Изобретение относится к литейному производству, в частности к изготовлению литейных форм прессованием с предварительным уплотнением формовочной смеси вдувом.
Известно устройство для получения литей- Ш.1Х форм с решетчатой контрмоделью для получения литейных форм прессованием 1. Устройство работает по способу нижнего прессования моделью. Смесь свободно засыпается в объем, ограниченный опокой и наполнительной рамкой, ВЫПОЛНЯЮЩИМИ роль формовочной камеры, и модельной плитой. Затем устанавливают над опокой решетчатую контрмодель и осуществляют прессование смеси;
Недостаток известного устройства состоит в том, что его нельзя использовать для получения литейных форм прессованием с предварительным уплотнением формовочной смеси вдувом, так как при наличии открытых отверстий в контрмодели смесь, вдуваемая в формовочную камеру, будет просыпаться. Вследствие ЭТОГО не может быть использовано предварительное уплотнение смеси вдувом перед прессованием, которое,- как известно, повышает
равномерность уплотнения формы и ускоряет процесс.
Известно также устройство дня изготовления безопочных.литейных форм, содержащее подвижную в горизонтальной плоскости формовочную камеру с вдуВнЬпи отверстием в верхней ее стенке, лескосгрельную гойовку и модельную плиту с приводом ДЛЯ вбзвратно-п6ступательного перемещения в горизонтальной ПЛОСКОСТИ 2.
Целыб изобретения является повыщение равномерности распределения плотности смеси в форме.
Указанная цепь достигается тем, что устройство снабжено тфимыкающим к формовочной камере с боковой стороны, противоположной модельной плите, решетчатым элементом к уплотнительным элементом, расположенным с нерабочей стороны решетчатого элемента и подвижным в направлении, перпендикулярном его ПЛОСКОСТИ.
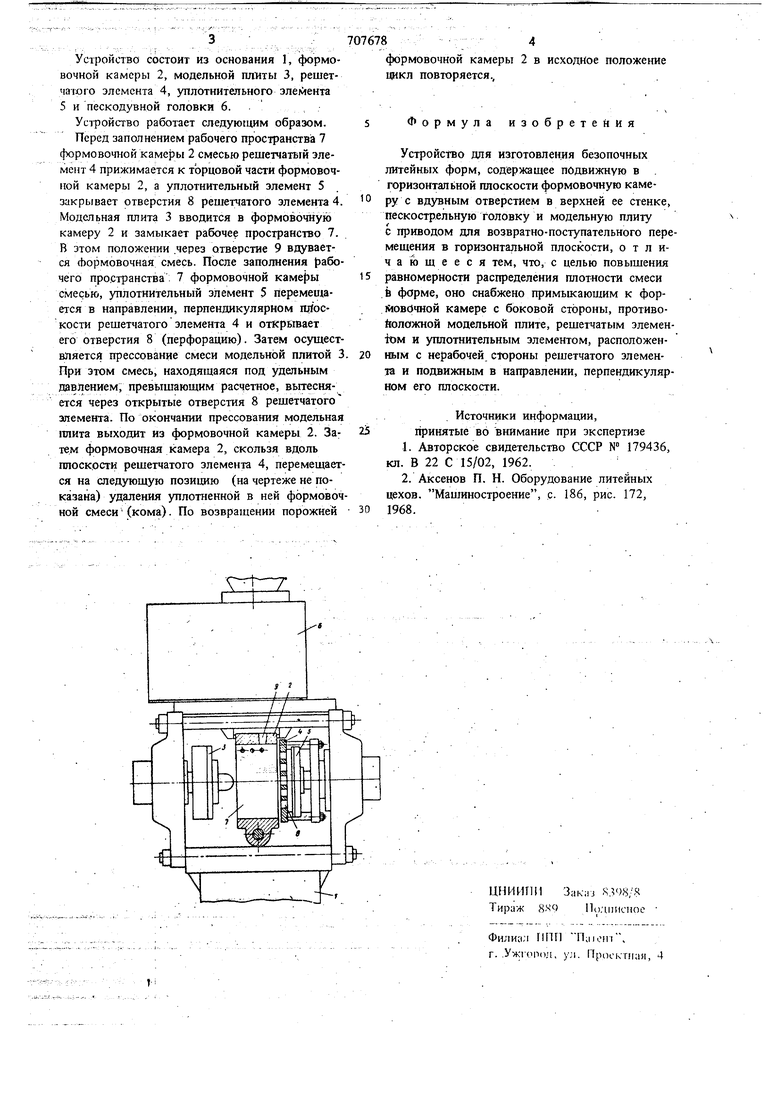
На чертеже схематично изображено предложенное устройство.
Устройство состоит из основания 1, формовочной камеры 2, модельной плиты 3, решетчатого элемента 4, уплотнительного элемента 5 и пескодувной головки 6. .
Устройство работает следующим образом.
Перед заполнением рабочего пространства 7 формовочной камеры 2 смесью решетчатый элемент 4 прижимается к торцовой части формовочной камеры 2, а уплотнительный элемент 5 закрывает отверстия 8 решетчатого элемента 4. Модельная плита 3 вводится в формовочную камеру 2 и замыкает рабочее пространство 7. В этом положении .через отверстие 9 вдувается Формовочная смесь. После заполнения рабочего пространства: 7 формовочной каме|зы смесью, уплотнительный элемент 5 перемещается в направлении, перпендикулярном плоскости решетчатого элемента 4 и открывает его отверстия 8 (перфорадию). Затем осуществляется прессование смеси модельной плитой 3. При этом смесь, находящаяся под удельным давлением, превышающим расчетное, вытесняется через открытые отверстия 8 решетчатого элемента. По окончании прессования модельная плита выходит из формовочной камеры 2. Затем формовочная камера 2, скользя вдоль плоскости решетчатого элемента 4, перемещается на следующую позицию (на чертеже не показана) удаления уплотненной в ней формовочной смеси (кома). По возвращении порожней
7076784
формовочной камеры 2 в исходное положение цикл повторяется.,
Ф
ормула изобретения
Устройство для изготовления безопочных литейных форм, содержащее подвижную в горизонтальной плоскости формовочную камеру с вдувным отверстием в верхней ее стенке, пескострельную головку и модельную плиту с приводом для возвратно-поступательного перемещения в горизонтальной плоскости, о т л ич а ю щ е е с я тем, что, с целью повышения равномерности распределения плотности смеси .и форме, оно снабжено примыкающим к форкювочной камере с боковой стороны, противоположной модельной плите, решетчатым элеменiOM и уплотнительным элементом, расположенным с нерабочей, стороны решетчатого элеменга и подвижным в направлении, перпендикулярном его плоскости.
. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 179436, кл. В 22 С 15/02, 1962.
2.Аксенов П. Н. Оборудование литейных цехов, Машиностроение, с. 186, рис 172
1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| Способ изготовления литейных форм | 1977 |
|
SU747608A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
Гф-7
