СО
ю
сри.2
10
15
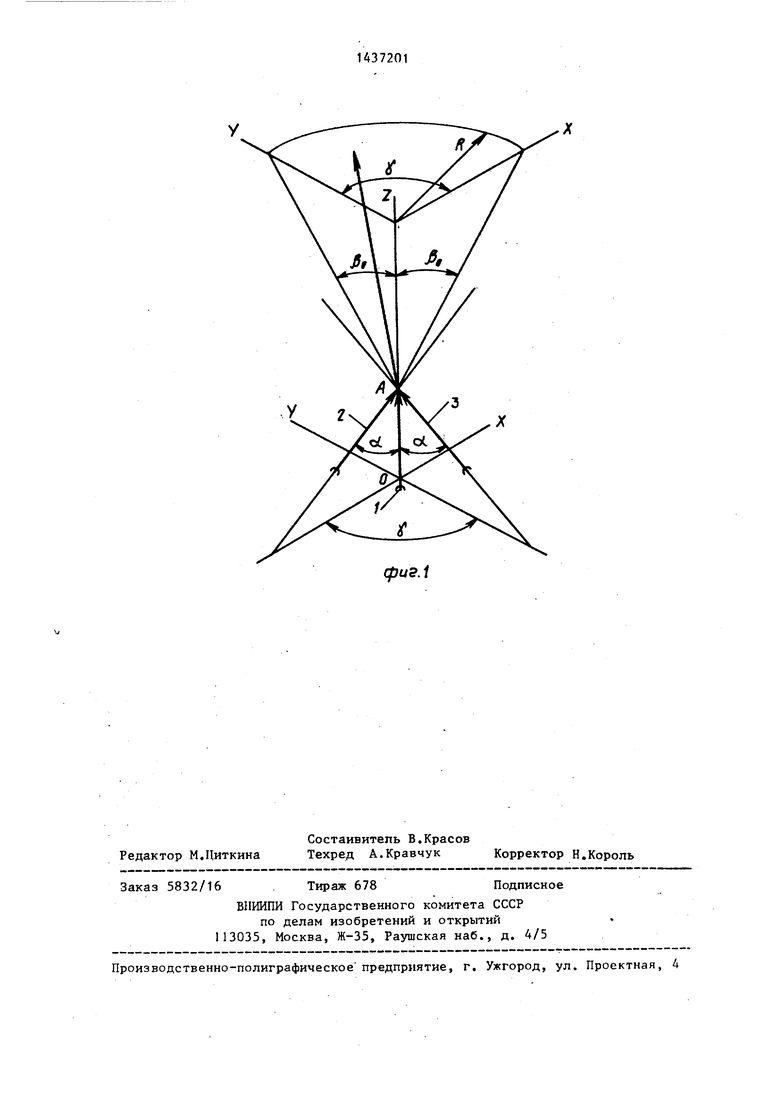
дажной полки струю дроби 1 с помощью струи 3 воздуха отклоняют на угол f и воздействуют на отлоненную струю дроби в точке Б дополнительной струей 4 воздуха, В результате этого струю дроби отклоняют в точке Б в пределах угла -Tf и направляют на торец бандажной полки лопатки.
Пример, Обрабатывалась де-- таль - лопатка ГТД длиной 280 мм и шириной 80 мм. Проходное сечение для воздуха в эжекторном дробеструйном сопле мм, в воздушных соплах мм. Угол установки воздушных сопл (. Угол отклонения струи дроби при давлении сжатого воздуха в подводящей магистрали 0,1-0,12 МПа до 50°. Размеры зоны обработки на удаление 300 мм мм. Время упрочнения 6 мин
Использование предлагаемого способа позволяет управлять процессом упрочнения как всей поверхности детаIjteHne струи дроби 1 по углу в преде- 25 ли, так и отдельных ее участков без лах угла /J от оси OZ и по направле- механических перемещений сопловых йию - в пределах угла Y-между плоско- устройств и практически без перемеще- етями XOZ и YOZ. Таким образом, струю дроби можно направлять в любое место
Изобретение относится к дробеструйной обработке и может быть применено для поверхностного упрочнения деталей, например лопаток газотурбин- ц ных двигателей (ГТД), «
Целью изобретения является расширение технологических возможностей дробеструйной обработки.
