Mi;
Сл9 СУ1 О9 СП
Изобретение относится к литейному производству, в. частности к изготовлению литейных форм прессованием,
Цель иаобретения - улучшение ка- чества крупногабаритных форм, а также достижениге равномерности распределения смеси в форме..
Способ изготовления литейных форм прессованием осуществляется следую- щим образом.
Производится подача формовочной смеси в опоку, многократное воздействие на смесь прессовой плитой как перпендикулярно поверхности уплотне- ния, так и по касательной к ней. Плиту при каждом качании отводят за пределы опоки, подавая дозу смеси из бункера непосредственно в опоку,Число качаний определяется заданной плотностью формы.
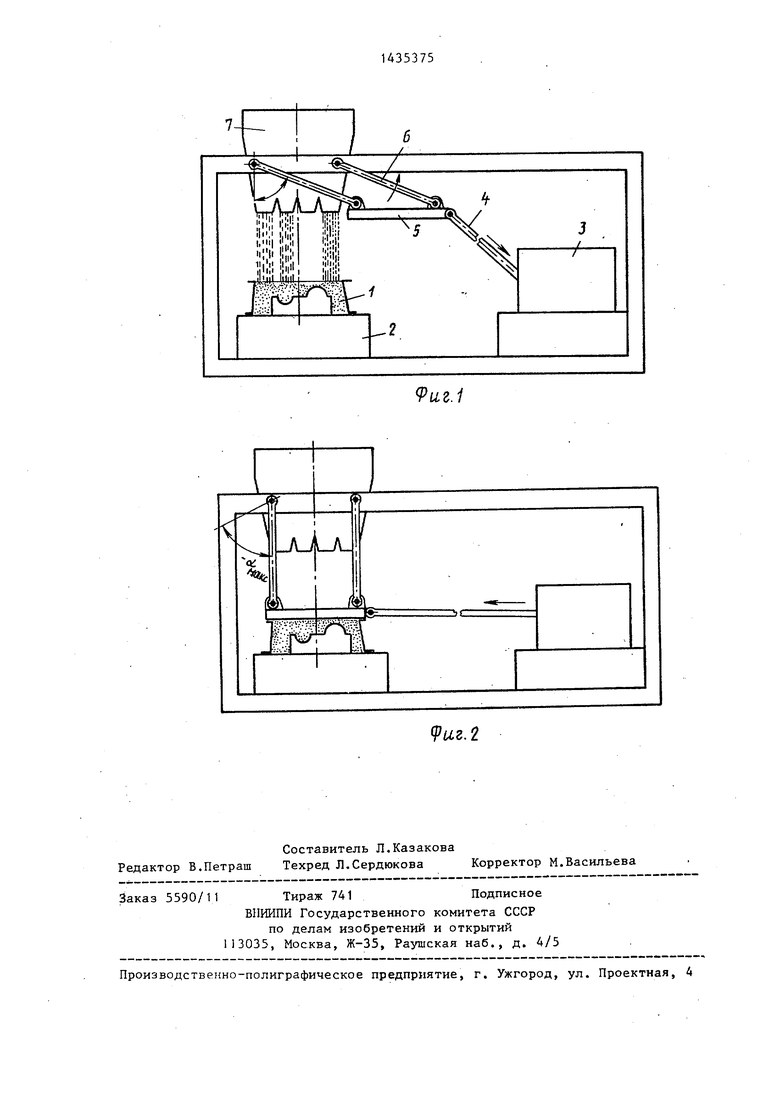
На фиг,1 изображено устройство для осуществления способа, начало цикла прессования; на фиг,2 - то же, конец цикла прессования.
Устройство, работает следующим образом.
Опоку 1 устанавливают на позицию 2 прессования с помощью тележки или другого транспортного устройства.
Приводом 3 маятникового движения через тягу 4 отводят прессовую плиту
5,подвещенную на четьфех рычагах
6,в правое верхнее положение, соответствующее максимальному углу отклонения с/ открывая затворы бункера 7, подают смесь в опоку 1. Далее приводом 3 через тягу 4 продолжают движение прессовой плиты
5 из верхней правой точки (кс в нижнюю точку 0 О, В период сни
женин прессовой плиты происходит процесс тангенциального прессования, усилие прессования нарастает и смесь в опоке 1 уплотняется. После подачи очередной дозы смеси на всю поверх ность опоки или ее часть процесс повторяется. После подачи очередной дозы смеси на всю поверхность опоки или ее часть процесс повторяется, К преимуществам способа следует отнести возможность доуплотнения различных зон формы с помощью направленной регулируемой подачи смеси.
