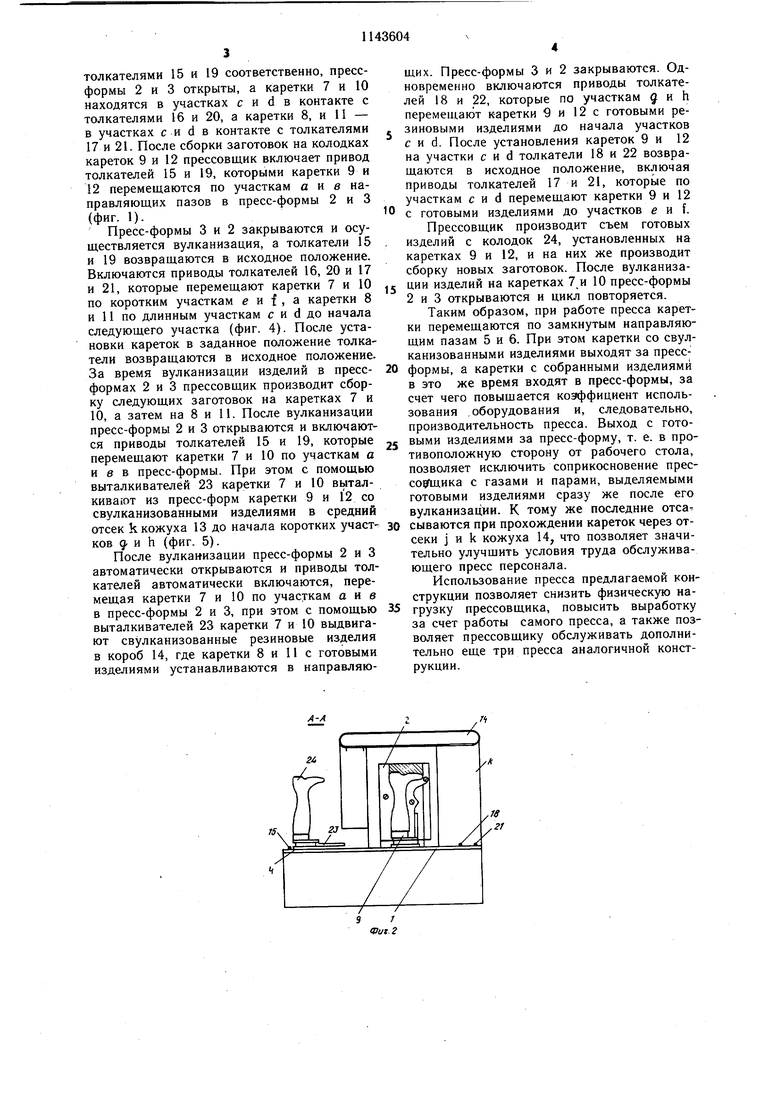
Изобретение относится к производству резиновой обуви и предназначено для ее вулканизации. Известен пресс для вулканизации резиновой обуви, содержащий основание, прессформу, рабочий стол с направляющим пазом, на котором установлена каретка с закрепленной на ней колодкой 1. Недостатком данного пресса является низкая производительность труда, обусловленная тем, что на рабочем столе пресса имеется только одна направляющая для перемещения по ней одной каретки с колодкой. Поэтому после сборки на колодке первой заготовки резиновой обуви (сапога) и помещения этой колодки в пресс-форму для вулканизации рабочий должен ждать окончания процесса вул анизации. После вулканизации рабочий вручную выдвигает каретку из пресса, снимает готовый сапог с колодки и собирает на ней следующую заготовку. Наиболее близким к изобретению по технической сущности и достигаемому результату является пресс для вулканизации резиновой обуви, содержащий смонтированные на основании пресс-форму, расположенный перед ними (направляющие) рабочий стол, направляющие пазы, подвижные по ним каретки с колодками, установленный на основании кожух и вытяжной короб 2. При работе известного пресса рабочий перемещает вручную каретки с колодками с рабочего стола в пресс-форму и обратно, что при весе каретки с колодкой 15 кг за смену составляет около 9 т. Кроме того, в известном прессе свулканизованные готовые изделия выдвигаются рабочим обратно на рабочий стол, а собранные выдвигаются на колодках в пресс, в результате чего в момент перезарядки пресса имеет место перерасход электроэнергии, а также уменьщается коэффициент использования пресса. В процессе работы рабочий вынужден дыщать вредными парами, выделяющимися из горячих готовых изделий. Указанные недостатки обуславливают низкую производительность и тяжелые условия труда обслуживающего персонала. Целью изобретения является повыщение производительности пресса и улучщение условий труда. Поставленная цель достигается тем, что в прессе для вулканизации резиновой обуви, содержащем смонтированные на основании пресс-фармы, расположенный перед ними рабочий стол, направляющие пазы, подвижные по ним каретки с колодками, установленный на основании кожух и вытяжной короб, направляющие пазы выполнены замкнутыми в форме прямоугольников, расположенных одними длинными участками на основании и рабочем столе по оси пресс-форм, другими длинными участками - между одной из полуформ пресс-форм и кожухом, а короткими участками - на рабочем столе перед пресс-формами и на основании за пресс-формами, причем в каждом участке направляющих пазов установлены