Изобретение относится к оборудованию для производства резиновой обуви и предназначено для производства резиновой обу- ви формовым способом.
Целью изобретения является повышение производительности устройства при снижении его энергоемкости.
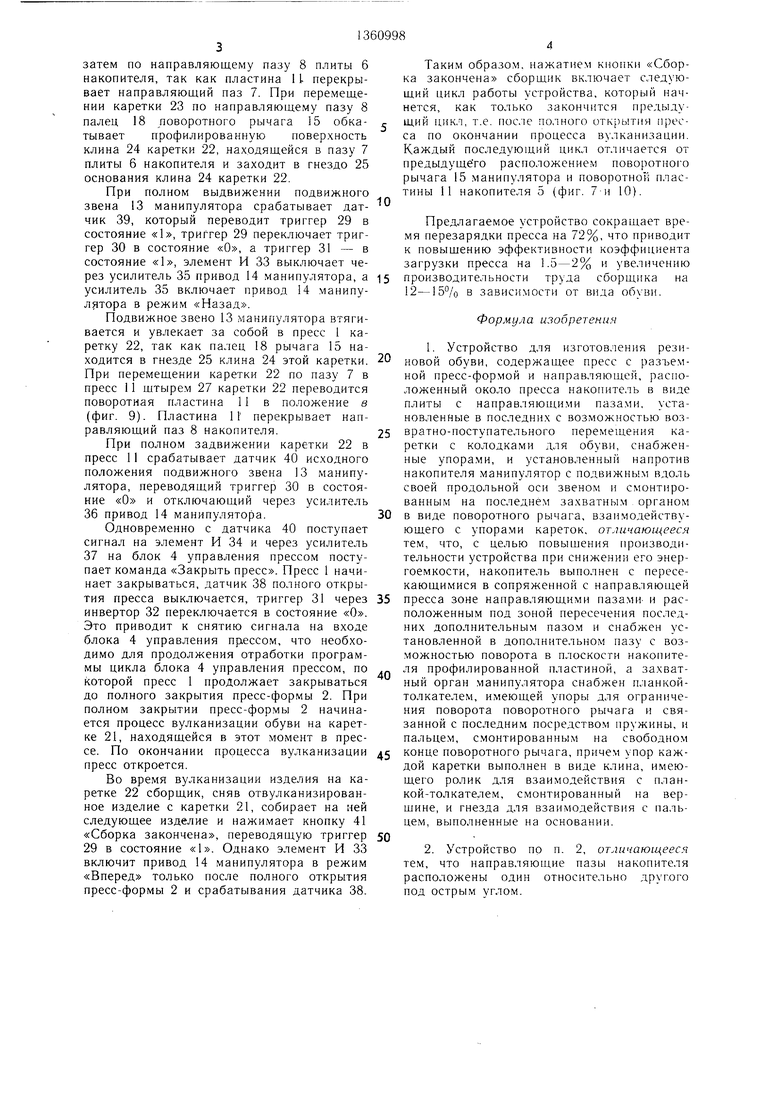
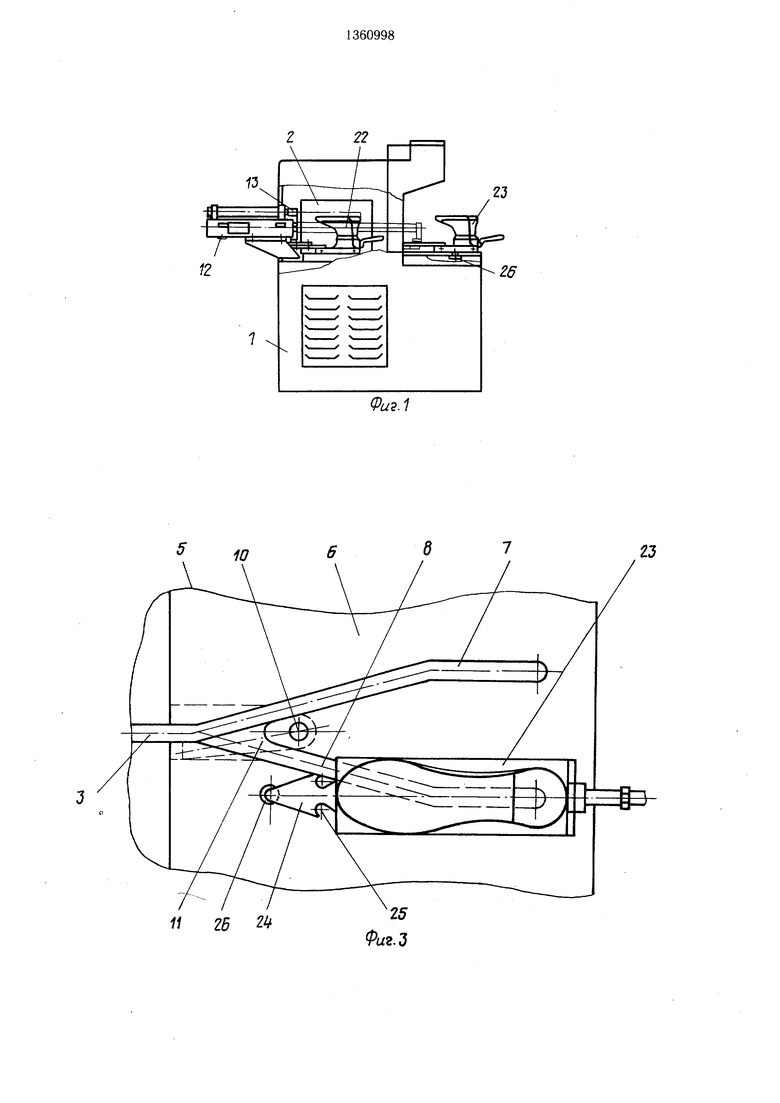
