1
Изобретение откосится к металлообработке и станкбстроению и может быть использовано при создании станков для обработки корпусов и пробок крановой арматуры.
Известны алмазно-расточные станки для одновременной обработки сопрягаемых конусов корпусов я пробок крановой арматуры, содержащие шпиндельные головки с устройствами для крепления обрябатываемых деталей на ошинделях, повернутых на угол, равный половине угла конуса, относительно направления продольной подачи стола, перемещение которого при обработке конуса отграничено установленным на станине станка упором, и резцедержатели для растачивания корпуса и обт-ачивания пробки,
Ош сьшаемый станок отлигчается от известных тем, чтс резцедержатель (резиедержатели) для растачивания корпуса выполнен с вооможностью перемещения в направлении, парйилельном оси вращения шпинд&ля, и кинематически связан с дополнительным скло- гъпл органом, например, гид родил индром, сообщаь пим ему осевую подачу в направлений в позшщи стола на упоре.
Резцедержатель для растачивания корпуса размещен на штоке гидроцилиндра; сообщающего ему осевую подачу.
Гидроцилиндр, сообщающий резцедержателю осевую подачу, посредством напорного золотника подключен к гидроцилиндру продольной подачи стола.
Указанные отличия позволяют расширить технологические возмохшости станка к повысить качество изделий.
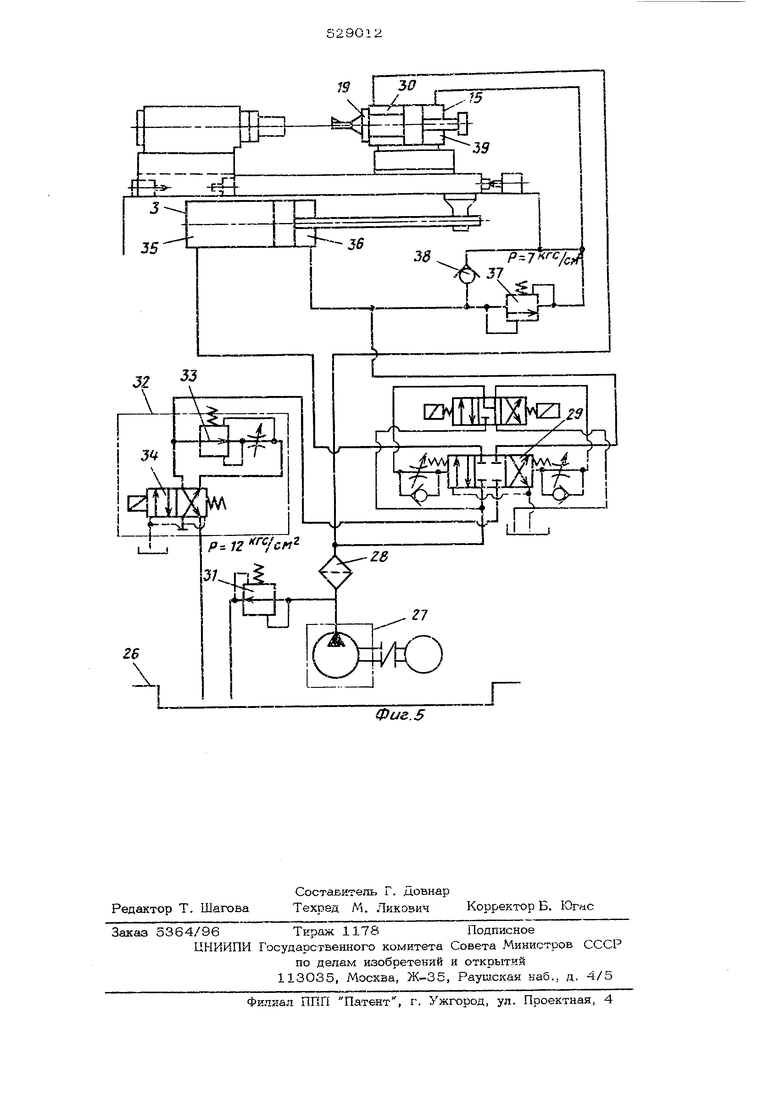
На фиг. 1 изображен описываемый станок общий вид; на фиг. 2 - то же, вид сверху, не фиг. 3 - схема обработки корпуса крана на станке; на фиг. 4 - цикл работы станка; на фиг. о-х идросхема станка.