приводные толкатели. Причем каждая каретка снабжена шарнирно смонтированным выталкивателем для воздействия на соседнюю каретку. Кожух-выполнен с отсеками, боковые из которых расположены вдоль длинных участков направляющих пазов, а средний - вдоль коротких участков, выполненных на основании за пресс-формами. Кроме того, вытяжной короб расположен над кожухом и связан с его отсеками. На фиг. 1 изображен предлагаемый пресс; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - пресс в закрытом положении, план; на фиг. 5 - то же, в открытом положении. Пресс для вулканизации резиновой обуви содержит смонтированные на основании I разъемные пресс-формы 2 и 3, расположенный перед пресс-формами рабочий стол 4 направляющими пазами 5 и 6, подвижные по ним соответственно каретки 7-12, установленный на основании 1 кожух 13 и отсасывающий короб 14. Направляющие пазы 5 и 6 выполнены замкнутыми и имеют соответственно длинные участки айв, расположенные по оси прессформ на рабочем столе 4 и основании 1, параллельные им длинные участки сие, расположенные на рабочем столе и основании между одной из полуформ пресс-форм 2 и 3 и кожухом 13, и параллельные короткие участки е и f, расположенные на рабочем столе 4 перед пресс-формами, и q и h, расположенные на основании 1 за прессформами. Короткие участки соединяют между собой длинные участки пазов. На всех участках пазов 5 и 6 установлены приводные толкатели соответственно 15-22 (приводы толкателей не показаны). При этом на каретках щарнирно смонтированы выталкиватели 23 для воздействия на соседние каретки при перемещении. Кожух 13 выполнен с отсеками, боковые j из которых расположены вдоль длинных участков с и d направляющих пазов, а средний k - вдоль коротких участков q и h. На кожухе 13 смонтирован отсасывающий короб 14, связанный с его отсеками. На каретках установлены колодки 24 для обуви. Пресс работает следующим образом. На рабочем столе Ч на колодках 24 кареток 9 и 12 прессовщиком производится сборка заготовок резиновой обуви. При этом каретки 9 и 12 находятся соответственно в длинных участках айв направляющих пазов в контакте с установленными в них
толкателями 15 и 19 соответственно, прессформы 2 и 3 открыты, а каретки 7 и 10 находятся в участках с и d в контакте с толкателями 16 и 20, а каретки 8, и 11 - в участках с и d в контакте с толкателями 17 и 21. После сборки заготовок на колодках кареток 9 и 12 прессовщик включает привод толкателей 15 и 19, которыми каретки 9 и 12 перемещаются по участкам сие направляющих пазов в пресс-формы 2 и 3 (фиг. 1).
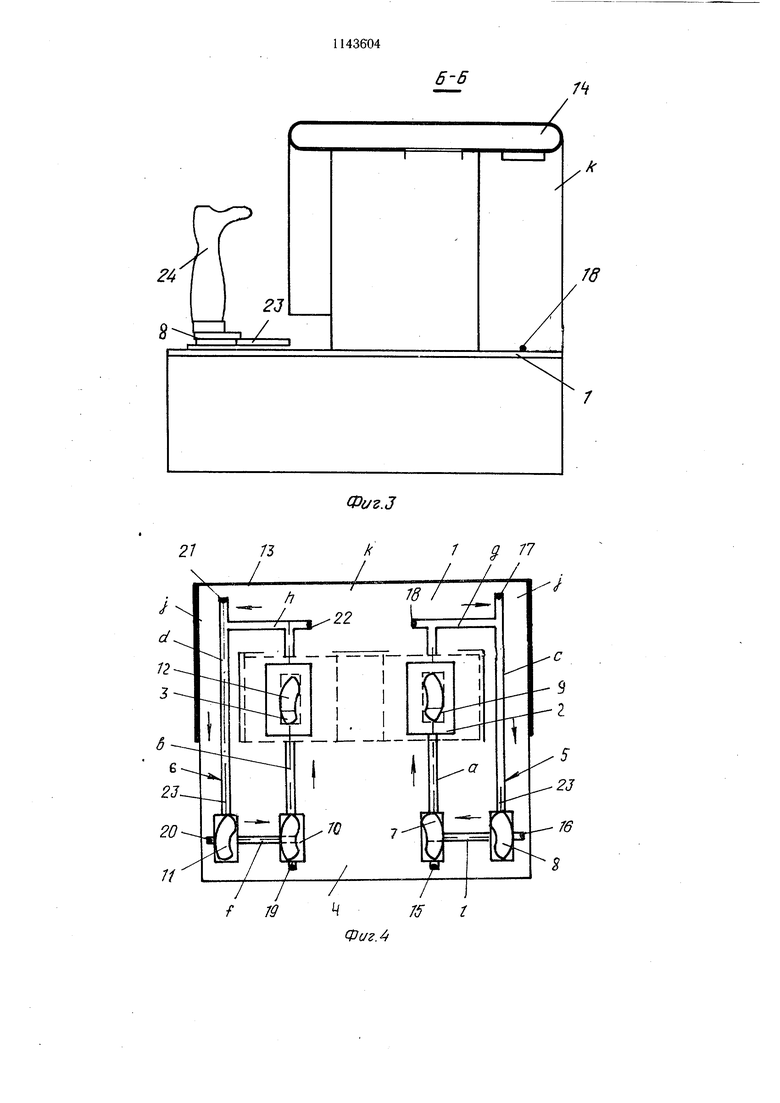
