00
to ю Изобрстерше тчюсится к я,Феноо6-- рабя п.тагопей промышленности, в частности к оборудованию бондарного производства,,
Цель изобретения - повышение производительности станка.
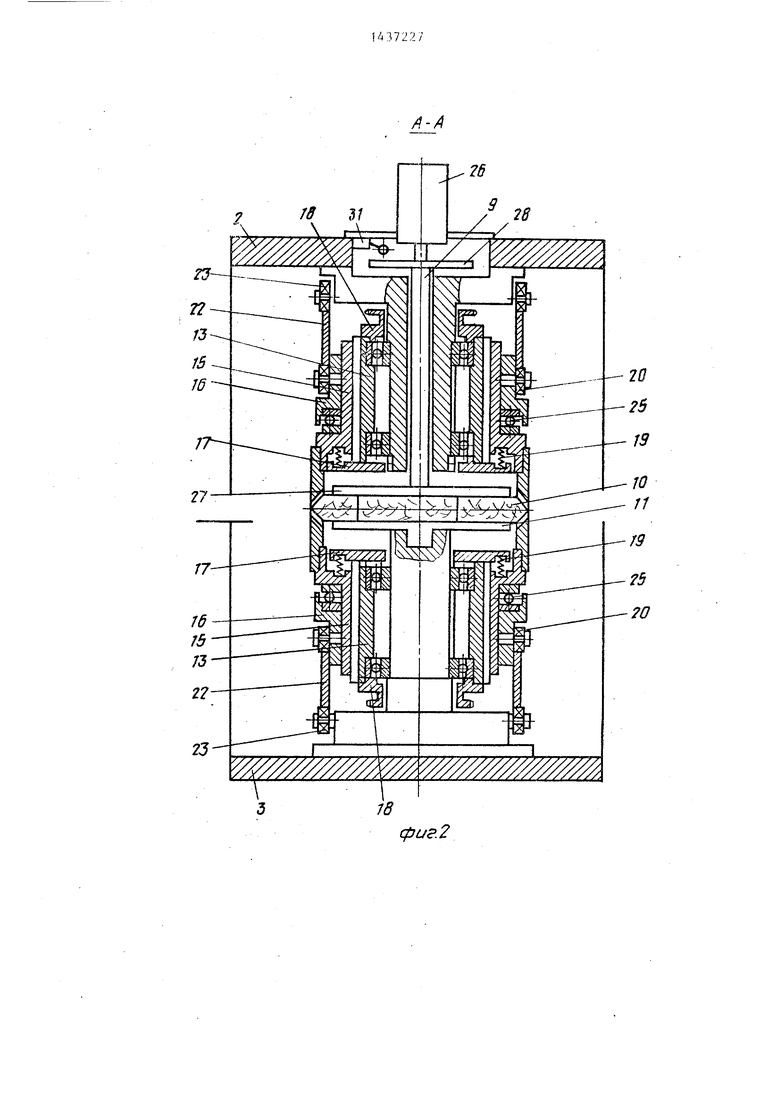
На фиг. 1 изображен станок, обрдий вид на фи1 . 2 - разрез А-Л нд фиг, 1j на фиг. 3,- магазинньй пита- те. ть станка; на фиг . А - разрез Б-Е 1на. фиг. 1 .
: , Станок для вырезания доньев бочек включает станину 1 с направляющими, -на верхней 2 и дажней 3 плитах кото- рой смонтированы роторные головки 4 с упрепл енными на них резцедержате- :Лями 5, с 1глоск 1ми резцами 6, привод 7 роторных головок 4, узлы 8 осевой лодачи резпедержателей 5, узел 9 при дама щита 10, опору 11 и магазинный |питатель 12.
Роторные головки 4 состоят из кор |иуса 13 с двумя укрепленными на нем призматическими направляющими шпонка Ни 14, ступенчатой втулки 15 резцедержателя 5, втулки с двумя лыска .1И, крышек 17 и 18, пружин 19, роликов 20. Вра цение резцедержателям 5 передается от привода 7 цепной пере- дачей 21, ведомая звездочка которой выполнена заодно с крышкой 18,через корпус 13 призматическими направляющими шпонками 14 со ступенчатой втул |кой 15.