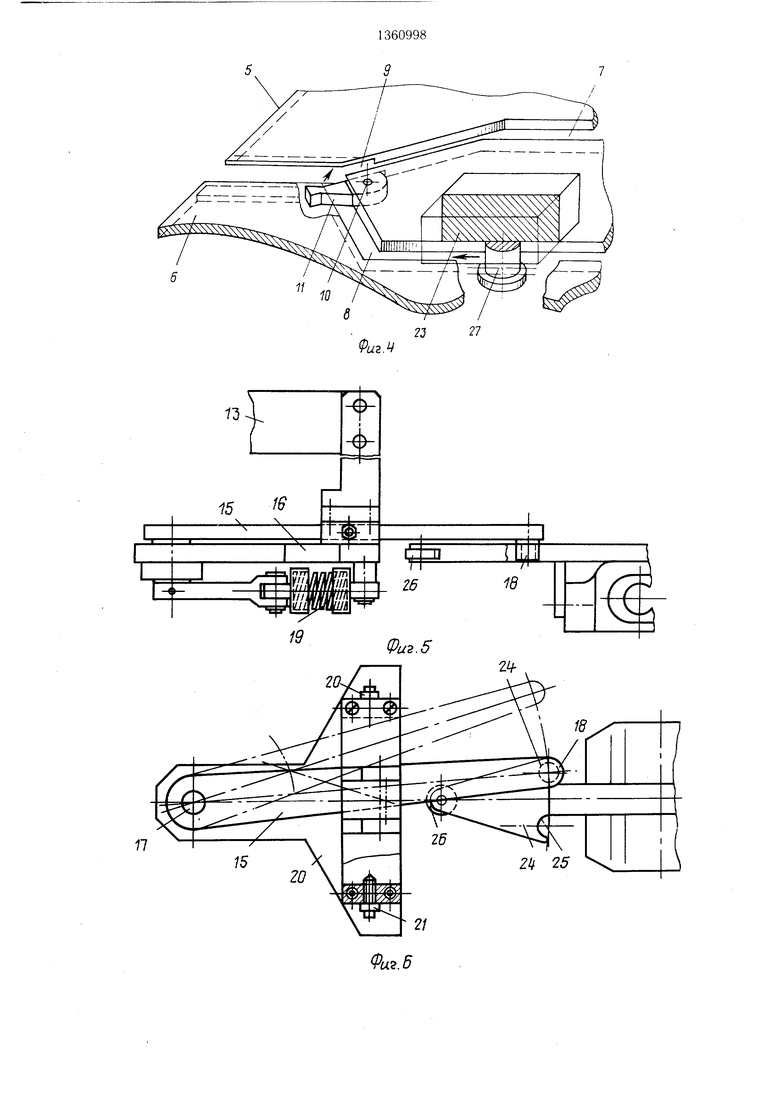
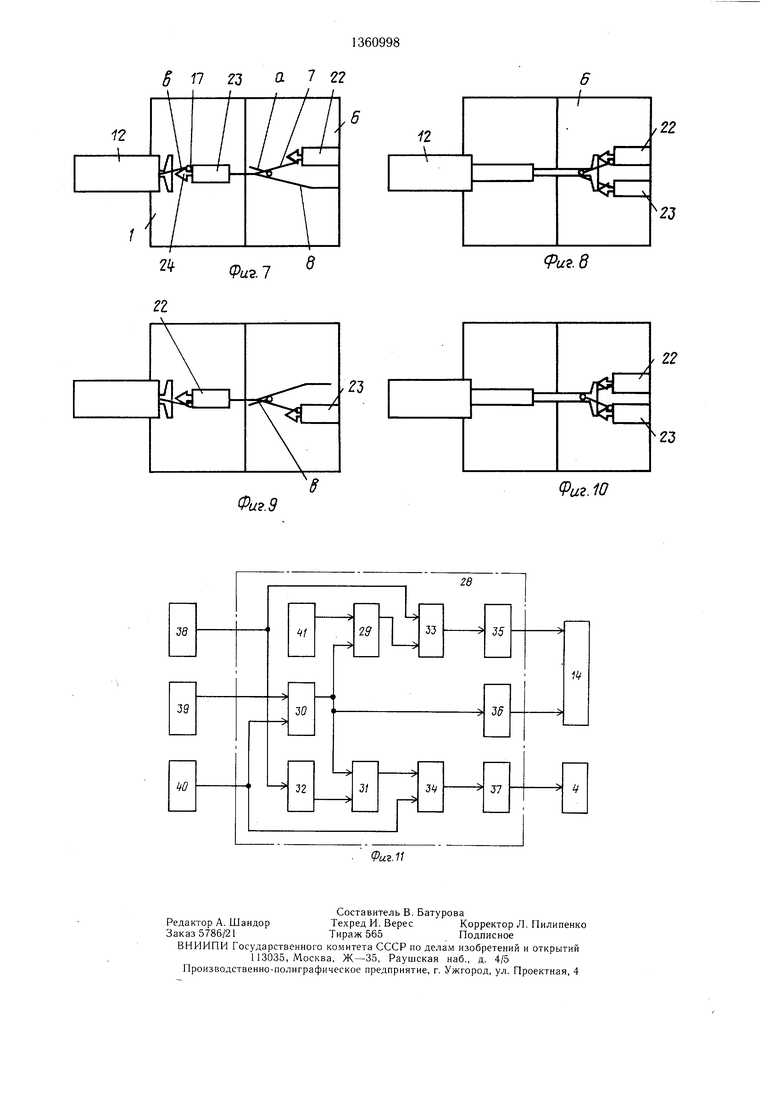
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - накопитель с установленной на нем кареткой, вид в плане; на фиг. 4 - то же, вид сбоку; на фиг. 5 - захватный орган манипулятора при взаимодействии с упором каретки; на фиг. 6 - то же, в плане; на фиг. 7-10 - схема положения элементов манипулятора и накопителя в процессе работы устройства; на фиг. 11 - функциональная схема блока управления устройством. Устройство для изготовления резиновой обуви содержит пресс 1 с разъемной пресс- формой 2, направляющей 3 и блоком 4 управления.
