ч
ХЧЧЧЧЧЧ С Сч
ВидА
/. /J 3
4
СО
СП
4
05
N)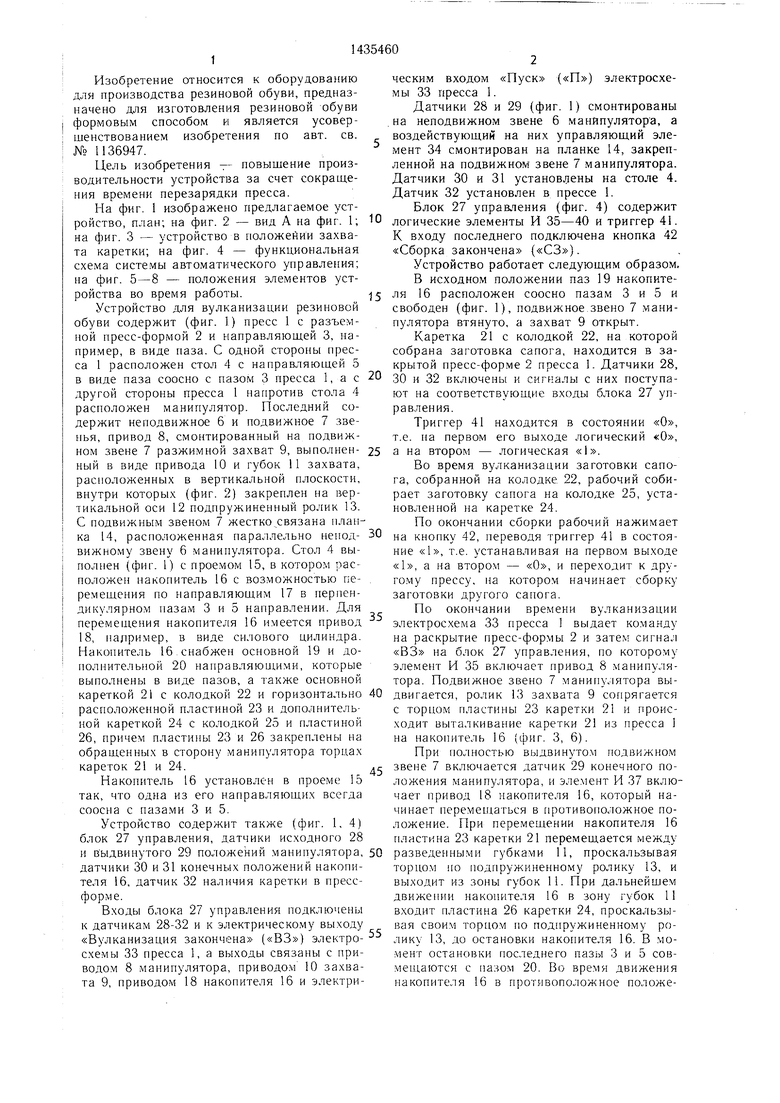

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Устройство для вулканизации резиновой обуви | 1986 |
|
SU1386480A2 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| Устройство для изготовления резиновой обуви | 1986 |
|
SU1360998A1 |
| Адресующее устройство для полуавтоматической линии изготовления обуви | 1984 |
|
SU1326223A1 |
| Пресс для вулканизации резиновой обуви | 1983 |
|
SU1143604A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Линия для формования подошв на голенища обуви | 1985 |
|
SU1512472A3 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |

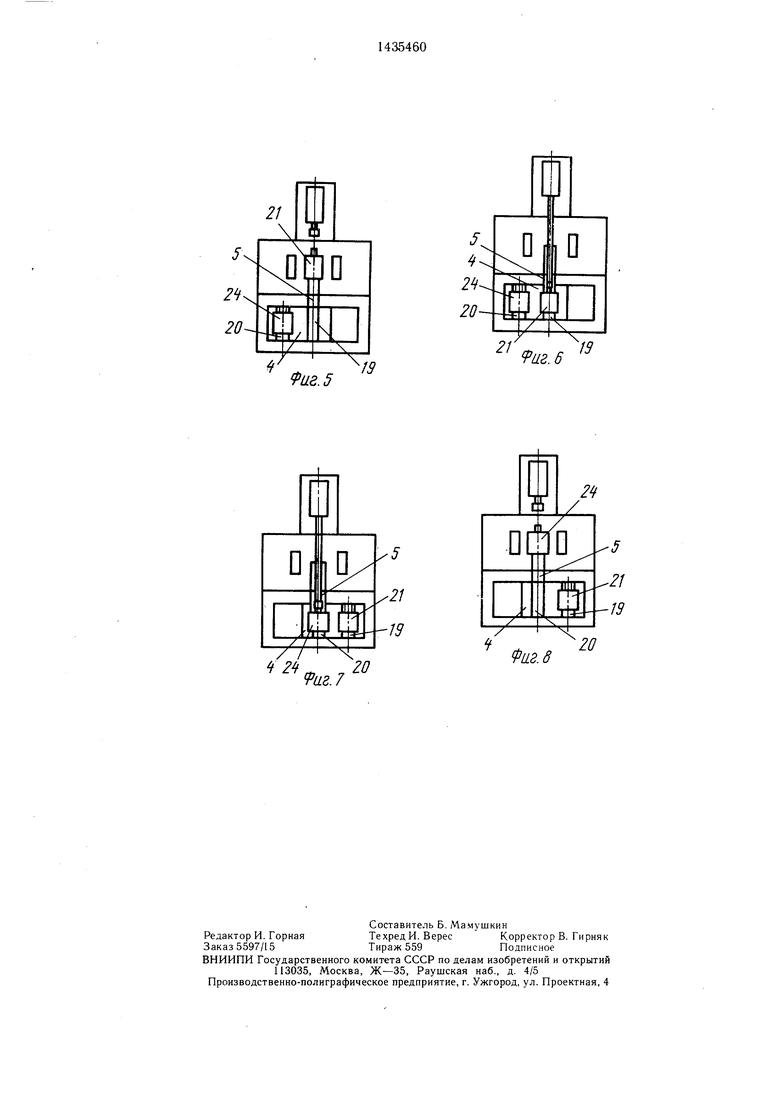
Изобретение относится к оборудованию для производства резиновой обуви, предназначено для изготовления резиновой обуви формовым способом. Цель изобретения - повышение производительности устройства. Для этого каретки 21 и 24 снабжены расположенными в горизонтальной плоскости и закрепленными на обращенных в сторону манипулятора торцах кареток пластинами 23 и 26. Захват 9 манипулятора снабжен закрепленным на вертикальной оси 12 подпружиненным роликом 13. Ролик 13 установлен между губками 11 захват-а, расположенными в вертикальной плоскости. После вулканизации и раскрытия пресс-формы 2 выдвигается подвижное звено 7 манипулятора. Ролик 13 захвата 9 сопрагается с торцом пластины 23 и происходит выталкивание каретки 21 из пресса 1 на накопитель 16. После этого накопитель 16 начинает перемешаться в противоположное