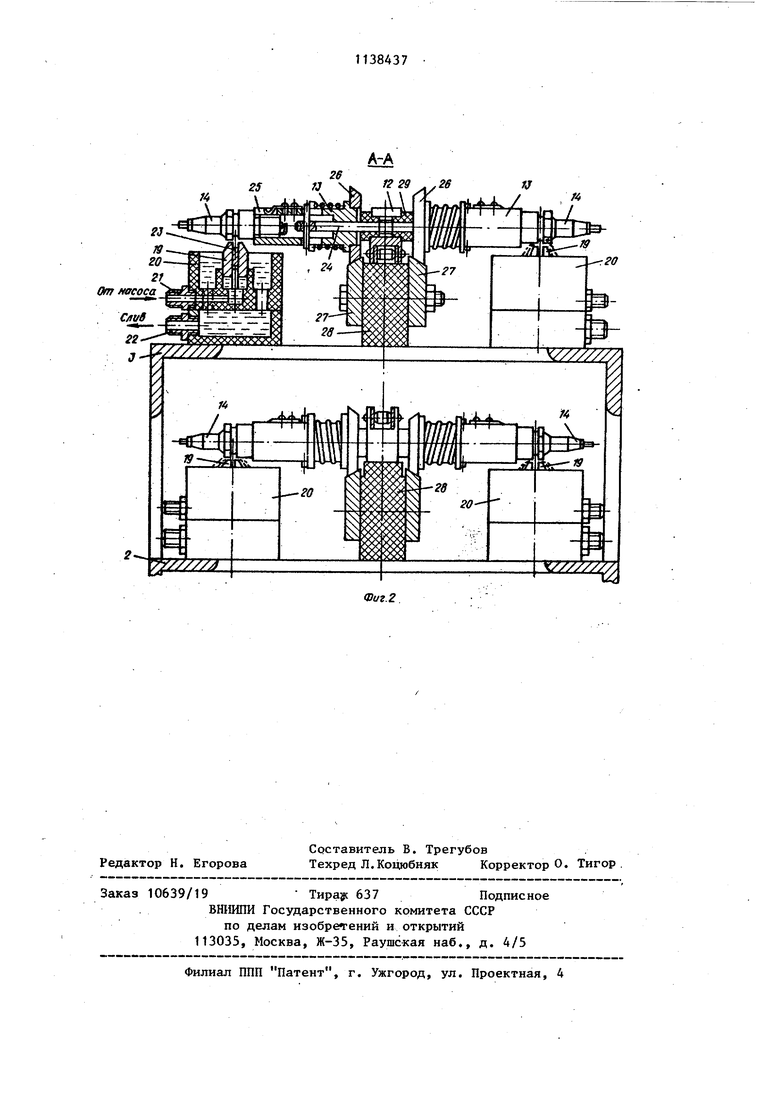
Изобретение относится к нанесению гальванических покрытий, в частности к устройствам для нанесения избирательного гальванического покрытия, и может быть использовано, например, в автомобильной промьшшенности для гальванопокрытий термоосадочного пояска корпусов свечей зажигания. Известно устройство для нанесения избирательного гальванического покрытия, содержащее корпус, в котором размещен анод с пористым материалом для капиллярной подачи электро лита, и емкость с электролитом, выпо ненную из эластичного материала и yc тановленную на корпусе Cl3. Недостатком данного устройства является низкая производительность, так как устройство не позволяет подавать большую плотность тока вследствие того, что пористый материал не обеспечивает хорошего подвода и быстрой смены электролита. Кроме того не обеспечивается высокое качество покрытия на деталях сложной формы.Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является линия для на несения избирательного гальванического покрытия, содержащая ряд ванн, установленных по ходу технологического процесса, механизм перемещения обрабатываемых изделий с приспособлениями для их закрепления, систему токоподвода и систему подачи электролита С 2}. Однако при покрытии каждой детали необходимо устанавливать на не-. покрываемые участки детали герметизи рующие прокладки или наносить защитные покрытия из воска, парафина или пластика, что снижает производи Tej ibHOCTb установки. Кроме того, сложно добиться полной герметичности прилегания прокладок по грани дам формы, т.е. не обеспечивается л кальность покрытия, что ведет к сни жению качества. Целью изобретения является повышение производительности и улучшени качества покрытия. Цель достигается тем, что в лини для нанесения избирательного гальва нического покрытия, содержащей ряд ванн, установленных по ходу техноло гического процесса, механизм переме щения обрабатываемых изделий с npiiспособлениями для их закрепления. систему токоподвода и систему подачи электролита, механизм перемещения выполнен в виде цепного транспортера с токоподводящими роликами, установленными с возможностью взаимодействия с системой токоподвода, при этом при-способления для закрепления изделий установлены в звеньях цепи и подпружинены относительно них, а система подачи электролита выполнена в виде щелевых сопел со вставкой, установленных параллельно механизму перемещения изделий. Кроме того, вставка щелевых сопел может быть выполнена из пористого материала. На фиг. 1 схематически показана Линия для избирательного гальванического покрытия, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Линия содержит ферму 1 с двумя ярусами 2 и 3, ряд ванн 4-10, установленных по ходу технологического процесса на нижнем и верхнем ярусах фермы 1, механизм перемещения обрабатываемых изделий, вьшолненньш в виде цепного транспортера 11 непрерывного действия со спутниками 12, в которых закреплены подпружиненные к ним приспособления 13 для закрепления деталей 14, загрузочно-разгрузочное устройство (не показано), установленное в начале транспортера со стороны приводной звездочки 15. Верхняя ветвь транспортера 11 проходит над верхним ярусом ванн, нижняя - над нижним ярусом ванн. На основании фермы 1 установлены приводная станция 16 и емкости 17 с электролитом и насосом 18. Система подачи электролита выполнена в виде щелевых сопел 19 и приемника 20 для сбора электролита. Сопло 19 установлено внутри приемника 20 и имеет подводной трубопровод 21 от насоса 18. Приемник имеет трубопровод 22 для слива электролита в емкость 17. В щели сопла 19 установлена вставка-прокладка 23 из пористого материала, например поролона или бронзы, для равномерного истечения электролита по длине сопла. Щелевые сопла 19 на электрохимических операциях изготавливаются из токопроводящего материала или материала покрытия. На других операциях, Например промывке, сопло может быть изготовлено из любого материала, в том числе и из пластических масс.