Около пресса 1 расположен накопитель 5, выполненный в виде ПЛИТЬЕ 6 с направляющими пазами 7 и 8, расположенными с образованием между ними острого угла и сопряженными в зоне их пересечения с направляющей 3 пресса 1. Под зоной пересечения направляющих пазов 7 и 8 в плите 6 выполнен дополнительный паз 9 (фиг. 3 и 4), в котором установлена с возможностью поворота в плоскости плиты 6 относительно оси 10 профилированная пластина 11, имеющая возможность занимать положения а и б (фиг. 7 и 9).
Напротив накопителя 5 за прессом 1 установлен манипулятор 12 (фиг. 1) с подвижным вдоль своей продольной оси звеном 13. Движение подвижного звена 13 осуществляется от привода 14 (фиг. 2). Захватный орган манипулятора 12 установлен на подвижном звене 13 и содержит двухзвен- ный поворотный рычаг 15, смонтированный на планке-толкателе 16 посредством оси 17. Планка-толкатель 16 жестко закреплена на подвижном звене 13 манипулятора. На свободном конце одного звена поворотного рычага установлен палец 18, а свободный конец второго звена рычага 15 пружиной 19 связан с планкой-толкателем 16. Под действием пружины 19 поворотный рычаг 15 стремится занять одно из своих крайних положений, ближе к которому он находится. На планке-толкателе 16 смонтированы упоры 20 и 21 для ограничения поворота рычага 15.
Для сборки вулканизуемой обуви пресс 1 укомплектован каретками 22 и 23 с колодками для обуви. Каретки 22 и 23 установлены с возможностью возвратно-поступатель10
в виде клина 24 (фиг. 3 и 6), имеющего гнезда 25 для взаимодействия с пальцем 18 поворотного рычага 15, выполненные на основании, и ролик 26 для взаимодействия с планкой-толкателем 16, смонтированный на верщине. Для фиксации в направляющей 3 пресса и направляющих пазах 7 и 8 накопителя каретки 22 и 23 оснащены щтырями 27, которые предназначены также для перевода поворотной пластины 11 из положения а в положение в или наоборот для перемещения кареток в пресс 1. В устройстве имеется блок 28 управления (фиг. 2 и 11), который содержит триггеры 29-31, инвертор 32, элементы И 33 и 34 и усилители 35-37 мощности, выполненные, например, на релейных элементах. С входами, блока 28 управления связаны датчик 38 полного открытия пресса, установленный на прессе 1, датчик 39 выдвинутого положения подвижного звена 13 манипу- 20 лятора 12 и датчик 40 исходного положения подвижного звена 13 манипулятора 12. Все датчики работают в ключевом режиме. В качестве датчиков применены бесконтактные датчики БТП, при этом управляющий элемент датчика 38 жестко связан с пресс-формой 2, а управляющие элементы датчиков 39 и 40 жестко связаны с подвижным звеном 13 манипулятора.
15
25
30
35
40
Выходы блока 28 управления связаны с блоком 4 управления прессом и приводом 14 манипулятора. В состав блока 28 управления входит также кнопка 41 «Сборка окончена, соединенная с триггером 29.
Устройство работает следующим образом.
Перед началом работы каретка 22 находится в направляющем пазу 7 плиты 6, каретка 23 - в пресс-форме 2 пресса 1, палец 18 поворотного рычага 15 - в гнезде 25 клина 24 каретки 23, поворотная пластина 11 - в положении а, манипулятор 12 - в исходном положении (подвижное звено 13 его втянуто), пресс- форма 2 пресса 1 полностью открыта (фиг. 7). При включении устройства триггеры 29- 31 устанавливаются в состояние «О, а с датчиков 38 и 40 поступают в блок 28 управления соответствующие сигналы.