На фиг.1 приведена схема отклонения струи дроби струями сжатого воз- духа{ на фиг.2 - принципиальная схе- йа обработки детали типа лопатки,
Способ осуществляется следующим дбразомо
На струю 1 дроби, имеющую направление OZ, воздействуют в точке А струями 2 и 3 сжатого воздуха, направленными, соответственно, в плоскостях XOZ и YOZ под углом е( к струе 20 дроби .1 При взаимной регулировке интенсивности воздушных струй 2,3 (на- иример, скоростей V, УЗ и массовых |)асходов G, Gj) изменяется направний детали, только за счет отклонения струи дроби по обрабатьшаемой
ли, так и отдельных ее участков без механических перемещений сопловых устройств и практически без перемеще
ний детали, только за счет отклонения струи дроби по обрабатьшаемой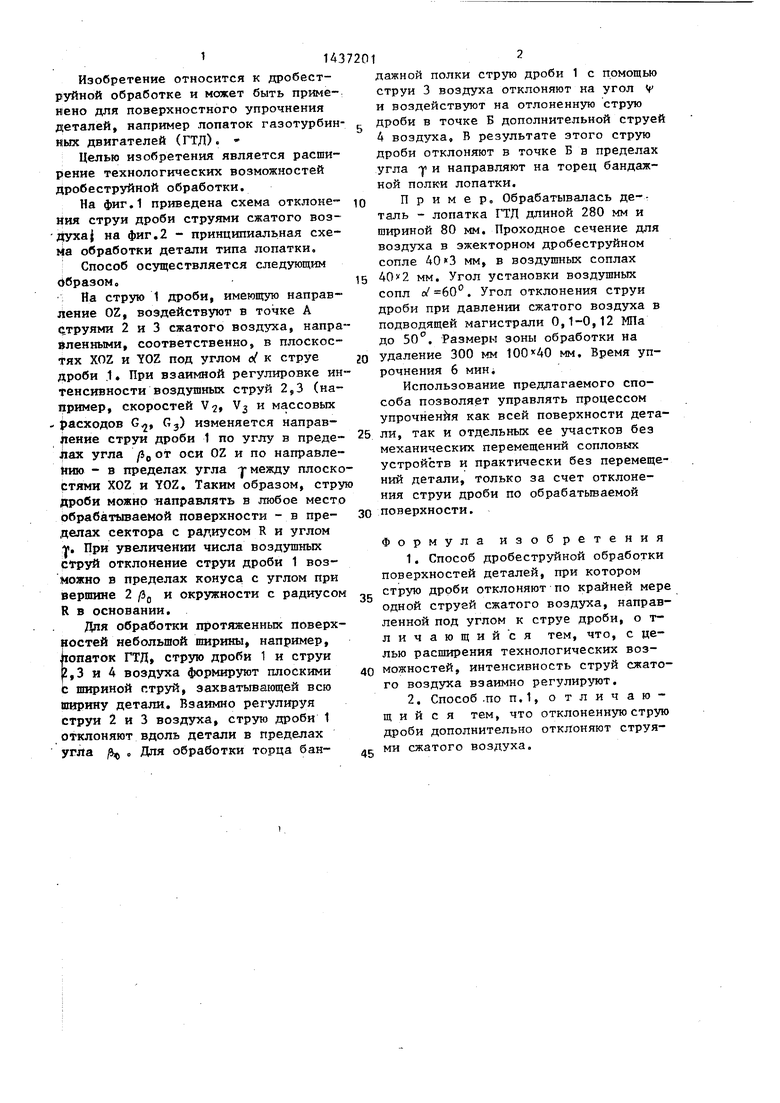
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплексного упрочнения | 2002 |
|
RU2224816C1 |
| Способ обработки длинномерных изделий дробью | 1990 |
|
SU1738622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Дробеструйная установка | 1975 |
|
SU781039A1 |
| ОБРАБОТКА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2011 |
|
RU2579323C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| Способ поверхностного упрочнения деталей дробью | 1983 |
|
SU1174232A1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ВТУЛОК ПЛУНЖЕРОВ ТОПЛИВНЫХ НАСОСОВ ВЫСОКОГО ДАВЛЕНИЯ | 2021 |
|
RU2757171C1 |
| МЕТАЛЛИЧЕСКАЯ ДЕТАЛЬ, ОБРАБАТЫВАЕМАЯ МЕТОДОМ КОМПРЕССИИ ЕЕ ПОДПОВЕРХНОСТНЫХ СЛОЕВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2407620C2 |