положение. При этом пластина 23 перемещается между разведенными губками 11. При дальнейшем движении накопителя в зону губок 11 входит пластина 26 каретки 24. Губки 1 1 сходятся и захватывают пластину 26. Затем подвижное звено 7 манипулятора начинает втягиваться. Каретка 24 перемещается в пресс- форму 2. ГубкИ:11 разводятся, пресс-форма 2 закрывается. Устройство позволяет повысить производительность за счет сокращения времени перезарядки пресса. 8 ил. & (Л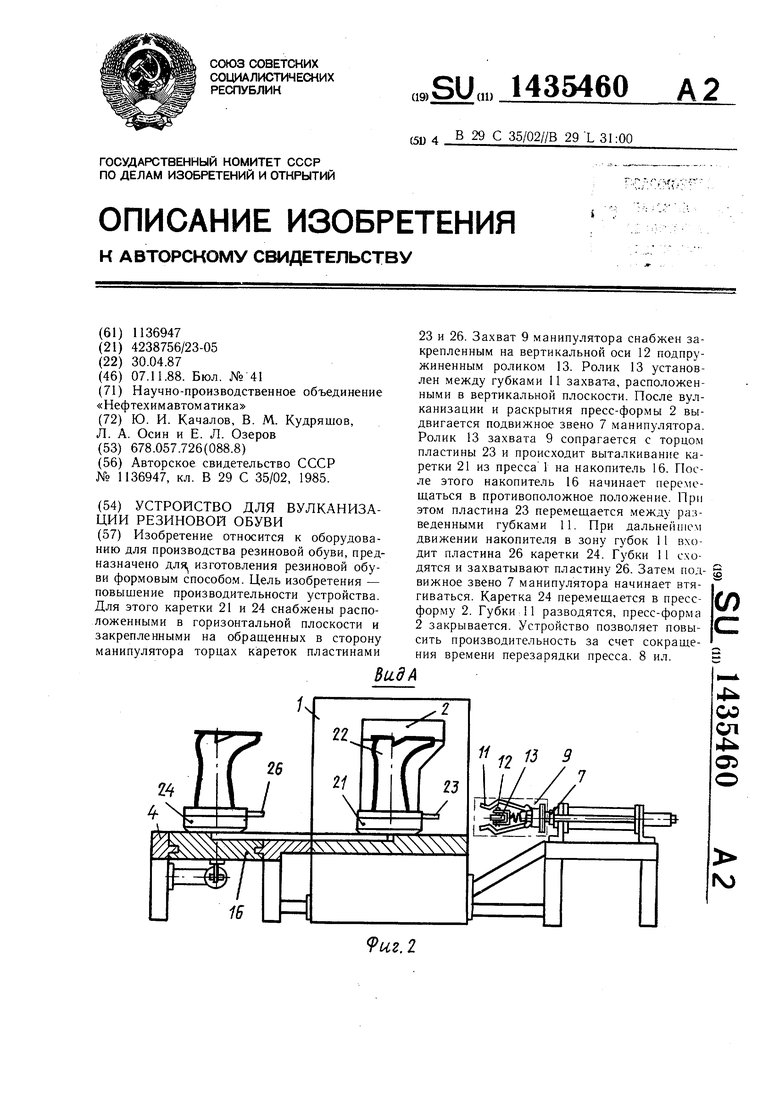
9иг.2
15
20
Изобретение относится к оборудованию для производства резиновой обуви, предназначено для изготовления резиновой обуви формовым способом и является усовершенствованием изобретения но авт. св. № 1136947.
Цель изобретения -- повышение производительности устройства за счет сокращения времени перезарядки пресса.
На фиг. 1 изображено предлагаемое устройство, план; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство в положении захвата каретки; на фиг. 4 - функциональная схема системы автоматического управления; на фиг. 5-8 - положения элементов устройства во время работы.
Устройство для вулканизации резиновой обуви содержит (фиг. 1) пресс 1 с разъемной пресс-формой 2 и направляющей 3, например, в виде паза. С одной стороны пресса 1 расположен стол 4 с направляющей 5 в виде паза соосно с пазом 3 пресса 1, а с другой стороны пресса 1 напротив стола 4 расположен манипулятор. Последний содержит неподвижное 6 и подвижное 7 звенья, привод 8, смонтированный на подвижном звене 7 разжимной захват 9, выполнен- 25 ный в виде привода 10 и губок 11 захвата, расположенных в вертикальной плоскости, внутри которых (фиг. 2) закреплен на вертикальной оси 12 подпружиненный ролик 13. С подвижным звеном 7 жестко .