Сборщиком собирается изделие - обувь на колодке каретки 22 - и нажимается кнопка 41 «Сборка окончена, при этом триггер 29 переходит в состояние «1 и элемент И 33 включает через усилитель 35 50 привод 14 манипулятора 12 в режим «Вперед.
Подвижное звено 13 манипулятора начинает выдвигаться, палец 18 поворотного рычага 15 выводится из гнезда 25 клина 24 каретки 23 и под действием пружины 19
45
ного перемещения по направляющей 3 пресса
1 и направляющим пазам 7 и 8 накопителя 55 рычаг 15 занимает крайнее положение в
5 с помощью манипулятора 12.(фиг. 8). Планка-толкатель 16 упирается в
Для взаимодействия с захватным органом манипулятора каждая каретка имеет упор
ролик 26 клина 24 каретки 23 и перемещает последнюю по направляющей 3 из пресса 1,
0
в виде клина 24 (фиг. 3 и 6), имеющего гнезда 25 для взаимодействия с пальцем 18 поворотного рычага 15, выполненные на основании, и ролик 26 для взаимодействия с планкой-толкателем 16, смонтированный на верщине. Для фиксации в направляющей 3 пресса и направляющих пазах 7 и 8 накопителя каретки 22 и 23 оснащены щтырями 27, которые предназначены также для перевода поворотной пластины 11 из положения а в положение в или наоборот для перемещения кареток в пресс 1. В устройстве имеется блок 28 управления (фиг. 2 и 11), который содержит триггеры 29-31, инвертор 32, элементы И 33 и 34 и усилители 35-37 мощности, выполненные, например, на релейных элементах. С входами, блока 28 управления связаны датчик 38 полного открытия пресса, установленный на прессе 1, датчик 39 выдвинутого положения подвижного звена 13 манипу- 0 лятора 12 и датчик 40 исходного положения подвижного звена 13 манипулятора 12. Все датчики работают в ключевом режиме. В качестве датчиков применены бесконтактные датчики БТП, при этом управляющий элемент датчика 38 жестко связан с пресс-формой 2, а управляющие элементы датчиков 39 и 40 жестко связаны с подвижным звеном 13 манипулятора.
5
5
0
5
0
Выходы блока 28 управления связаны с блоком 4 управления прессом и приводом 14 манипулятора. В состав блока 28 управления входит также кнопка 41 «Сборка окончена, соединенная с триггером 29.
Устройство работает следующим образом.
Перед началом работы каретка 22 находится в направляющем пазу 7 плиты 6, каретка 23 - в пресс-форме 2 пресса 1, палец 18 поворотного рычага 15 - в гнезде 25 клина 24 каретки 23, поворотная пластина 11 - в положении а, манипулятор 12 - в исходном положении (подвижное звено 13 его втянуто), пресс- форма 2 пресса 1 полностью открыта (фиг. 7). При включении устройства триггеры 29- 31 устанавливаются в состояние «О, а с датчиков 38 и 40 поступают в блок 28 управления соответствующие сигналы.
Сборщиком собирается изделие - обувь на колодке каретки 22 - и нажимается кнопка 41 «Сборка окончена, при этом триггер 29 переходит в состояние «1 и элемент И 33 включает через усилитель 35 0 привод 14 манипулятора 12 в режим «Вперед.
Подвижное звено 13 манипулятора начинает выдвигаться, палец 18 поворотного рычага 15 выводится из гнезда 25 клина 24 каретки 23 и под действием пружины 19
5
5 рычаг 15 занимает крайнее положение в
(фиг. 8). Планка-толкатель 16 упирается в
ролик 26 клина 24 каретки 23 и перемещает последнюю по направляющей 3 из пресса 1,
затем по направляющему пазу 8 плиты 6 накопителя, так как пластина 1I перекрывает направляющий паз 7. При перемещении каретки 23 по направляющему пазу 8 палец 18 поворотного рычага 15 обка- тывает профилированную поверхность клина 24 каретки 22, находящейся в пазу 7 плиты 6 накопителя и заходит в гнездо 25 основания клина 24 каретки 22.
