Изобретение относится к технологическому оборудованию автоматизированного производства и может быть использовано для изготовления обуви (например, резиновой) преиьгущест- венно Б вулканизационньк прессах.
Цель изобретения - упрощение конструк 1 1и и повышение надежности.
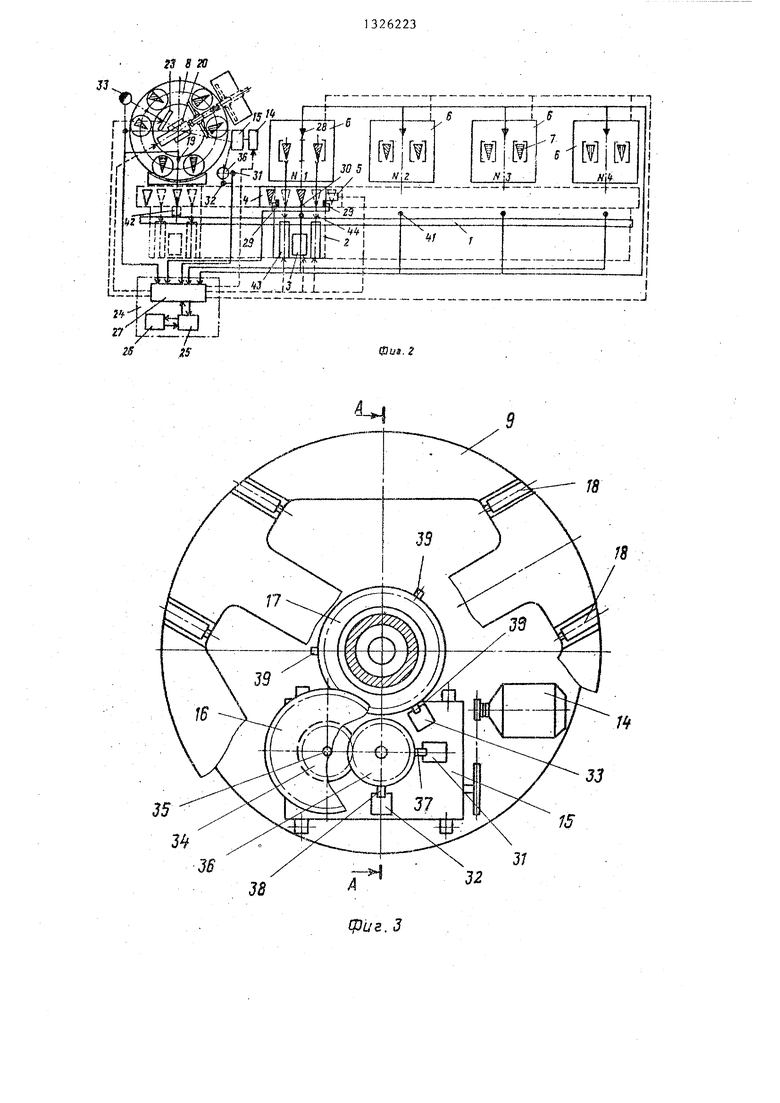
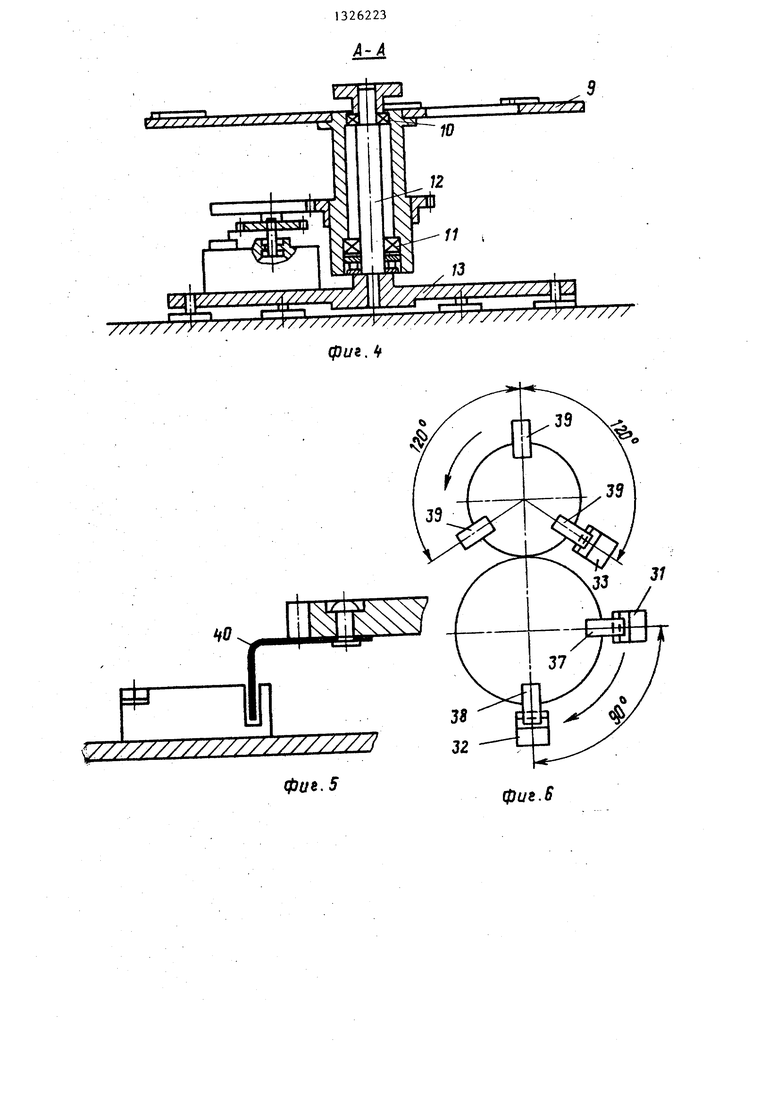
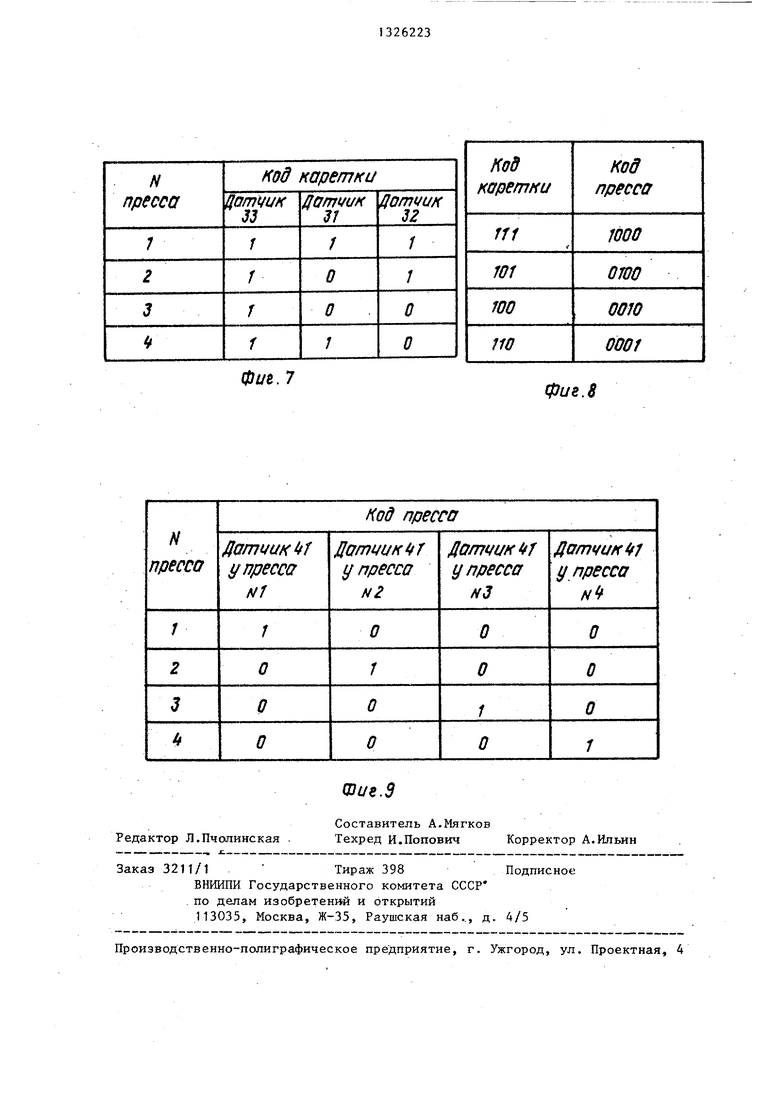
На фиг.1 схематически представлено адресующее устройство в составе полуавтоматической линии; на фиг.2 - схема подключения элементов полуавтоматической ЛИНИИ} на фиг.З - поворотный стол с адресователем, вид в плане; на фиг.4 - разрез А-А на фиг.З; на фиг.З - схема взаимного ра положения датчика и управляющего элемента; на фиг.6 - схема расположения датчиков адресователя; на фиг.7 - таблица соответствия кодов адресователя номеру пресса; на фиг.8 г таблица преобразования кодов; на фиг.9 - таблица кодов прессов.
