| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Встряхивающая формовочная машина | 1981 |
|
SU997959A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| ПЕСКОМЕТ | 1991 |
|
RU2033884C1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
Изобретение относится к литейному производству и ,в частности, к уплотнению формовочных смесей в опоках крупных типоразмеров. Целью изобретения является снижение энергоемкости и повышение равномерности уплотнения формовочной смеси. Устройство содержит бункер 1 формовочной смеси, прессовую плиту 5 с загрузочными окнами 6 и привод 13 ее возвратно-поступательного движения. Формовочная смесь подается из бункера 1 через окна 6 в опоку. Прессовая плита 5, имеющая зубчатое зацепление с рейкой 9 и прижимным колесом 10, движущимся в направляющих 12, совершает возвратно-поступательные движения. При этом смесь уплотняется. Регулирование степени уплотнения осуществляется величиной открытия жалюзей 7, шарнирно закрепленных на плите 5. 3 ил.
i:x. t
Фиг.1 9
.VJ
со
Од СО
3149
Изобретение относится к литейному производству, в частности к технике изготовления литейных форм.
Цель изобретения - снижение энер- гоемкости и повьшшние равномерности уплотнения формовочной смеси.
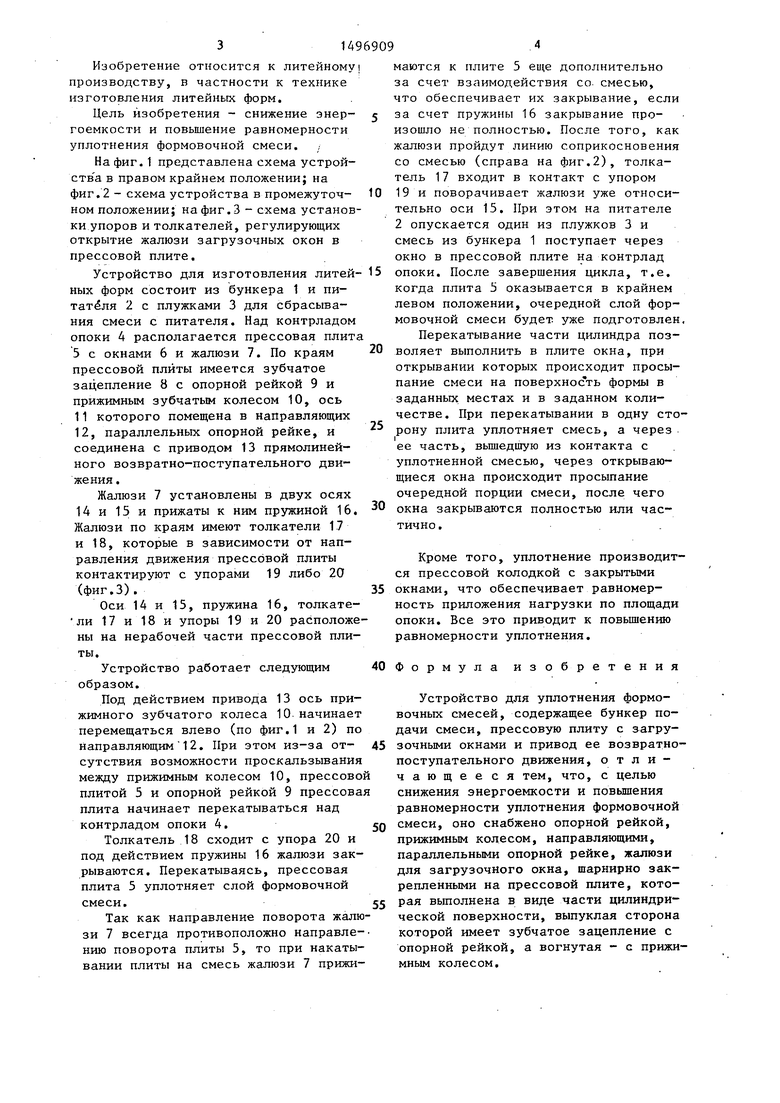
На фиг. 1 представлена схема устрой- ств а в правом крайнем положении; на фиг.2 - схема устройства в промежуточ- ном положении; на фиг. 3 - схема установки упоров и толкателей, регулирующих открытие жалюзи загрузочных окон в прессовой плите.
Устройство для изготовления литей- ных форм состоит из бункера 1 и питателя 2 с плужками 3 для сбрасывания смеси с питателя. Над контрладом опоки 4 располагается прессовая плита 5 с окнами 6 и жалюзи 7. По краям прессовой плиты имеется зубчатое зацепление 8 с опорной рейкой 9 и прижимным зубчатым колесом 10, ось 11 которого помещена в направляющих 12, параллельных опорной рейке, и соединена с приводом 13 прямолинейного возвратно-поступательного движения .