При полном выдвижении подвижного звена 13 манипулятора срабатывает дат- чик 39, который переводит триггер 29 в состояние «1, триггер 29 переключает триггер 30 в состояние «О, а триггер 31 - в состояние «1, элемент И 33 выключает чеПредлагаемое устройство сокращает время перезарядки пресса на 72%, что приводит к повыщению эффективности коэффициента загрузки пресса на 1.5-2% и увеличению
рез усилитель 35 привод 14 манипулятора, а 15 производительности труда сборщика
на
усилитель 35 включает привод 14 манипулятора в режим «Назад.
Подвижное звено 13 манипулятора втягивается и увлекает за собой в пресс 1 каретку 22, так как палец 18 рычага 15 находится в гнезде 25 клина 24 этой каретки. 20 При перемещении каретки 22 по пазу 7 в пресс 11 щтырем 27 каретки 22 переводится поворотная пластина 11 в положение в (фиг. 9). Пластина 11 перекрывает направляющий паз 8 накопителя.25
При полном задвижении каретки 22 в пресс 11 срабатывает датчик 40 исходного положения подвижного звена 13 манипулятора, переводящий триггер 30 в состояние «О и отключающий через усилитель
36привод 14 манипулятора.30 Одновременно с датчика 40 поступает
сигнал на элемент И 34 и через усилитель
37на блок 4 управления прессом поступает команда «Закрыть пресс. Пресс 1 начинает закрываться, датчик 38 полного откры12-15 /о в зависимости от вида обуви. Формула изобретения
I. Устройство для изготовления резиновой обуви, содержащее пресс с разъемной пресс-формой и направляющей, расположенный около пресса накопитель в виде плиты с направляющими пазами, установленные в последних с возможностью возвратно-поступательного перемещения каретки с ко„1одками для обуви, снабженные упорами, и установленный напротив накопителя манипулятор с подвижным вдоль своей продольной оси звеном и смонтированным на последнем захватным органом в виде поворотного рычага, взаимодействующего с упорами кареток, отличающееся тем, что, с целью повышения производительности устройства при снижении его энергоемкости, накопитель выполнен с пересекающимися в сопряженной с направляющей
тия пресса выключается, триггер 31 через 35 пресса зоне направляющими пазами- и расинвертор 32 переключается в состояние «О. Это приводит к снятию сигнала на входе блока 4 управления прессом, что необходимо для продолжения отработки программы цикла блока 4 управления прессом, по которой пресс 1 продолжает закрываться до полного закрытия пресс-формы 2. При полном закрытии пресс-формы 2 начинается процесс вулканизации обуви на каретке 21, находящейся в этот момент в прессе. По окончании процесса вулканизации дд пресс откроется.
Во время вулканизации изделия на каретке 22 сборщик, сняв отвулканизирован- ное изделие с каретки 21, собирает на ней следующее изделие и нажимает кнопку 41 «Сборка закончена, переводящую триггер 50 29 в состояние «1. Однако элемент И 33 включит привод 14 манипулятора в режим «Вперед только после полного открытия пресс-формы 2 и срабатывания датчика 38.
положенным под зоной пересечения последних дополнительным пазом и снабжен установленной в дополнительном пазу с возможностью поворота в плоскости накопителя профилированной пластиной, а захватный орган .манипулятора снабжен п;1анкой- толкате,лем, имеющей упоры для ограничения поворота поворотного рычага и связанной с последним посредством пружины, и пальцем, смонтированным на свободном конце поворотного рычага, причем упор каждой каретки выполнен в виде клина, имеющего ролик для взаимодействия с планкой-толкателем, смонтированный на вершине, и гнезда д,1я взаимодействия с пальцем, выполненные на основании.