Адресующее устройство предназначено для работы в составе полуавтоматической линии для изготовления обви, содержащей транспортную систему, состоящую из монорельса 1 и подвижной части, выполненной в виде установленной с возможностью перемещения по монорельсу 1 тележки 2 с приводом 3 и несущей накопитель 4 с приводом 5 для возвратно-поступательного перемещения накопителя 4. Транспортная система служит для транспортрования к прессам 6 расположенных в накопителе 4 кареток 7 с колодками. Каретки 7 служат для закрепления
и транспортирования колодок с собран- до личия кареток в прессах, расположенной обувью к прессам 6 и колодок с отформованной обувью от прессов 6. Для каждого из прессов 6 при работе линии необходимы две пары кареток, которые могут обслуживать только этот пресс.
Накопитель 4 снабжен двумя парами направляющих в виде пазов (не показаны) , расположенных так, что при остановке тележки 2 у одного из прессов б одна пара направляющих накопителя 4 соосна направляющим пресса. Для переноса кареток 7 с тележки 2 транспортной системы на рабочие места
ные в направляющих прессов, датчики 29, расположенные в направляющих тележки 2, и датчики 30, установленные на накопителе 4, Поворотный
45 стол 8 вместе с приводом 14 входит в состав адресующего устройства, включающего также адресователь, вьшол- ненный в виде понижающего редуктора 15 и датчиков 31-33 положения. При
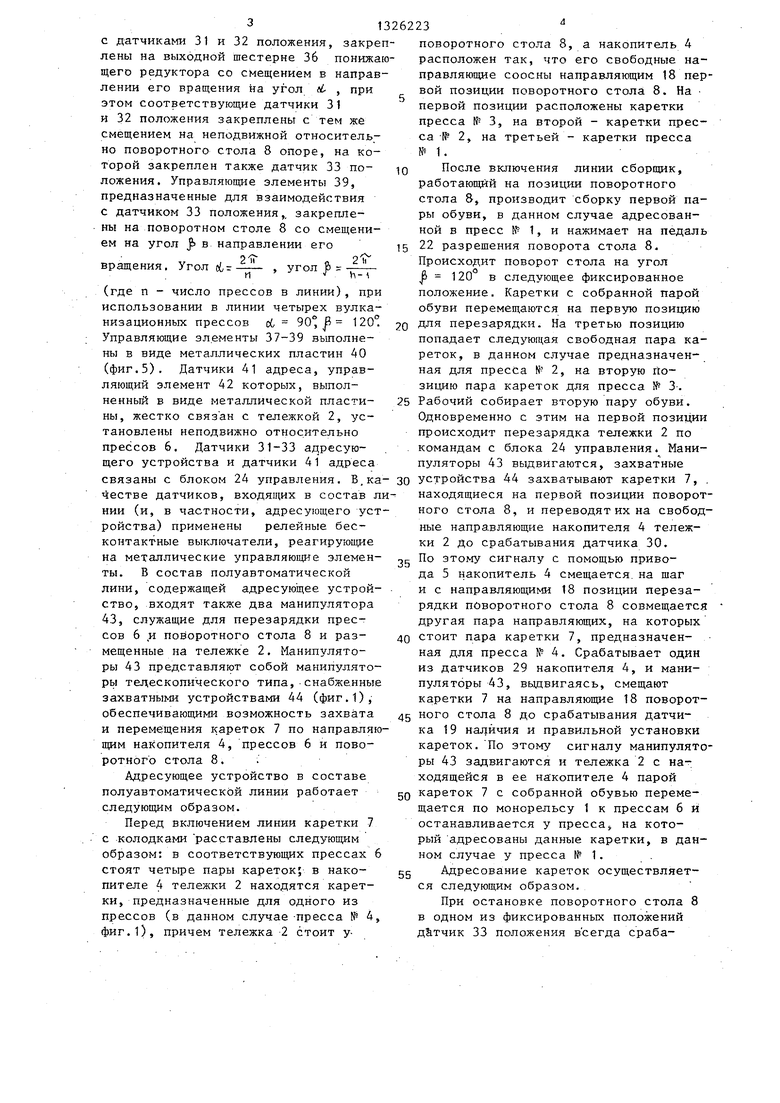
gQ этом привод 14 кинематически связан с понижающим редуктором 15, состоящим из шестеренчатой пары 16,17 для вращения столешницы 9, шестерни 34, установленной на оси 35, и выходной технологических операилй съема и сбор- шестерни 36. Датчики 31 и 32 предназ- ки обуви и обратно, а также для осу- начены для считывания кода, дат- ществления самих этих операций чик 33 дает разрешение на такое счи- служит поворотный стол 8. Поворотный тывание. Управляющие элементы 37 стол 8 представляет собой (фиг.4) сто- и 38 предназначены для взаимодействия
лешницу 9, установленную .в подшипниках 10 и 11 на вертикальном валу 12, закрепленном неподвижно на основании 13, и снабжен приводом 14 и понижающим редуктором 15, кинематически связанным через шестеренчатую пару 16, 17 со столешницей 9 (фи::.3). На столешнице 9 закреплены пары на0 правляющих 18 для размещения и
перемещения по ним кареток 7. Поворотный стол 8 имеет три позиции останова. Первая позиция служит для операции перезарядки (смены пар кареток 7
5 с колодками) и снабжена установленным над поворотным столом датчиком 19 контроля наличия и правильной установки кареток на этой позиции. Вторая позиция служит для осуществления
0 операции автоматического сьема готовых изделий, для чего линия снабжена манипулятором 20 съема. Третья позиция предназначена для операций сборки и снабжена оборудованием 21 для
5 размещения деталей, педалью 22 разрешения поворота стола и информационным табло 23.