На направляющих станины 1 лежит стол 2, связанный с гидроцкливдром 3 продольной Подачи. Упоры 4 и 5, установленные на станине, ограничивают перемещение стола в обе стороны.
На станине закреплен также мост 6, несущий шпиндельные головки 7 с устройствами (патронами ) 8 для крепления на шпиндейях обрабатываемых деталей - корпуса 9 кряна и пробки 10. Шпиндельные головки устанс влены так, что ось врашения Шпинделя повернута относительно .направле 1ия п юдольной подачи стола на угол оС , р арзный половине угла обрабатываемого кону ia. Приводной электродвигатель 11, установ ленный на мостике, посредством ременной передачи 12 связан со штмделями. На зеркале стола 2 установлено основа ше 13 с резцедержателем 14 для обтачи1 ания пробки и гидроцилиндром 15, в корпу ice 16 которого расположен поршень 17,Ha Оевом конце : ступенчатого штока 18 (диаметр левой части больше диаметра правой части) установлен резцедержатель 19 для растачивания пробки резцом 20, на правом конце - регулируемое упорное кольцо 21 для ограничения величины 6 хода поршня )С реацедергкателем. Полости гидроцилинд;ра 15 закрыты крышками 22 и 23. Резцедержатели 14 И 19 установлены под углом о к направлению продольной по дачи стола. Управление перемешениями стопа 2 и резцедержателя 19, а также вращение шпиндельных головок 7 осуществляется кулачками 24, воздействук)шими на путевые переключатели, и упорным кольцом 21, взаимодействующим с конечным выключателем 25.. Все движения в станке обеспечиваются гидроприводом, состоящим из резервуара и лопастного насоса 27, подающего масло :| через фильтр 28 к реверсивному золотнику 2 &. и левой полости ЗО цилиндра 15. К напорной магистрали подключен напорный золотник 31. С реверсивным золотником связаны панель 32 рабочей подачи , состоящаяиз дросселя 33 и золотника 34, а гидроцилйндр 3 с поршневой 35 и штоковой 3G полостями. К штоковой полости 36 через напорный золотник 37 с обратным клапаном 38 подключена первая полость 39 гидроцилиндра 15 Работает станок следующим образом. При включении рабочего цикла стол 2 с резцедержателями на ускоренном ходу перемешается влево. В конце ускоренного хода Один из кулачков 2 4 воздействует на путевой переключатель, вьщаюший команду на включение продольной подачи стола (1 Р.П.) и вращения шпинделей. При этом каждый резец обрабатывает коническую поверхность, , перемешаясь по образующей , параллельной направлению продольной подачи, причем участок этой подачи ограничен упором 4 в который после обработки конуса упирается стол 2. 12 После остановки стола в позиции на упо ре, давление в полости 36 гидроцилиндра 3 повышается, и масло поступает в полость 39 цилиндра 15 через напорный золотник 37. В результате этого поршень 17, шток 18 и резцедержатель 19 перемещаются относительно стола влево вдоль оси врашения шпинделя, осуществляя осевую подачу ( П Р.П.) на длине цилиндрической проточки в .корпусе 9 крана. Длина осевой подачи t ограничена упорным кольцоЫ 21, вааимодей|ствующим с торцом крышки 23. В этом положении выступ кольца 21 на.жимает на конечный выключатель 25, вьща1юший команду на выключение врашения шпинделей и на ускоренный ход вправо поршня 17 со штоком 18 и резцедержателем 19. После вывода резца из цилиндрической проточки включается ускоренное перемеше- нне стола 2 с резцедержателями .право до упора 5. Во время цикла гидроавтоматика станка работает следующим образом. Вначале цикла масло подается насосом 27 под давлением 12 кгс/см , настраиваемым ;напорным золотникомi31, через фильтр 28 IB лолость 32 цилиндра 15 и в полость 36 цилиндра 3. Слив из полости 35 происходит через реверсивный золотник 29 и панель 32, минуя дроссель 33, в результате чего стол 2 перемешается на ускоренном ходу влево. Переключением золотника 34 переходят на , I Р.