lili
СО
ел
CXD
CD
Изобретение относится к обработке еталлов давлением, в частности к из- |готовленшо ротационным вьщавливанием |11кивов и других подобных изделий с Ьбодом из дисковых заготовок типа |гел вращения.
; Цель изобретения расширение тех- Иологических возможностей за счет рбеспечения возможности изготовления ободом.
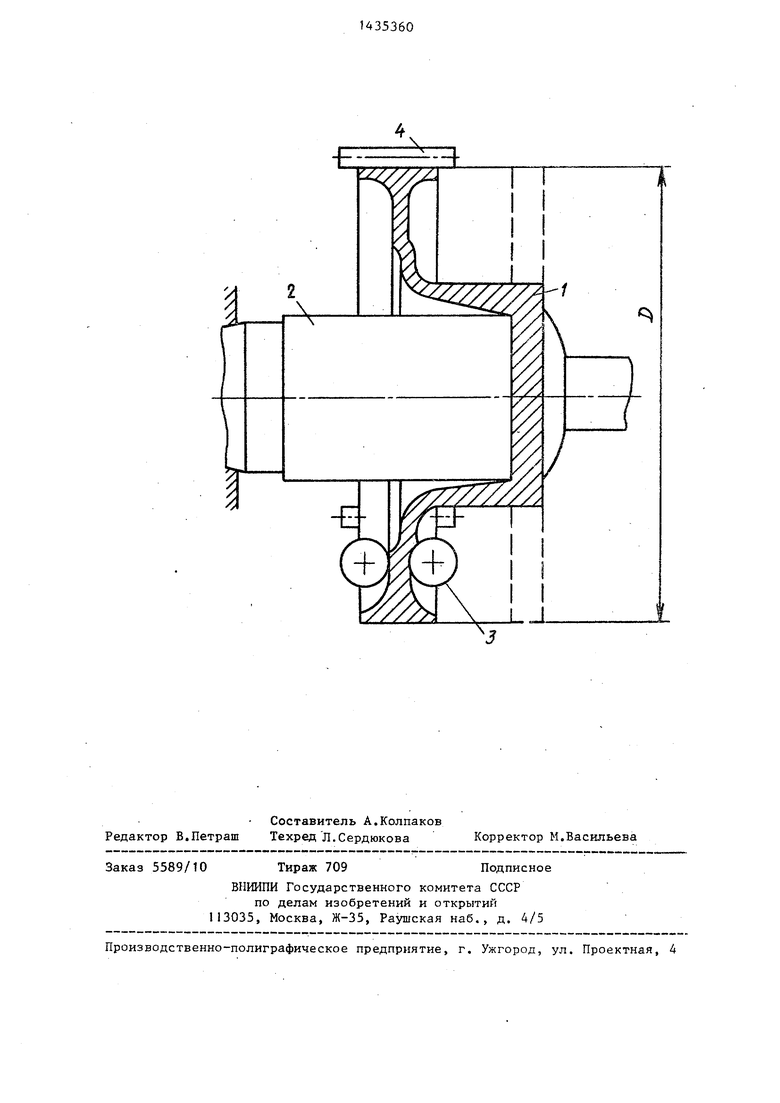
На чертеже изображена схема де- формирорования изделия.
Дисковую заготовку 1 устанавливают а оправку 2, зажимают в центральной асти, сообщают ей вращение и дефор- 1шруют деформирующими элементами 3 :io двум ее торцовым плоскостям в нап авлении от периферии к центральной асти. После деформирования заготов- и 1 в направлении от периферии к центральной ее части осуществляют деформирование заготовки I в направ- 1ении от центральной ее части к пери- t)epии с приложением дополнительного /силия к деформирующим элементам в aпpaвлeнии, перпендикулярном их перемещению, с приложением усилия под- юра к боковой поверхности заготовки 1, Усилие подпора осуществляется с помощью роликов 4. Деформирующие эле- |менты 3 выполнены в виде шариков. i В случае последовательного повто- эения указанных приемов над заготовкой в изделии происходит увеличение нирииы обода при уменьшении толпщны |)ланца вследствие перехода части металла с поверхностей фланца ни обод изделия под действием дсполнительно- |Го усилия, приложенного к деформирую Цим элементам в их направлении к обо
У.
I Пример. Процесс :рота1щонного
Вьщавливания полой детали из дисковой заготовки диаметром 150 мм, толщиной 3 мм из материала АД1М осуще-- ствляют на токарном станке при числе оборотов шпинделя 250 в 1 мин. Продольная подача 0,17 мм/об, поле- речная- 0,47 мм/об. Усилие свода де- формирующих элементов 30 кг при подаче в направлении к центру (оси детали), при подаче, направленной к периферии, усилие свода деформирующих элементов - шариков составляет 100 кг Размеры деформирующих элементов - шариков 19 мм, роликов 10 мм
Способ позволяет изготавливать изделия в виде диска с ободом с .помощью ротационного вьщавливания, что расширяет технологические возможности.
Формула изобретения
Способ ротагщонного вьщавливания полых изделий, при котором исходную дисковую заготовкз устанавливают на оправку, зажимают ее в центральной части, сообщают ей вращение и формо- образуют деформирующими элементами по двум ее торцовым поверхностям в направлении от периферии к центральной части, отличающийся тем, Ч1-о, с целью расширения технологических возможностей за счет обеспечения изготовления изделия с ободом, после формообразования заготовки.в направлении., от периферии к центральной ее части, осуществляют деформиро-; в ание заготовки в направлении от центральной ее части к периферии с . приложением дополнительного усилия к деформирующим элементам в направле - , НИИ, перпендикулярном их перемещению, с приложением усилия подпора к ;боко- вой поверхности заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| Способ ротационного выдавливания полых деталей | 1986 |
|
SU1386334A1 |
| Способ ротационного выдавливания полых деталей | 1987 |
|
SU1518055A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Способ изготовления деталей | 1991 |
|
SU1804358A3 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| Способ ротационного выдавливания заготовок | 1988 |
|
SU1530298A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению ротационным вьщавлива- нием шкивов и других подобных изделий с ободом из дисковых заготовок типа тел вращения. Цель изобретения - расширение технологических возможностей за счет возможности изготовления изделия с ободом. Дисковая заготовка устанавливается на оправке, зажимается в центральной части, приводится во вращение и деформируется деформирующими элементами. Деформирование заготовки осуществляют по двум ее торцовым поверхностям в направлении от периферии к центральной части, после чего деформирование осуществляют в обратном направлении. При деформировании заготовки в направлении от центральной ее части к периферии к деформирующим элементам прикладывают дополнительные усилия в направлении, перпендикулярном их перемещению, с приложением усилия подпора к боковой поверхности заготовки. Это позволяет утонить стенки дисковой заготовки и получить необходимый обод на изделии. 1 ил. S
| Меннер А.Л | |||
| и др | |||
| Обработка металлов Давлением,-Фрунзе, 1981, с.62-69 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