Полуавтоматическая линия изготовления обуви, оснащенная предлагае0 мым адресующим устройством, имеет в своем составе блок 24 управления, состоящий из арифметического устройства 25, запоминающего устройства 26 и устройства 27 ввода-вывода.
c Блок 24 может быть выполнен, например, в виде микропроцессорного устройства. С блоком 24 управления связаны датчик 19 наличия и правильной установки кареток, датчики 28 наные в направляющих прессов, датчики 29, расположенные в направляющих тележки 2, и датчики 30, установленные на накопителе 4, Поворотный
45 стол 8 вместе с приводом 14 входит в состав адресующего устройства, включающего также адресователь, вьшол- ненный в виде понижающего редуктора 15 и датчиков 31-33 положения. При
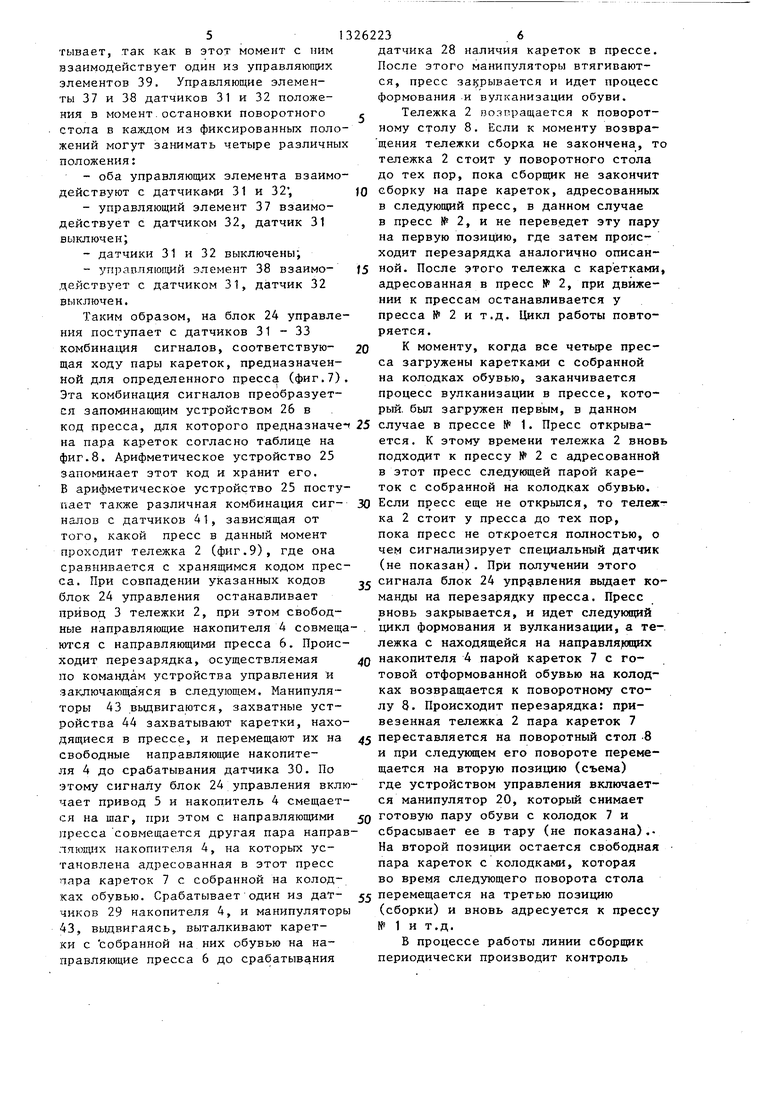
gQ этом привод 14 кинематически связан с понижающим редуктором 15, состоящим из шестеренчатой пары 16,17 для вращения столешницы 9, шестерни 34, усс датчиками 31 и 32 положения, закреплены на выходной шестерне 36 понижающего редуктора со смещением в направлении его вращения на угол d- , при этом соответствующие датчики 31 и 32 положения закреплены с тем же смещением на неподвижной относительно поворотного стола 8 опоре, на которой закреплен также датчик 33 положения. Управляющие элементы 39, предназначенные для взаимодействия с датчиком 33 положения,, закреплены на поворотном столе 8 со смещением на угол в направлении его
вращения, Уголс г-- , угол х
10
21
поворотного стола 8, а накопитель 4 расположен так, что его свободные направляющие соосны направляющим 18 первой позиции поворотного стола 8. На первой позиции расположены каретки пресса № 3, на второй - каретки пресса № 2, на третьей - каретки пресса № 1,
После включения линии сборщик, работающий на позиции поворотного стола 8, производит сборку первой пары обуви, в данном случае адресованной в пресс № 1, и нажимает на педаль 22 разрешения поворота стола 8, Происходит поворот стола на угол 120° в следующее фиксированное положение, Каретки с собранной парой обуви перемещаются на первую позицию для перезарядки. На третью позицию попадает следующая свободная пара кареток, в данном случае предназначенная для пресса № 2, на вторую rto- зицию пара кареток для пресса № 3-. 25 Рабочий собирает вторую пару обуви. Одновременно с этим на первой позиции происходит перезарядка тележки 2 по командам с блока 24 управления. Манипуляторы 43 выдвигаются, захватные
15
20
и -
(где п - число прессов в линии), при использовании в линии четырех вулка- низационных прессов ct 90 120° Управляющие элементы 37-39 выполнены в виде металлических пластин 40 (фиг,5), Датчики 41 адреса, управляющий элемент 42 которых, выполненный в виде металлической пластины, жестко связан с тележкой 2, установлены неподвижно относительно прессов 6, Датчики 31-33 адресующего устройства и датчики 41 адреса связаны с блоком 24 управления. В,ка- ЗО устройства 44 захватывают каретки 7, , естве