П., так как слив из полости 35 осуществляется при этом через дроссель 33. / При повышении давления в полости 36, в позиции стола 2 на упоре выше 7 кгс/см i масло через золотник 37 поступает в полость 39 цилиндра 15. Поскольку эффективная площадь полости 39 больше эффективной площади полости 30, шток с резцедержателем 19 перемещаются влево на II Р.П. Затем реверсивный золотник 29 подключает на слив обе полости гидроцилиндра 3. Давление в полости 39 уменьшается, а вполости 30 остается прежним, что приводит к ускрренному перемешению поршня 17 с рез цедержателем 19 вправо. Далее давление подается в полость 35 цилиндра 3, и стол с резцедержателями воф-. Эрашается на ускоренном ходу в исходное положение до контакта с упором 5. На этом цикл работы станка заканчиваетИз примера видно, что суть предложения сводится к обработке конической и цилиндрической поверхностей корпуса крана одним |)езцом Б результате изменения направлени перемещения резцедержателя: при обработке конуса резцедержатель пере.меш.ается вместе CD столом на продольной подаче, направленной под углом к оси вращения шпинделя, и при обработке йилиндра резцедержатель движется на осево ;родаче относительно неподвижного стола, пр чем эта подача параллельна оси вращения шпинделя. Возможно сочетание осевой подачи резце держателя, установленного на мосте, с про дольной подачей шпиндельных головок|/установленных на столе. Резцедержатель для растачивания корпуса можеа быть установлен, в нЬпаа&ляющих прямолинейного движения, параллельных оси Брашенкя шпинделя, и связан со штоком |Гидроиилиндра. Возможно другое конструктивное исполне |ние автоматизации последовательного цикла перемещения стола и резцедержателя, ,например, с питанием цилиндра резцедержателя не от основного цилиндра стола, а по другой магистрали, управляемой по пути. Силовой орган не обязательно должен быть выполнен в ввде гидроцилиндра, возможен, например, механический привод осевой подачи резцедер;кателя. Формула изобретения 1. Алмазно-расточной станок для одновременной обработки сопрягаемых конусовкорпусов и пробок крановой а)матуры, содержащий шпиндельные головки с устройствами для крепления обрабатываемых деталей на шпинделях, повернутых на угол, равный половине угла конуса, относительно направления продольной подачи стола, перемещение которого при обработке конуса ограничено установленным на станине станка ynctXjM, и резцедержатели для растачиван1Ш корпуса и обтачивания пробки, отличающийс я тем, что, с целью расширения техноло .гических возможностей станка и повышения качества изделий, резцедержатель-(резцедержатели) для растачивания корпуса выполнен с возможностью перемещения в направт лении, параллельном оси вращения шпинделе, и кинематически связан с дополнительным силовым органом, например гидроцилиндром, :сообщающим ему осевую подачу в направлении в позиции стола на упоре, 2.Станок по п. 1, отличающий- с я тем, что резцедержатель для растачи- вания корпуса размещен на штоке гидроци;Линдра, сообщающего осевую подачу. 3.Станок .;по пп.; 1 и 2, о т л и ч аю ш и и с я тем, что, гидроцилиндр, сообщающий резцедержателю осевую подачу, посредством напорного золотника подключен к гидроцилиндру продольной подачи стола.


| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-расточной станок | 1976 |
|
SU654357A2 |
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| Алмазно-расточной станок с автоматическим циклом обработки | 1980 |
|
SU1009639A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| Способ обработки тел вращения и станок для его осуществления | 1985 |
|
SU1315141A1 |
| Станок для токарной обработки | 1984 |
|
SU1219261A1 |
| Вертикальный отделочно-расточнойСТАНОК | 1978 |
|
SU846128A1 |
| СТАНОК ДЛЯ ВЫСВЕРЛИВАНИЯ СУЧКОВ | 1967 |
|
SU203189A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |

Фиг.1
jTP.n. т к п.
l.x
920 W 22 16 Фиг. I
Фиг. 5
У-f I LiUf
tт
Стоп.
y.if.
Фаа. 7Z 27
75
J
35
-35ГТлГ
P 7X-c/c
J7
V41 Q Фиг. 5
