- ных верхних направлящих роликов 2 и нижних направляющих роликов 3. Верхние направляющие ролики имеют установочные разрезные шайбы 4. Ширина шайб 4 дЪлжна находиться в пределе 5-20 мм, т.е. соответствова-Гь максимальной величине серповидности, составляющей 10 мм на 3000 мм дли1Ш л
,
. 5
0
Расточки калибров направляющих роликов 2 и 3 выполнены со смещением относительно вертикальной оси устройства на величину е, равную половине ширины шайбы 4. Корпус 1 смонтирован на шште 5.
Устройство работает следующим об- фазом.
Незамкнутая трубная заготовка 6 из формовочного стана 7 поступает в калибр, образованный роликами 2 и 3, Если трубная заготовка не имеет серповидности, то ее профиль располага ется симметрично относительно линии, Iпроходящей через середину разрезной шайбы 4 (точка 0). Если трубная заготовка имеет левую серповидность, то она поворачивается относительно точки О в левую сторону, если правую серповидность - в правую сторону,, обеспечивая этим ч очное направление кромок трубной заготовки относительно оси сварочного устройства 8,
Предлагаемое устройство для направления кромок незамкнутой трубной заготовки в очаг сварки по сравнению с известными позволяет повысить качество готовых труб за счет точного направления трубной заготовки по оси сварки, что исключает их смятие при задаче.в сварочное устройство.
Фиа.1
А-А
Фи.Ъ
ФигЛ
| Направляющая клеть трубосварочного стана | 1975 |
|
SU539634A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