связана план ка 14, расположенная параллельно неподвижному звену 6 манипулятора. Стол 4 выполнен (фиг. 1) с проемом 15, в котором рас- положеп накопитель 16 с возможностью перемещения по направляющим 17 в перпендикулярном пазам 3 и 5 направлении. Для перемеп1ения накопителя 16 имеется привод 18, палример, в виде силового цилиндра. Накопитель 16. снабжен основной 19 и дополнительной 20 направляющими, которые выполнены в виде пазов, а также основной кареткой 2 с колодкой 22 и горизонтально 40 расположенной пластиной 23 и дополнительной кареткой 24 с колодкой 25 и пластиной 26, причем пластины 23 и 26 закреплены на обращенных в сторону манипулятора торцах кареток 21 и 24.
Накопитель 16 установлен в проеме 15 так, что одна из его направляющих всегда соосна с пазами 3 и 5.
Устройство содержит также (фиг. 1, 4) блок 27 управления, датчики исходного 28
30
35
45
«Пуск
(«П) электросхеческим входом мы 33 пресса 1
Датчики 28 и 29 (фиг. 1) смонтированы .на неподвижном звене 6 манипулятора, а воздействующий на них управляющий элемент 34 смонтирован на планке 14, закрепленной на подвижном звене 7 манипулятора. Датчики 30 и 31 установлены на столе 4. Датчик 32 установлен в прессе 1.
Блок 27 упраатения (фиг. 4) содержит 10 логические элементы И 35-40 и триггер 41. К входу последнего подключена кнопка 42 «Сборка закончена («СЗ).