Пресс-формы 3 и 2 закрываются и осуществляется вулканизация, а толкатели 15 и 19 возвращаются в исходное положение. Включаются приводы толкателей 16, 20 и 17 и 21, которые перемещают каретки 7 и 10 по коротким участкам е и { , а каретки 8 и 11 по длинным участкам с и d до начала следующего участка (фиг. 4). После установки кареток в заданное положение толкатели возвращаются в исходное положение. За время вулканизации изделий в прессформах 2 и 3 прессовщик производит сборку следующих заготовок на каретках 7 и 10, а затем на 8 и 11. После вулканизации пресс-формы 2 и 3 открываются и включаются приводы толкателей 15 и 19, которые перемещают каретки 7 и 10 по участкам с и в в пресс-формы. При этом с помощью выталкивателей 23 каретки 7 и 10 выталкивают из пресс-форм каретки 9 и 12 со свулканизованными изделиями в средний отсек k кожуха 13 до начала коротких участков 9 и h (фиг. 5).
После вулканизации пресс-формы 2 и 3 автоматически открываются и приводы толкателей автоматически включаются, перемещая каретки 7 и 10 по участкам айв в пресс-формы 2 и 3, при этом с помощью выталкивателей 23 каретки 7 и 10 выдвигают свулканизованные резиновые изделия в короб 14, где каретки 8 и II с готовыми изделиями устанавливаются в направляющих. Пресс-формы 3 и 2 закрываются. Одновременно включаются приводы толкателей 18 и 22, которые по участкам § и h перемещают каретки 9 и 12 с готовыми реJ зиновыми изделиями до начала участков с и d. После установления кареток 9 и 12 на участки с и d толкатели 18 и 22 возвращаются в исходное положение, включая приводы толкателей 17 и 21, которые по участкам с и d перемещают каретки 9 и 12
0 с готовыми изделиями до участков е и f. Прессовщик производит съем готовых изделий с колодок 24, установленных на каретках 9 и 12, и на них же производит сборку новых заготовок. После вулканизации изделий на каретках 7,и 10 пресс-формы 2 и 3 открываются и цикл повторяется.
Таким образом, при работе пресса каретки перемещаются по замкнутым направляющим пазам 5 и 6. При этом каретки со свулканизованными изделиями выходят за пресс0 формы, а каретки с собранными изделиями в это же время входят в пресс-формы, за счет чего повыщается коэффициент использования , оборудования и, следовательно, производительность пресса. Выход с гото5 выми изделиями за пресс-форму, т. е. в противоположную сторону от рабочего стола, позволяет исключить соприкосновение прессо Гщика с газами и парами, выделяемыми готовыми изделиями сразу же после его вулканизации. К тому же последние отса
0 сываются при прохождении кареток через отсеки j и k кожуха 14, что позволяет значительно улучщить условия труда обслуживающего пресс персонала.