Формула изобретения
1.Способ изготовления литейных форм прессованием, включающий подгГчу формовочной смеси, уплотнение ее качающейся прессовой плитой, отличающийся тем, что, с целью улучшения качества крупногабаритных форм, подачу смеси осуществляют порционно при каждом качании прессовой плиты,
2.Устройство для изготовления литейных форм прессованием, содержащее бункер для формовочной смеси, закрепленный на раме, прессовую плиту,размещенную под бункером и привод для перемещения прессовой плиты, о т- личающееся тем, что, с целью улучшения качества крупногабаритных форм, прессовая плита шарнир- но связана с рамой и приводом перемещения посредством рычагов.
3.Устройство поп,2, отличающееся тем, что, с целью равномерного распределения смеси в форме, бункер выполнен многосекционным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Устройство для уплотнения формовочных смесей | 1986 |
|
SU1496909A1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Устройство для изготовления безопочных литейных форм | 1977 |
|
SU707678A1 |
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
Изобретение относится к литейному производству .в частности к изготовлению литейньк форм прессованием. Цель изобретения - улучшение качества крупногабаритных форм, а так же достижение равномерного распределения смеси в форме. Смесь подают в опоку между циклами качания прессовой плиты, совершающей возвратно-поступательные движения над опокой, выходя за ее пределы. Процесс прессования осуществялется в период движения прессовой плиты из верхней точки в нижнюю. Цикл повторяется много- крётно до получения заданной плотности смеси в опоке. 2 с. и 1 з.п.ф-лы,, 2 ил tp л с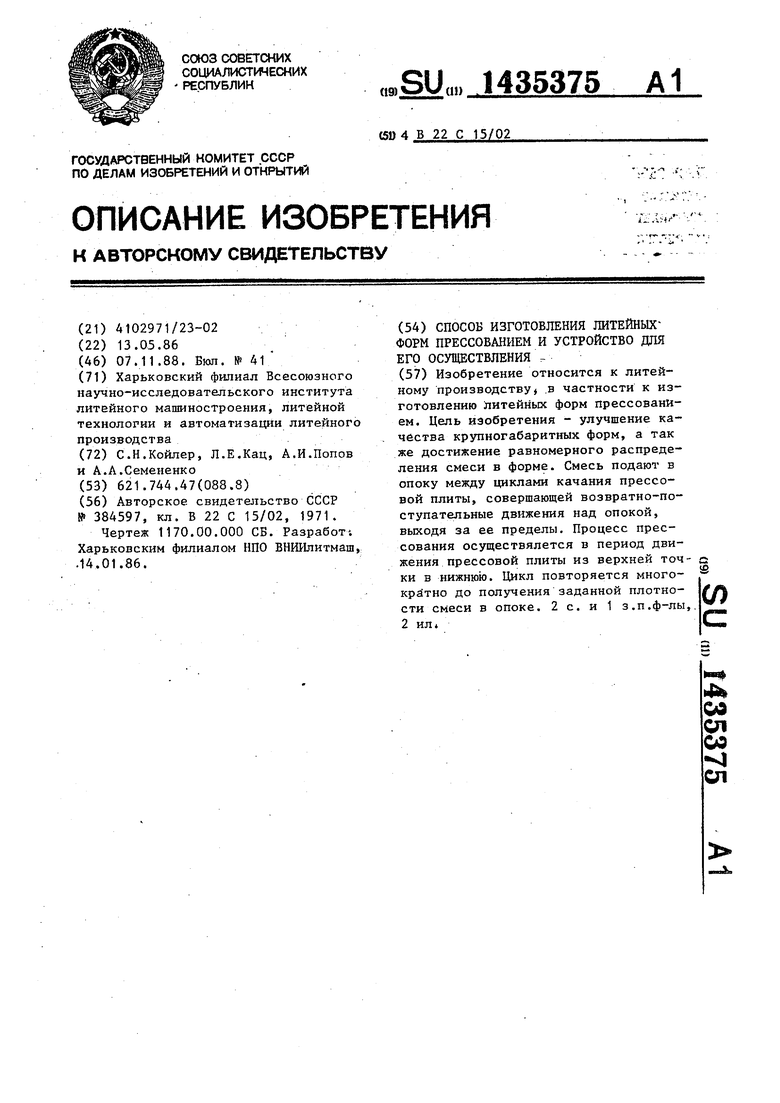
9иг.1
9 иг. 2
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СМЕСИ | 0 |
|
SU384597A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чертеж 1170.00.000 СБ | |||
| Разработл Харьковским филиалом НПО ВНИИлитмаш, .14.01.86. | |||