датчиков, входящих в состав ли- находящиеся на первой позиции поворотнии (и, в частности, адресующего устройства) применены релейные бесконтактные выключатели, реагирующие на металлические управляющие элементы, В состав полуавтоматической лини, содержащей адресующее устрой- ство, входят также два манипулятора 43, служащие для перезарядки прессов 6 и поворотного стола 8 и размещенные на тележке 2, Манипуляторы 43 представляют собой манипуляторы телескопического типа,- снабженные захватными устройствами 44 (фиг,1), обеспечивающими возможность захвата и перемещения кареток 7 по направляющим накопителя 4, прессов 6 и поворотного стола 8,
Адресующее устройство в составе полуавтоматической линии работает следующим образом.
Перед включением линии каретки 7 с колодками расставлены следующим образом: в соответствующих прессах 6 стоят четьфе пары кареток; в накопителе 4 тележки 2 находятся каретки, предназначенные для одного из прессов (в данном случае-пресса № 4, фиг,1), причем тележка 2 стоит упю10
поворотного стола 8, а накопитель 4 расположен так, что его свободные направляющие соосны направляющим 18 первой позиции поворотного стола 8. На первой позиции расположены каретки пресса № 3, на второй - каретки пресса № 2, на третьей - каретки пресса № 1,
После включения линии сборщик, работающий на позиции поворотного стола 8, производит сборку первой пары обуви, в данном случае адресованной в пресс № 1, и нажимает на педаль 22 разрешения поворота стола 8, Происходит поворот стола на угол 120° в следующее фиксированное положение, Каретки с собранной парой обуви перемещаются на первую позицию для перезарядки. На третью позицию попадает следующая свободная пара кареток, в данном случае предназначенная для пресса № 2, на вторую rto- зицию пара кареток для пресса № 3-. 25 Рабочий собирает вторую пару обуви. Одновременно с этим на первой позиции происходит перезарядка тележки 2 по командам с блока 24 управления. Манипуляторы 43 выдвигаются, захватные
15
20
- ЗО устройства 44 захватывают каретки 7, , и- находящиеся на первой позиции поворотого стола 8, и переводят их на свободные направляющие накопителя 4 тележки 2 До срабатывания датчика 30,
По сигналу с помощью привода 5 накопитель 4 смещается, на шаг и с направляющими 18 позиции перезарядки поворотного стола 8 совмещается другая пара направляющих, на которых
стоит пара каретки 7, предназначен- ная для пресса № 4, Срабатывает один из датчиков 29 накопителя 4, и манипуляторы 43, вьщвигаясь, смещают каретки 7 на направляющие 18 поворотного стола 8 до срабатывания датчика 19 наличия и правильной установки кареток. По этому сигналу манипуляторы 43 задвигаются и тележка 2 с на-: ходящейся в ее накопителе 4 парой
кареток 7 с собранной обувью перемеается по монорельсу 1 к прессам 6 и останавливается у пресса на который адресованы данные каретки, в данном случае у пресса № 1,
Адресование кареток осуществляется следующим образом.