Использование пресса предлагаемой конструкции позволяет снизить физическую иагрузку прессовщика, повысить выработку за счет работы самого пресса, а также позволяет прессовщику обслуживать дополнительно еще три пресса аналогичной конструкции.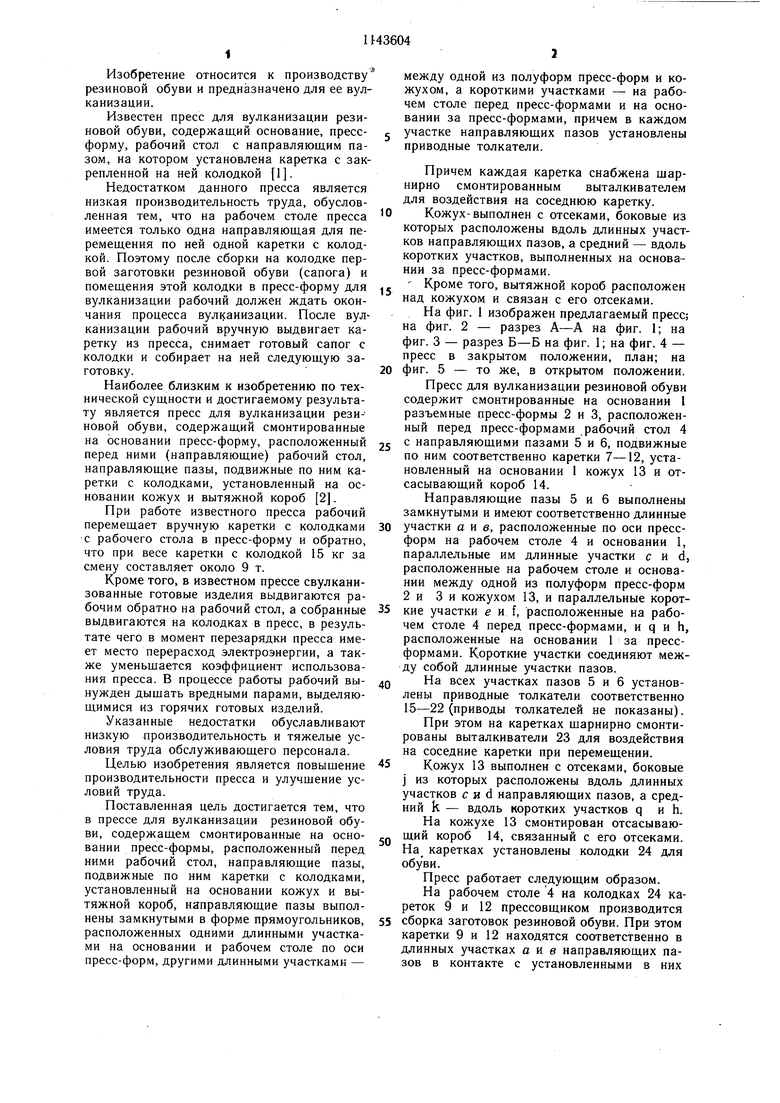
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации резиновой обуви | 1986 |
|
SU1386480A2 |
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Устройство для изготовления резиновой обуви | 1986 |
|
SU1360998A1 |
| Устройство для вулканизации резиновой обуви | 1987 |
|
SU1435460A2 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Адресующее устройство для полуавтоматической линии изготовления обуви | 1984 |
|
SU1326223A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
1. ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВОЙ ОБУВИ, содержащий смонтированные на основании пресс-формы, расположенный перед ними рабочий стол, направляющие пазы, подвижные по ним каретки с колодками, установленный на основании кожух и вытяжной короб, .отличающийся тем, что, с целью повыщения производительности пресса и улучшения условий труда обслуживающего персонала, направляющие пазы выполнены замкнутыми в форме прямоугольников, расположенных одними длинными участками на основаник и рабочем столе по оси пресс-форм, другими длинными участками - между одной из полу форм пресс-форм и кожухом, а короткими участками - на рабочем столе перед пресс-формами и на основании за пресс-формами, причем в каждом участке направляющих пазов установлены приводные толкатели. 2.Пресс по п. 1, отличающийся тем, что каждая каретка снабжена щарнирно смонтированным выталкивателем для воздействия на соседнюю каретку. 3.Пресс по п. 1, отличающийся тем, i что кожух выполнен с отсеками, боковые из которых расположены вдоль длинных участ(Л ков направляющих пазов, а средний - вдоль коротких участков, выполненных на основании за пресс-формами. 4.Пресс по п. 3, отличающийся тем, что вытяжной короб расположен над кожухом и связан с его отсеками. 4 оо о:
А-л
J
n/
21
75
/
/-
62J
/r
ЧГ5
f 79
6-6
/
/
Iг
76
/
Фаг.З
/ 77
V
-5
-2
5
-Г6 8
Фаг Л
n 22 Н
1 13 Q. 77 I I I I I I /
X/
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для распределения кормов в емкости | 1982 |
|
SU1085577A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения кремнийорганических электроизоляционных компаундов и связующих | 1958 |
|
SU117310A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
