Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления петель, и является усовершенствованием изобретения по авт. св. № 1438897.
Целью изобретения является повышение экономичности за счет снижения трудоемкости и расходов на штамповую оснастку при изготовлении петель с нерасклепанной по концам осью. Повышается также качество изделий за счет исключения возможности выпадания осей из петель.
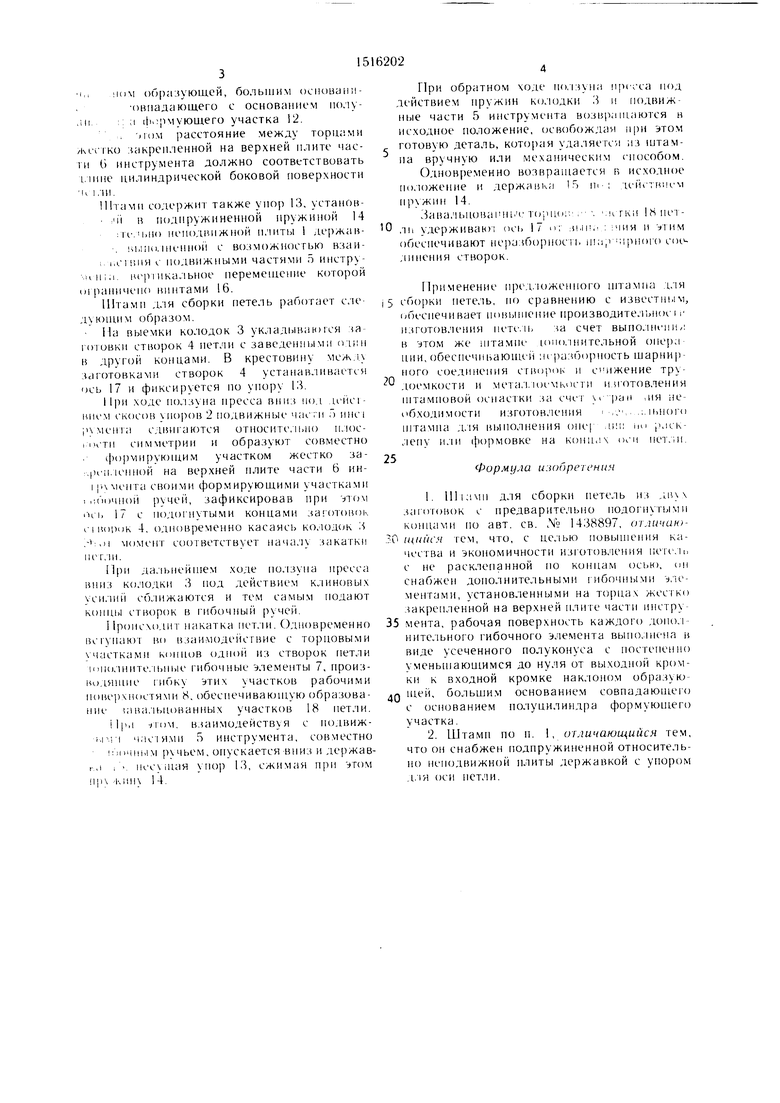
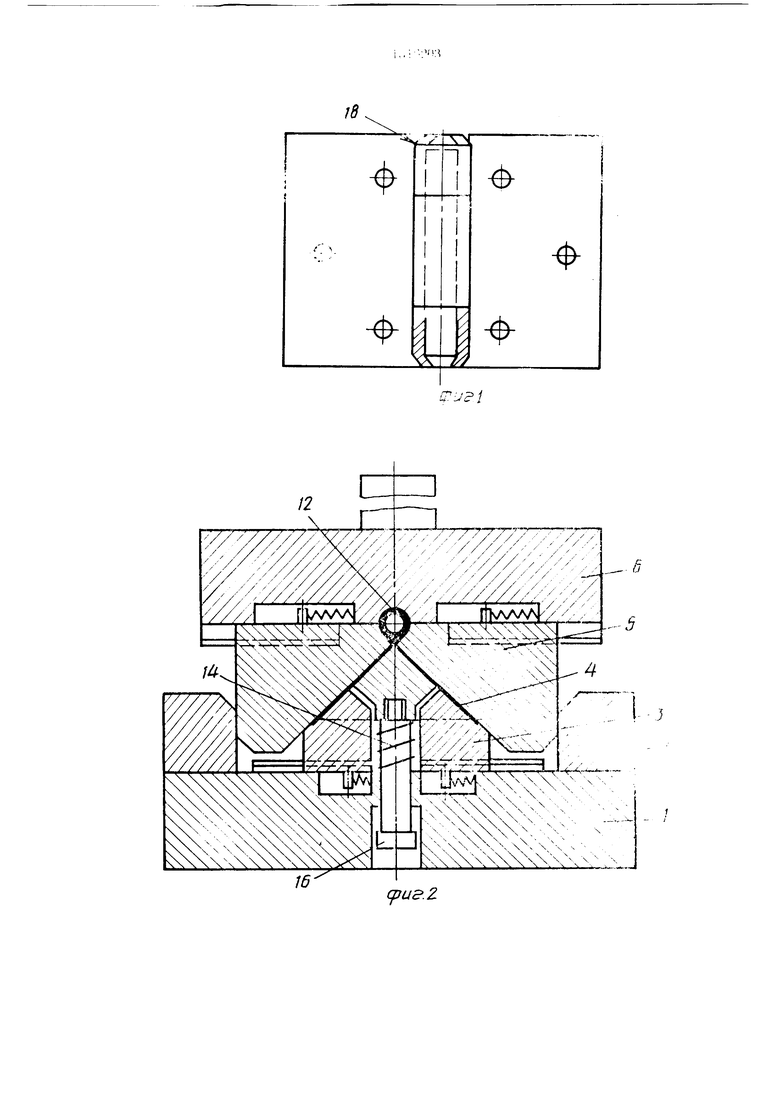
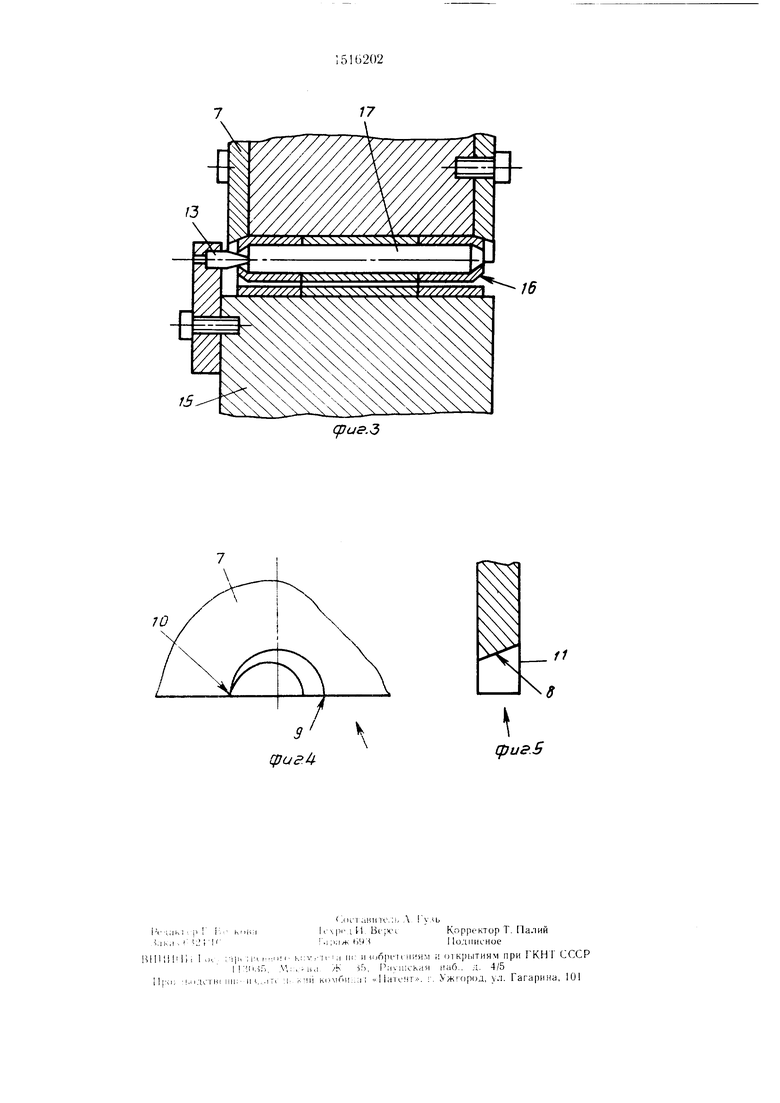
На фиг. 1 изображена изготавливаемая в штампе петля с обеспечивающими нераз- борность шарнирного соединения створок петли завальцованными торцовыми участками; на фиг. 2 - штамп для сборки петель, поперечный разрез; на фиг. 3 - то же, продольный разрез по оси гибочного ручья; на фиг. 4 - дополнительный гибочный элемент, вид со стороны, прилегающей к торцу жестко закрепленной на верхней плите штампа части инструмента; на фиг. 5 - то же, разрез по оси.
Штамп для сборки петель содержит неподвижную плиту 1 с жестко закрепленными на ней упорами 2, и.меющими скосы, и с установленными с возможностью горизонтального перемещения подпружиненными друг к другу опорными колодками 3, выполненными с выемками для укладки заготовок створок 4 и взаимодействующими с подпружиненными друг к другу подвижными частями 5 инструмента, установленного с возможностью горизонтального перемещения на рабочей плоскости жестко закрепленной на верхней плите части 6 инструмента.