При остановке поворотного стола 8 в одном из фиксированных положений &тчик 33 положения всегда срабатывает, так как в этот момент с ним взаимодействует один из управляюп1лх элементов 39. Управляющие элементы 37 и 38 датчиков 31 и 32 положения в момент.остановки поворотного стола в каждом из фиксированных положений могут занимать четыре различных положения:
-оба управляющих элемента взаимодействуют с датчиками 31 и 32,
-управляющий элемент 37 взаимодействует с датчиком 32, датчик 31 выключен;
-датчики 31 и 32 выключены;
-упрапляюгдий элемент 38 взаимодействует с датчиком 31, датчик 32 выключен.
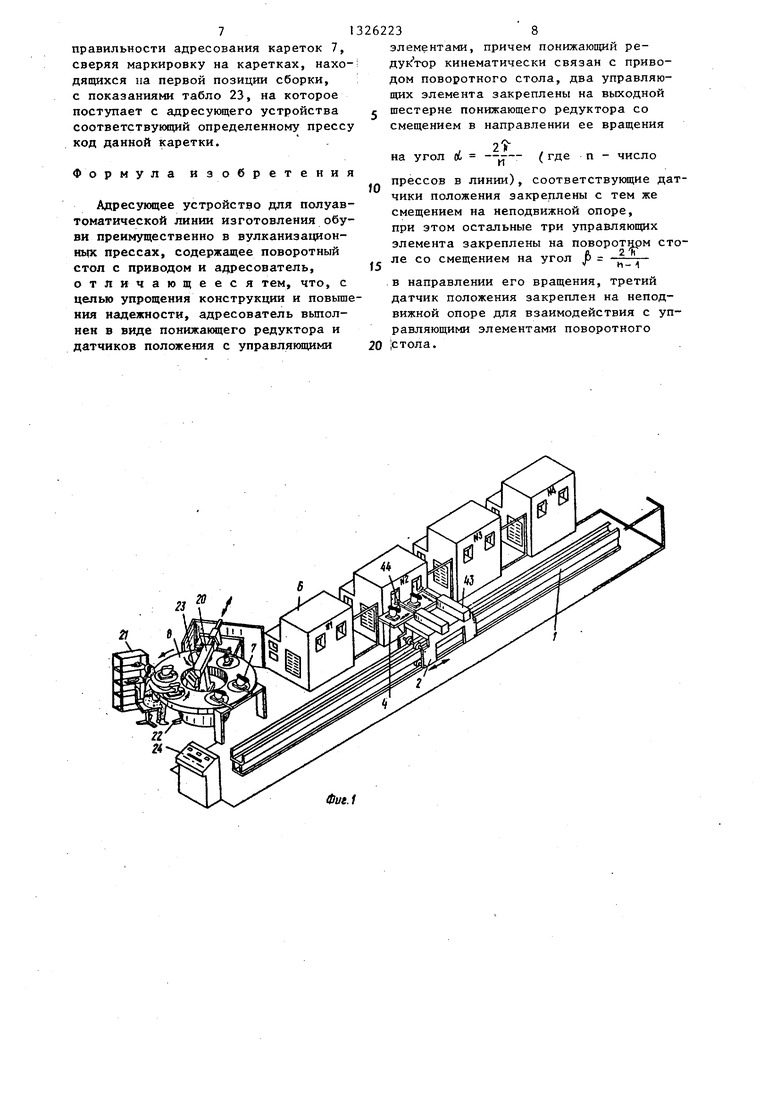
Таким образом, на блок 24 управления поступает с датчиков 31-33 комбина1.щя сигналов, соответствующая ходу пары кареток, предназначенной для определенного пресса (фиг.7). Эта комбинация сигналов преобразуется запоминающим устройством 26 в
код пресса, для которого предназначен 25 случае в прессе № 1. Пресс открыва- на пара кареток согласно таблице на ется. К этому времени тележка 2 вновь
подходит к прессу № 2 с адресованной в этот пресс следующей парой кареток с собранной на колодках обувью.