Изобретение относится к дробеструйной обработке и может быть использовано для поверхностного упрочнения деталей, например лопаток газотурбинных двигателей (ГТД). Цель изобретения - распгарение технологических возможностей дробеструйной обработки На струю 1 дроби воздействуют в точке А под углом с( струями 2 и 3 сжатого воздуха. При взаимной регулировке интенсивности воздушных струй 2,3 (например, скорости и массового расхода струй) струя 1 дроби изменяет свое направление в пространстве в пределах угла /З , что позволяет управлять процессом обработки поверхности без перемещения сопловых устройств и детали. Для обработки труднодоступных мест деталей отклоненную струю дроби дополнительно отклоняют в точке.Б в пределах угла у, воздействуя на нее струей 4 сжатого воздуха. При обработке протяженных с поверхностей небольшой ширины, напри- мер лопаток ГТД, струю 1 дроби и струи 2,3,4 воздуха формируют плоскими с. шириной струй, захватывающей всю ширину детали. 1 з.п. ф-лы, 2 ил.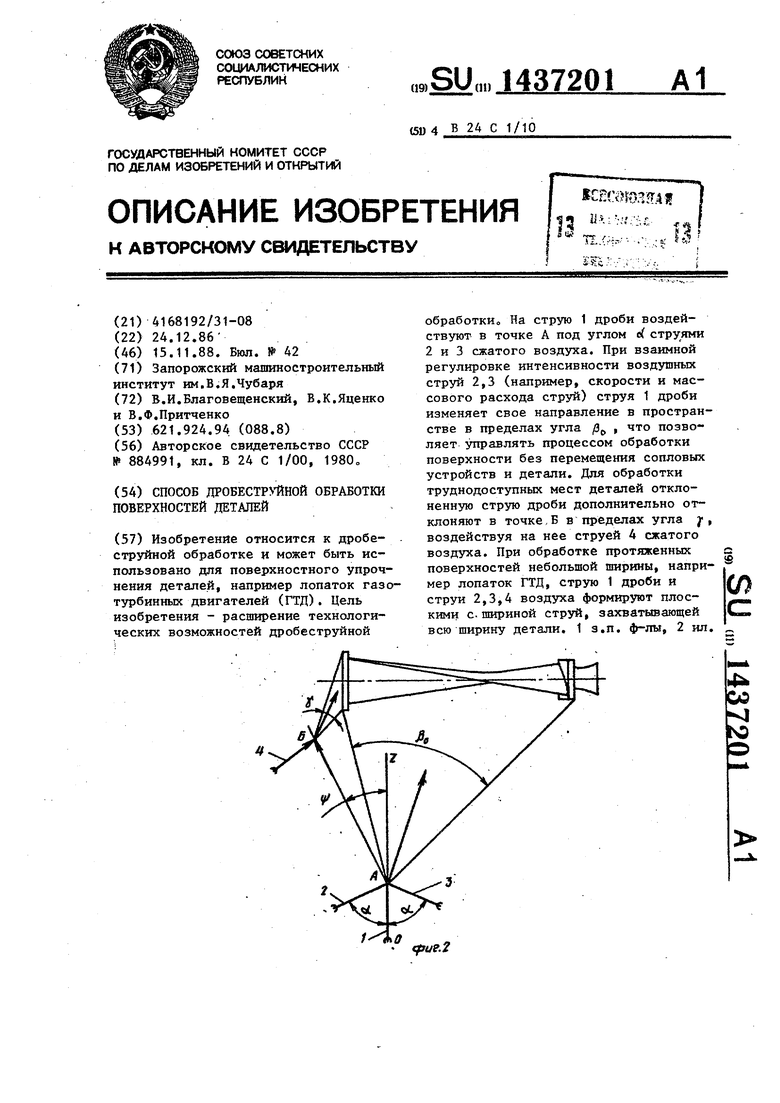
обрабатываемой поверхности в пределах сектора с радиусом R и углом , При увеличении числа воздушных струй отклонение струи дроби 1 возможно в пределах конуса с углом при вершине 2 /Зд и окрзгжности с радиусо R в основании.
Для обработки протяженных поверх |1остей небольшой ширины, например, Лопаток ГТД, струю дроби 1 и струи 2,3 и 4 воздуха форьшруют плоскими с шириной птруй, захватывающей всю ширину детали. Взаимно регулируя струи 2 и 3 воздуха, струю дроби 1 отклоняют вдоль детали в пределах угла о Для обработки торца бан
g
30 поверхности.
Формула изобретения
(риг.1
| Способ абразивоструйной обработки поверхностей деталей | 1980 |
|
SU884991A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