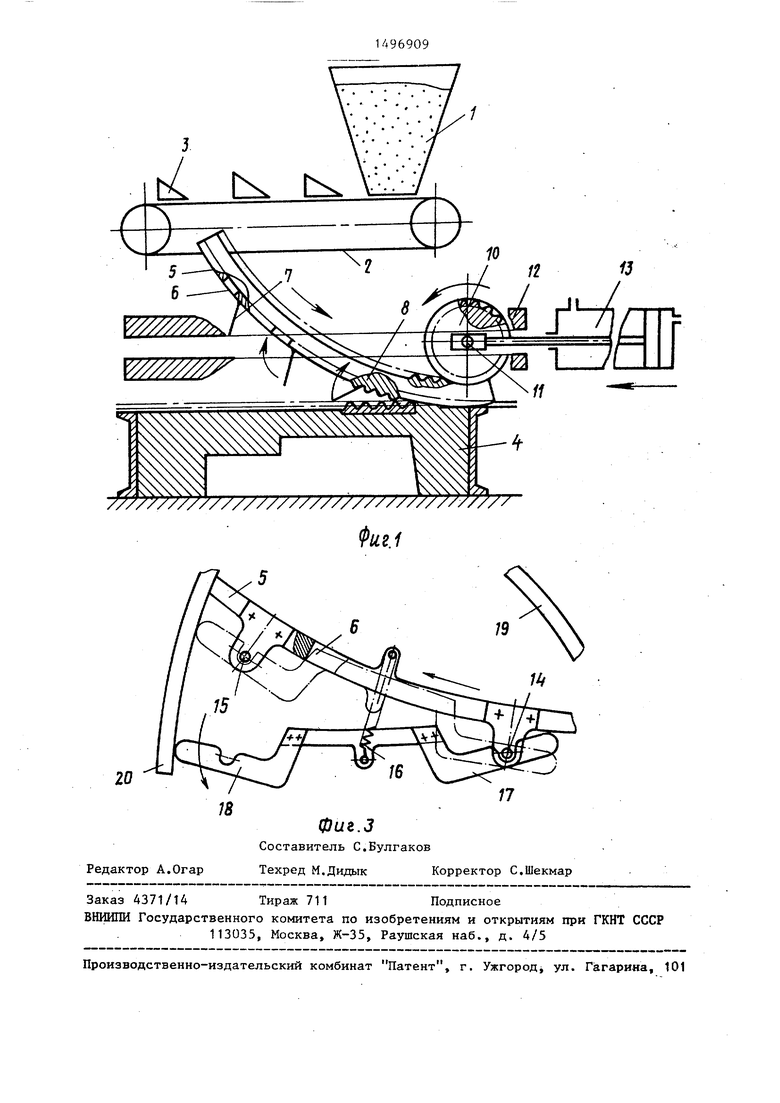
Жалюзи 7 установлены в двух осях 14 и 15 и прижаты к ним пружиной 16. Жалюзи по краям имеют толкатели 17 и 18, которые в зависимости от направления движения прессовой плиты контактируют с упорами 19 либо 20 (фиг.З).
Оси 14 и 15, пружина 16, толкате- ли 17 и 18 и упоры 19 и 20 расположены на нерабочей части прессовой плиты.
Устройство работает следующим образом.
Под действием привода 13 ось прижимного зубчатого колеса 10 начинает перемещаться влево (по фиг.1 и 2) по Направляющим 12. При этом из-за от- сутствия возможности проскальзывания между прижимным колесом 10, прессово плитой 5 и опорной рейкой 9 прессова плита начинает перекатываться над контрладом опоки 4.
Толкатель 18 сходит с упора 20 и под действием пружины 16 жалюзи закрываются. Перекатываясь, прессовая плита 5 уплотняет слой формовочной смеси.
Так как направление поворота жалюзи 7 всегда противоположно направлению поворота плиты 5, то при накатывании плиты на смесь жалюзи 7 прижи5
0
5
0
5 0
5
маются к плите 5 еще дополнительно за счет взаимодействия со смесью, что обеспечивает их закрывание, если за счет пружины 16 закрывание произошло не полностью. После того, как жалюзи пройдут линию соприкосновения со смесью (справа на фиг.2), толкатель 17 входит в контакт с упором 19 и поворачивает жалюзи уже относительно оси 15. При этом на питателе 2 опускается один из плужков 3 и смесь из бункера 1 поступает через окно в прессовой плите на контрлад опоки. После завершения цикла, т.е. когда плита 5 оказывается в крайнем левом положении, очередной слой формовочной смеси будет уже подготовлен. Перекатывание части цилиндра позволяет выполнить в плите окна, при открывании которых происходит просыпание смеси на поверхность формы в заданных местах и в заданном количестве. При перекатывании в одну сторону плита уплотняет смесь, а через ее часть, вышедшую из контакта с уплотненной смесью, через открывающиеся окна происходит просыпание очередной порции смеси, после чего окна закрываются полностью или частично .
Кроме того, уплотнение производится прессовой колодкой с закрытыми окнами, что обеспечивает равномерность приложения нагрузки по площади опоки. Все это приводит к повьш1ению равномерности уплотнения.
Формула изобретения
Устройство для уплотнения формовочных смесей, содержащее бункер подачи смеси, прессовую плиту с загрузочными окнами и привод ее возвратно- поступательного движения, отличающееся тем, что, с целью снижения энергоемкости и повышения равномерности уплотнения формовочной смеси, оно снабжено опорной рейкой, прижимным колесом, направляющими, параллельными опорной рейке, жалюзи для загрузочного окна, шарнирно закрепленными на прессовой плите, которая выполнена в виде части цилиндрической поверхности, выпуклая сторона которой имеет зубчатое зацепление с опорной рейкой, а вогнутая - с прижимным колесом.
У ГЪ. b Ul: .
20
/J
///////
г./
| Королев Н.В | |||
| Опыт бетонирования сборных железобетонных изделий | |||
| - Новое в технологии формования бетонных и железобетонных изделий | |||
| М.: | |||
| МДНТП им.Ф.Э.Дзержинского, 1977, 94-95 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