фиг.8. Арифметическое устройство 25 запоминает этот код и хранит его. В арифметическое устройство 25 поступает также различная комбинация сиг- 30 Если пресс еще не открылся, то тележ- налов с датчиков 41, зависящая от ка 2 стоит у пресса до тех пор,
пока пресс не откроется полностью, о чем сигнализирует специальный датчик (не показан). При получении этого 3 сигнала блок 24 управления вьщает команды на перезарядку пресса. Пресс вновь закрывается, и идет следующий цикл формования и вулканизации, а тележка с находящейся на направля ощих 40 накопителя 4 парой кареток 7 с готовой отформованной обувью на колодках возвращается к поворотному столу 8. Происходит перезарядка: привезенная тележка 2 пара кареток 7 дящиеся в прессе, и перемещают их на 5 переставляется на поворотный стол -8 свободные направляющие накопите- и при следукицем его повороте перемеля 4 до срабатывания датчика 30. По щается на вторую позицию (съема) этому сигналу блок 24 управления вклю- где устройством управления включает- чает привод 5 и накопитель 4 смещает- ся манипулятор 20, который снимает
50 готовую пару обуви с колодок 7 и сбрасывает ее в тару (не показана).- На второй позиции остается свободная пара кареток с колодками, которая во время следующего поворота стола 55 перемещается на третью позицию
(сборки) и вновь адресуется к прессу № 1 и т.д.
Б процессе работы линии сборщик периодически производит контроль
того, какой пресс в данный момент проходит тележка 2 (фиг.9), где она сравнивается с хранящимся кодом пресса. При совпадении указанных кодов блок 24 управления останавливает привод 3 тележки 2, при этом свободные направляющие накопителя 4 совмещаются с направляющими пресса 6. Происходит перезарядка, осуществляемая по командам устройства управления и заключающа яся в следу ощем. Манипуляторы 43 выдвигаются, захватные устройства 44 захватывают каретки, нахося на шаг, при этом с направляющими пресса совмещается другая пара направ- ЛЯНШЦ1Х накоп1 теля 4, на которых установлена адресованная в этот пресс пара кареток 7 с собранной на колодках обувью. Срабатывает один из датчиков 29 накопителя 4, и манипуляторы 43, выдвигаясь, выталкивают каретки с собранной на них обувью на направляющие пресса 6 до срабатывания
датчика 28 наличия кареток в прессе. После этого манипуляторы втягиваются, пресс за15рывается и идет процесс формования и вулканизации обуви.
Тележка 2 возвращается к поворотному столу 8. Если к моменту возвра- щения тележки сборка не закончена, то тележка 2 стоит у поворотного стола до тех пор, пока сборщик не закончит
сборку на паре кареток, адресованных в следующий пресс, в данном случае в пресс № 2, и не переведет эту пару на первую позицию, где затем происходит перезарядка аналогично описанной. После этого тележка с каретками, адресованная в пресс № 2, при движении к прессам останавливается у пресса № 2 и т.д. Цикл работы повторяется.
К моменту, когда все четьфе пресса загружены каретками с собранной на колодках обувью, заканчивается процесс вулканизации в прессе, который. бь1П загружен первым, в данном
ток с собранной на колодках обувью.
Если пресс еще не открылся, то тележ ка 2 стоит у пресса до тех пор,
7I
правильности адресования кареток 7, сверяя маркировку на каретках, нахо-i дящихся на первой позиции сборки, : с показаниями табло 23, на которое поступает с адресующего устройства соответствующий определенному прессу код данной каретки.