Узел 8 осевой подачи резцедержате рпей 5 имеет форму, рамки, боковые планки 22 которой выполнены с одвим Цлоским ребром и другим - со скосом в рабочей зоне. Плоские ребра боко- вых планок 22 опираются на ролики 23 а к ребру со скосом в рабочей зоне пружинами 19 прижаты ролики 20, укрепленные на втулке 16. От гидроцилиндров 24 узел 8 осевой подачи полу чает возвратно-поступательное перемещение, при этом скосы боковых планок 22 через ролики 20, втулки 16 упорного подшипника 25 осуществляют осевые перемещения ступенчатой втулки 15 с резцедержателей 5.
Узел 9 прижима состоит из-гидроцилиндра 26, диска 27 и планки 28.
Магазинньй питатель 12 при помощи ползуна 29 и гидроцшшндра 30 осу
ю
15 20
25 30 5
о ,c
0
11,еотп,т1яел подачу щита 10 в -jri ty зания. Комаид 1.на работу г идроци-
линдров 24, 26 и 30 подаются конечными выклwчaтeJIя и 31.Станок работает следующим образом. Шит 10 подается в зону резания
ползуном 29, включается гидроцили.ндр 26 и диском 27 щит 10 прижимается к опоре 11, после чего происходит возврат ползуна 29 в исходное прло- жение и включение гидроцилиндров 24, которые перемещают узлы 8 осевой подачи вперед;, и скосами боковых планок 22 осуществляется встречная осевая подача резцедержателей 5 - происходит вырезание контура дна, после чего узлы В осевой подачи возвращают.ся в исходное положение, резцедержатели 5 раздвигаются, гидроцилиндр 26 получает обратный ход, освобождая вырезанное дно, а планка 28 нажимает на конечный выключатель 31, и подаётся команда на выоплнение следующего цикла. При повторном цикле заготовка перемещает вырезанное дно на выход.
Использование в предложенном станке роторных головок, оснащенных плоскими резцами со скошенной режу- щей кромкой, повышает производительность станка за счет одновременной обработки дна с двух сторон.
Форм/у ла.из обретения
Станок для вырезания доньев бочек, содержап ий станину с направляющими, узел зажима щита, механизм базирования и подачи 0щта, механизм резания и привод, отличающи й- с я тем, что, с целью повьшения производительности, механизм резания станка выполнен в виде двух расположенных друг против друга роторных головок, на корпусе которых смонтированы призматические направляющие шпонки, ступенчатая втулка, втулки с .пысками и роторные головки с установленными на них кольцевыми резцедержателями которые имеют плоские резцы со скошенной режзтцей кромкой, при этом резцедержатели кинематически связаны с приводом роторных головок и снабжены узлом их осевой подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ВЫРЕЗКИ КЕССОНОВ С ДЕФЕКТНЫМИ ОБЛУЧЕННЫМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2012 |
|
RU2504851C1 |
| Станок для заточки резцов | 1980 |
|
SU884969A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| Гидрокопировальный станок | 1988 |
|
SU1690949A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| Алмазно-расточный станок | 1975 |
|
SU529012A1 |

Изобретение относится к дерево- обрабатьгоающей промьгартенности, в частности к оборудованию бондарного производства. Цель изобретения - пот Ы111С} ие производительности. Станок состоит из станины 1 с направляюпщ- ми, днух роторт1ых головок 4 с кольцевыми резцедержателями 5. Ппоские резцы 6 имеют скошенную режущую кромку. На корпусе роторных головок смонтированы призматические направляющие шпонки, ступенчатая втулка, втулки с лыcкa ш. Вращение резцедержателям 5 передается от привода 7 цепной передачей 21. Щит 10 )подаваемый в зону резания, диском прижимается к опоре. Гидроцилиндрами 24 перемещаются вперед узлы 8 осевой подачи и скосами боковых планок 22 осуществляется встречная осевая подача резцедержателей 5 - происходит вырезание контура дня бочки. 4 ил. (Л
фиг.2
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Станок для нарезания доньев бочек | 1983 |
|
SU1087333A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