2. Устройство по п. 2, отличающееся тем, что направляющие пазы накопителя расположены один относительно другого под острым углом.
Таким образом, нажатием кнопки «Сборка закончена сборщик включает следующий цикл работы устройства, который начнется, как только закончится предыдущий цикл, т.е. после полного отк рытня пресса по окончании процесса вулканизации. Каждый последующий цикл отличается от предыдуще го расположение.м поворотно1 о рычага 15 манипулятора и поворотной пластины 11 накопителя 5 (фиг. 7 и 10).
Предлагаемое устройство сокращает время перезарядки пресса на 72%, что приводит к повыщению эффективности коэффициента загрузки пресса на 1.5-2% и увеличению
производительности труда сборщика
на
12-15 /о в зависимости от вида обуви. Формула изобретения
I. Устройство для изготовления резиновой обуви, содержащее пресс с разъемной пресс-формой и направляющей, расположенный около пресса накопитель в виде плиты с направляющими пазами, установленные в последних с возможностью возвратно-поступательного перемещения каретки с ко„1одками для обуви, снабженные упорами, и установленный напротив накопителя манипулятор с подвижным вдоль своей продольной оси звеном и смонтированным на последнем захватным органом в виде поворотного рычага, взаимодействующего с упорами кареток, отличающееся тем, что, с целью повышения производительности устройства при снижении его энергоемкости, накопитель выполнен с пересекающимися в сопряженной с направляющей
положенным под зоной пересечения последних дополнительным пазом и снабжен установленной в дополнительном пазу с возможностью поворота в плоскости накопителя профилированной пластиной, а захватный орган .манипулятора снабжен п;1анкой- толкате,лем, имеющей упоры для ограничения поворота поворотного рычага и связанной с последним посредством пружины, и пальцем, смонтированным на свободном конце поворотного рычага, причем упор каждой каретки выполнен в виде клина, имеющего ролик для взаимодействия с планкой-толкателем, смонтированный на вершине, и гнезда д,1я взаимодействия с пальцем, выполненные на основании.
2. Устройство по п. 2, отличающееся тем, что направляющие пазы накопителя расположены один относительно другого под острым углом.
f3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации резиновой обуви | 1987 |
|
SU1435460A2 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Устройство для вулканизации резиновой обуви | 1986 |
|
SU1386480A2 |
| Адресующее устройство для полуавтоматической линии изготовления обуви | 1984 |
|
SU1326223A1 |
| Устройство для подачи ящиков с откидными крышками и их закрывания | 1985 |
|
SU1333612A1 |
| Трелевочная каретка подвесной канатной дороги | 1987 |
|
SU1418130A1 |
| Манипулятор | 1985 |
|
SU1315295A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
Изобретение относится к производству резиновой обуви и предназначено для производства резиновой обуви формовым способом. Цель изобретения - повышение производительности устройства при снижении его энергое.мкости. Для этого накопитель о выполнен с пересекающимися в сопряженной с направляющей 3 пресса 1 зоне направляющими пазами 7 и 8 и расположенным под зоной пересечения последни.х дополнительным пазом. В дополнительном пазу установлена с возможностью поворота в плоскости накопителя профилированная пластина 11. Захватный орган манипулятора 12 снабжен планкой-толкателем с упорами для ограничения поворота рычага 15 манипулятора. На свободном конце рычага 15 смонтирован палец. Рычаг 15 связан с планкой-толкателем пружиной. Каждая каретка 22 и 23 снабжена упором для взаимодействия с рычагом 15, выполненным в виде клина. Клин имеет на верщине ролик для взаимодействия с планкой-толкателем, а на основании - гнезда для взаимодействия с пальцем рычага 15. 1 з.п. ф-лы. 11 ил. Ф (Л 7 ОО 05 о со со 00 Фи.2.
11 26 2
ФигМ
.;x yt:tisi..
Фи2.6
S n 23 0. 7 22
Фиг. 9
(Риг. 10
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| Солесос | 1922 |
|
SU29A1 |