Формула изобретения
Адресующее устройство для полуавтоматической линии изготовления обуви преимущественно в вулканизацион- ньрс прессах, содержащее поворотный стол с приводом и адресователь, отличающееся тем, что, с целью упрощения конструкции и повышения надежности, адресователь выполнен в виде понижающего редуктора и датчиков положения с управляющими
i :
3262238
элементами, причем понижающий ре- ; дук тор кинематически связан с приво- : дом поворотного стола, два управляющих элемента закреплены на выходной с шестерне понижающего редуктора со смещением в направлении ее вращения
на угол А
2t
(где п - число
прессов в линии), соответствующие датчики положения закреплены с тем же смещением на неподвижной опоре, при этом остальные три управляющих элемента закреплены на noBopoTijpM столе со смещением на угол 6 :
h - т
В направлении его вращения, третий датчик положения закреплен на неподвижной опоре для взаимодействия с управляющими элементами поворотного 20 1стола.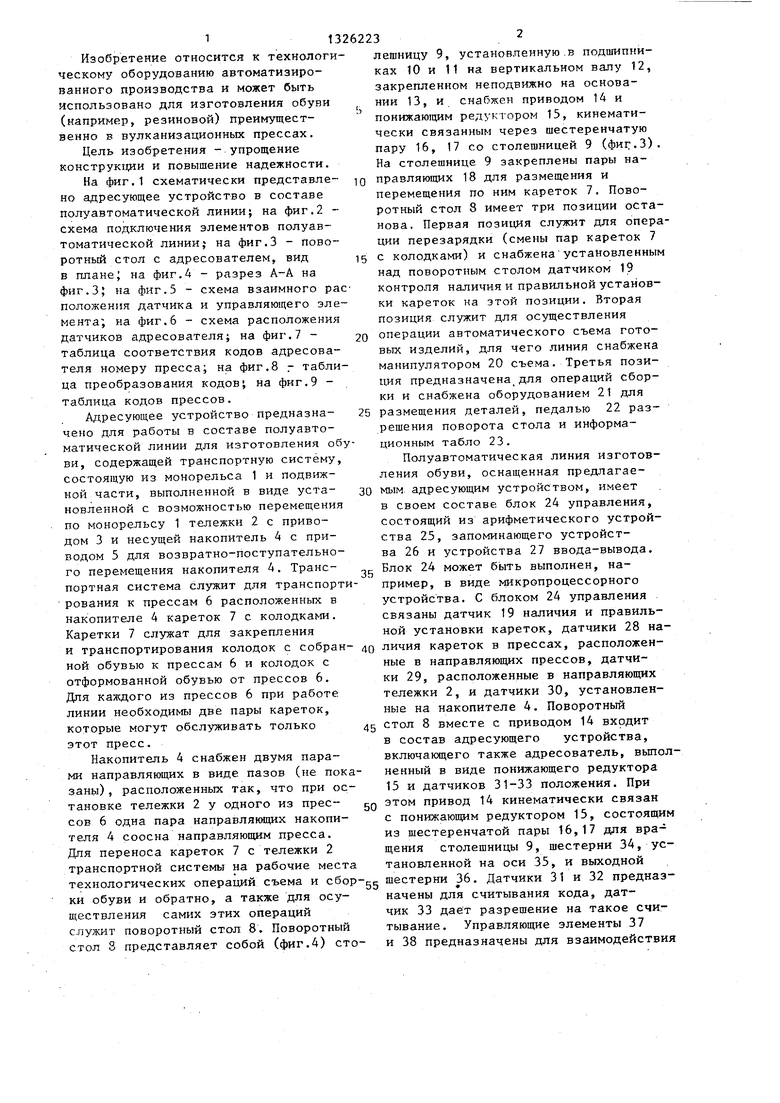
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| ПАТЕНТНО-ТЕХ}{Г€~НАЯБЧБЛИО~еКАИ. П. Терешин | 1971 |
|
SU292689A1 |
| Устройство для вулканизации резиновой обуви | 1987 |
|
SU1435460A2 |
| Устройство для изготовления резиновой обуви | 1986 |
|
SU1360998A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1964 |
|
SU164822A1 |
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для вулканизации резиновой обуви | 1986 |
|
SU1386480A2 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
Изобретение относится к технологическому оборудованию автоматизированного производства для изготовления резиновой обуви на вулканизацион- ных прессах. Целью изобретения является упрощение конструкции и повышение надежности. Автоматическое адресование на прессы кареток с обувью осуществляется путем формирования определенных кодов при последовательном повороте стола, откуда каретки посылаются к прессам, на определенные углы соответственно с закрепленными позициями стола. Коды формируются электрическими контактами, замыкаемы ми в соответствующих позициях стола, закрепленных на выходной шестерне понижающего редуктора, кинематически связанного с приводом поворота стола. 9 ил. (Л
23
20
Фие.1
гз s X
ji
Lhrrrp-J .n..r :rriri.-i.:i.-:i:r..J
®иа.г
54J
JJ
7
3/
J2
фиг.З
bd
1 I. iNS
I 1 /niro 4«
////////A////////.
IIIX XX
V
V
(pi/e. 4
////////////////////i
фиб.5
фиб.б
фце. 7
Фие.З
Редактор Л.Пчолинская .
Составитель А.Мягков
Техред И.Попович Корректор А.Ильин
Заказ 3211/1 Тираж 398Подписное
ВНИИПИ Государственного комитета СССР . по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг, 8
| ПАТЕНТНО-ТЕХ}{Г€~НАЯБЧБЛИО~еКАИ. П. Терешин | 0 |
|
SU292689A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