31138
Длину щелевого сопла 19 и их коли- чество выбирают в зависимости от скорости движения транспортера 11, тол-т. щицы слоя покрытия и формы детали.
Приспособление 13 для закрепления детали представляет собой ось 24, на концах которой установлены , подпружиненные оправки 25 с гнездом для установки детали с тркоподводящими роликами 26, установленны 1И с возможностью взаимодействия с системой токоподвода, включающей шины 27,Расположенные на опорной планке 28 транспортера 11.
Ось 24 через диэлектрические втулки 29 установлена в спутник 12 транспортера 11- В зависимости от производительности, толщины слоя покрытия и технологии покрытия линия при той же площади может быть сделана многоярусной.
Линия на примере покрытия (цинкования) термоосадочных поясков корпусов свечей зажигания работает следующим образом.
Загрузочное устройство устанавливает деталь 14 в оправку 25. Перемещаясь вместе с транспортером 11 по ходу технологического процесса,оправка 25 вместе с деталью 14 вращается за счет сил трения между токоподводяншм роликом 26 и шиной 27. Транспортер 11 подает вращающуюся деталь 14 на операцию обезжиривания, где поясок вступает вконтакт с гребнем струи обезжиривающей жидкости, которая подается из емкости 17 в щель сопла 19.
Далее детали подают на операцию промывки, где поясок попадает в гребень струи воды, а затем на операцию цинкования. На этой операции сопло 19 выполнено из хщнковых листов и являеТся анодом. Электролит подают под давлением из емкости 17 по трубопроводу 21 в щель сопла 19. На выходе из сопла электролит образует струю с гребнем высотой 2-4 мм в зависимости от формы и размеров покрываемой поверхности. Деталь 14 вводят в контакт с гребнем струи электролита и покрывают металлом.
Потом следуют операции промывки, пассивирования и снова промывки.
Обработанные детали разгрузочным устройством с«имают с транспортера и укладывают в тару.
Применение предлагаемой линии для избирательного гальванического покрытия повышает на 20% производительность за счет использования транспортера непрерывного действия, автоматического контроля за состоянием электролита и покрытия с помощью щелевых сопел на гребне струи электролита, увеличивающего плотность тока;
Кроме того, повышается качество покрытия за счет обеспечения локальности и автоматического контроля за плотностью тока.
Экономический эффект от использования изобретения составит 80 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2024 |
|
RU2835977C1 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Автооператор для гальванической обработки деталей | 1986 |
|
SU1381203A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| Агрегат непрерывной электрохимической обработки круглых металлических изделий | 1990 |
|
SU1805140A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для тепловой обработки пористых материалов | 1979 |
|
SU753839A1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
1. ЛИНИЯдля НАНЕСЕНИЯ ИЗБИРАТЕЛЬНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ, содержащая ряд ванн, установленных по ходу технологического процесса, механизм перемещения обрабатываемых /,f 1 6S . . E fs lизделий с приспособлениями для их закрепления, систему токоподвода и систему подачи электролита, отличающая с.я тем, что, с целью повышения производительности и улучшения качества покрытия, механизм перемещения выполнен в виде цепного транспортера с токоподводящими роликами, установленными с возможностью взаимодействия с системой токоподвода, при этом приспособления для закрепления изделий установлены в звеньях цепи и подпружинены относительно них, а система подачи электролита выполнена в виде щелевых сопел со вставкой, § установленных параллельно механизму перемещения изделий. 2. Линия по п. 1, отличающаяся тем, что вставка щелевых сопел выполнена из пористого материала. гг СО 00 О9 Ч л /7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для локального гальванопокрытия | 1976 |
|
SU642382A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ОТ КОБАЛЬТА, МАРГАНЦА И БРОМА | 2011 |
|
RU2460694C1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