Устройство работает следующим образом
В исходном положении паз 19 накопителя 16 расположен соосно пазам 3 и 5 и свободен (фиг. 1), подвижное.звено 7 манипулятора втянуто, а захват 9 открыт.
Каретка 21 с колодкой 22, на которой собрана заготовка сапога, находится в закрытой пресс-форме 2 пресса 1. Датчики 28, 30 и 32 включены и сигп алы с них поступают на соответствующие входы блока 27 управления.
Триггер 41 находится в состоянии «О, т.е. на первом его выходе логический «О, а на втором - логическая «1.
Во время вулканизации заготовки сапога, собранной на колодке 22, рабочий собирает заготовку сапога на колодке 25, установленной на каретке 24.
По окончании сборки рабочий нажимает на кнопку 42, переводя триггер 41 в состояние «1, т.е. устанавливая на перво.м выходе «1, а на втором - «О, и переходит к другому прессу, на котором начинает сборку заготовки другого сапога.
По окончании времени вулканизации электрос.хема 33 пресса 1 выдает команду на раскрытие пресс-формы 2 и затем сигнал «ВЗ на блок 27 управления, по которому элемент И 35 включает привод 8 манипулятора. Подвижное звено 7 манипулятора выдвигается, ролик 13 захвата 9 сопрягается с торцом пластины 23 каретки 21 и происходит выталкивание каретки 21 из пресса 1 на накопитель 16 (фиг. 3, 6).
При полностью выдвинутом подвижном звене 7 включается датчик 29 конечного положения манипулятора, и элемент И 37 вклю чает привод 18 накопителя 16, который начинает переменхаться в противопо. южное положение. При перемещении накопителя 16 пластина 23 каретки 21 перемещается между
и выдвинутого 29 положений манипулятора, 50 разведенными губками 11, проскальзывая датчики 30 и 31 конечных положений накопителя 16, датчик 32 наличия каретки в пресс- форме.
Входы блока 27 управления подключены к датчикам 28-32 и к электрическому выходу «Вулканизация закончена («ВЗ) электросхемы 33 пресса 1, а выходы связаны с приводом 8 манипулятора, приводом 10 захвата 9, приводом 18 накопителя 16 и электри55
торцом по подпружиненному ролику 13, и выходит из зоны губок 11. При дальнейщем движении накопителя 16 в зону губок 11 входит пластина 26 каретки 24, проскальзывая своим торцом по подпружиненному ролику 13, до остановки накопителя 16. В момент остановки последнего пазы 3 и 5 совмещаются с пазом 20. Во время движения накопителя 16 в противопо. южное положе
15
20
2540
30
35
45
2
«Пуск
(«П) электросхеческим входом мы 33 пресса 1
Датчики 28 и 29 (фиг. 1) смонтированы .на неподвижном звене 6 манипулятора, а воздействующий на них управляющий элемент 34 смонтирован на планке 14, закрепленной на подвижном звене 7 манипулятора. Датчики 30 и 31 установлены на столе 4. Датчик 32 установлен в прессе 1.
Блок 27 упраатения (фиг. 4) содержит 10 логические элементы И 35-40 и триггер 41. К входу последнего подключена кнопка 42 «Сборка закончена («СЗ).
Устройство работает следующим образом.
В исходном положении паз 19 накопителя 16 расположен соосно пазам 3 и 5 и свободен (фиг. 1), подвижное.звено 7 манипулятора втянуто, а захват 9 открыт.
Каретка 21 с колодкой 22, на которой собрана заготовка сапога, находится в закрытой пресс-форме 2 пресса 1. Датчики 28, 30 и 32 включены и сигп алы с них поступают на соответствующие входы блока 27 управления.
Триггер 41 находится в состоянии «О, т.е. на первом его выходе логический «О, а на втором - логическая «1.
Во время вулканизации заготовки сапога, собранной на колодке 22, рабочий собирает заготовку сапога на колодке 25, установленной на каретке 24.
По окончании сборки рабочий нажимает на кнопку 42, переводя триггер 41 в состояние «1, т.е. устанавливая на перво.м выходе «1, а на втором - «О, и переходит к другому прессу, на котором начинает сборку заготовки другого сапога.
По окончании времени вулканизации электрос.хема 33 пресса 1 выдает команду на раскрытие пресс-формы 2 и затем сигнал «ВЗ на блок 27 управления, по которому элемент И 35 включает привод 8 манипулятора. Подвижное звено 7 манипулятора выдвигается, ролик 13 захвата 9 сопрягается с торцом пластины 23 каретки 21 и происходит выталкивание каретки 21 из пресса 1 на накопитель 16 (фиг. 3, 6).
При полностью выдвинутом подвижном звене 7 включается датчик 29 конечного положения манипулятора, и элемент И 37 включает привод 18 накопителя 16, который начинает переменхаться в противопо. южное положение. При перемещении накопителя 16 пластина 23 каретки 21 перемещается между
50 разведенными губками 11, проскальзывая
разведенными губками 11, проскальзывая
торцом по подпружиненному ролику 13, и выходит из зоны губок 11. При дальнейщем движении накопителя 16 в зону губок 11 входит пластина 26 каретки 24, проскальзывая своим торцом по подпружиненному ролику 13, до остановки накопителя 16. В момент остановки последнего пазы 3 и 5 совмещаются с пазом 20. Во время движения накопителя 16 в противопо. южное положение датчики 30 и 31 разомкнуты. Одновременное отсутствие сигналов этих датчиков переключает триггер 41 в состояние «О. По завершении движения накопителя включается датчик 31 и по его сигналу элемент И 39 5 включает привод 10 захвата 9 и привод 8 манипулятора. Губки 11 сходятся в вертикальной плоскости и захватывают пластину 26 каретки 24. Одновременно с этим подвижное звено 7 манипулятора начинает втяги- Q ния врем ени перезарядки пресса, ваться, перемешая каретку,24 в пресс-форму 2, где каретка 24 включает датчик 32, по сигналу которого включается реверс привода 10, разводящего губки 11 захвата 9. Каретка 24 остается в пресс-форме 2, а звено 7 манипулятора продолжает втягиваться. 15 , целью повышения производитель- Управляющий элемент 34 взаимодействует ности устройства, каждая каретка снабжена с датчиком 28, по сигналу которого элемент И 40 выдает команду «П на вход электросхемы 33 пресса 1.
Пресс-форма 2 закрывается, и происхо- 20 пулятора снабжен упором, выполненным в дит вулканизация второго сапога.виде закрепленного на вертикальной оси под
В этом время рабочий снимает первый са- пружиненного ролика, установленного меж- пог с колодки 22, собирает на ней заготовку ду губками захвата, причем последние рас- другого сапога и нажимает на кнопку 42. поло жены в вертикальной плоскости.
Цикл повторяется.
В нечетных циклах элемент И 37 по сигналу датчика 30 включает привод 18 накопителя 16 в прямом направлении, в четных циклах элемент И 36 по сигналу датчика 31 включает привод 18 в противоположном направлении.
Предлагаемое устройство позволя.ет повысить производительность за счет сокращеФормула изобретения
Устройство для вулканизации резиновой обуви по автсв. № 1136947, отличающееся
пластиной, расположенной в горизонтальной плоскости и закрепленной на обращенном в сторону манипулятора торце, а захват мани2S 132 21 2235 233271 gW 7 29 S If j« 2 8
rtt-r
ния врем ени перезарядки пресса, , целью повышения производитель- ности устройства, каждая каретка снабжена
Цикл повторяется.
В нечетных циклах элемент И 37 по сигналу датчика 30 включает привод 18 накопителя 16 в прямом направлении, в четных циклах элемент И 36 по сигналу датчика 31 включает привод 18 в противоположном направлении.
Предлагаемое устройство позволя.ет повысить производительность за счет сокраще ния врем ени перезарядки пресса, , целью повышения производитель- ности устройства, каждая каретка снабжена
Формула изобретения
Устройство для вулканизации резиновой обуви по автсв. № 1136947, отличающееся
ния врем ени перезарядки пресса, , целью повышения производитель- ности устройства, каждая каретка снабжена
пулятора снабжен упором, выполненным в виде закрепленного на вертикальной оси под
пластиной, расположенной в горизонтальной плоскости и закрепленной на обращенном в сторону манипулятора торце, а захват мани 7 29 S If j« 2 8
rtt-r -п
.
Фиг. 7
27
„C3
ffl
9иг.
У5
55
iO
-
39
,л
33
63
20
аг.5
2 , 20 аг.7
te.A
2
19
-W
/
Фтг.б
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Солесос | 1922 |
|
SU29A1 |