Подвижные части 5 инструмента выполнены со скосами, взаимодействующими со скосами упоров 2.
На торцах жестко закрепленной на верхней плите части 6 инструмента установлены дополнительные гибочные элементы 7, рабочая поверхность 8 каждого из которых выполнена в виде усеченного полукоиуса с постепенно уменьшающимся до нуля от выходной кромки 9 к входной кромке 10
са
о: ьо о to
ISJ
I.. ii( образующей, большим ос нова ни- овпадающего с основанием нолу- лп, :: ;i ||1.;|1мующего участка 12.
. MciM расстояние между торнами /мчтко закрепленной на верхней плите час- 1и 6 инструмента должно соответствовать ыине цилиндрической боковой поверхности К ли.
Штамп содержит также упор 13, установ :ч | в поди руж именной пружиной 14
пч-.ч.ио иенодпижной плиты 1 державui.iiuuiR HHoii с возможностью взаиi 1л 11 11я V подвижными частями о инстру- MUii.i. пкальное перемещение которой (Л (1а1Н1чен(1 винтами 16.
Штамп дли сборки петель работает сле- дчющим образом.
Па выемки колодок 3 укладываи)гся за ютовки створок 4 иетли с заведенными одг.и в другой концами. В крестовину меж.и заготовками створок 4 устанавливается ось 17 и фиксируется по упору lii
При ходе ползуиа иресса вниз iio.i .unici- ином скосон уиоров 2 подвижные часгн Г) инс1 | меита сдви1 аютси отиосительио н.юс- I ости симметрии и образуют совместно
(()о)мирующим участком жестко за- :.|Н |1.(снной на верхней плите части 6 ин- I |) мента ciKunui формирующими участками 1 1,Гн)чи()й pyMcii, зафиксировав при ътом 1 ч I, 17 с подо1 иутыми концами загоповок ciHoiiDK 4. одновременно касаясь колодок 3 .)1 момент соответствует началу закатки
1ИЧЛИ.
При далы1ейп1ем ходе по.;1зупа иресса вниз колодки 3 под действием клиновых усили11 сближаются и тем самым подают концы створок в гибочный ручей.
Происходит накатка пет. 1и. Одновременно всгунают во )де11сгвие с торцовыми ччастками кониов одно) из створок петли (лните.11) гибочные элементы 7, нроиз- кодящие 1ибку этих участков рабочими пoвepxи(JCTЯми S, обесиечивающую образование аиалыи)ваиных участков 18 петли. П|м Г1)м. в.шимодействуя с иодвиж- i,M I час1я.ми 5 инструмента, совместно ,|м рччьем, опускается вниз и держав- 1,1 i V упор 13, сжимая ири
1р 1ч 11Н 1 4.
0
5
При обратном ходе но,1зуна нрггса иод действием нружнн колодки 3 и подвиж- Hbiie части 5 инструмента возвращаются в исходное положение, (.)свобождая при этом готовую деталь, которая удаляется из штампа вручную или .механическим способом.
Одновременно возвращается в исходное положение и державка I ) HI : iciicTFv.icM ирчжин 14.
Завальпова1Ч11 ч; Tojuu);- , . .ц гки петли удерживаю ось 17 о; зми,: ; ;чия п эгим обеспечивают неразборносп, ,i lipiioi o cot дииеиия створок.
Применение пре.т.-юженного штампа для сборки петель, по сравнению с известным, «беснечивает noBiiiinenne производительное изготовления пете.П) за счет выполнени,; в этом же штампе юполнительной oHejja НИИ, обес11ечн11ающе11 :1сразбо11иость щарнир- иого соединения створок и снижение трудоемкости и мс a. i.юемкогти и и отовления П1тамповой оснасгки за счег с ран ,ия необходимости изготовления i ,; . .1.1ЬНО|-(1
П1тамиа д.1я выполнения опе| .uiii ми JI.ICK- ;ieny И.ТИ (()ормовке на конпич ov ii пет.п.
Формула изобретения
1.llliaxin для сборки петель из ДРЛ заюговок с предварительпо подогнутыми концами по авт. св. № 1438897, огличан/0 щиися гем, что, с целью повьпне}|ия качества и экоиомичности изготовления iieuMi, с не расклепанной по коппам осью, он снабжен донолнительными (ибочиыми элементами, установленными на торцах жестко закрепленной на верхней плите части инстру5 мента, рабочая поверхность каждого доно.1 нительного гибочного элемента В1зцих:1нена в виде усеченного полуконуса с постепенно уменьшающимся до нуля от выходной кромки к входной кромке наклоном образую- 1цей, больщим основанием совпадающе1 о с основанием полуцилиндра формующего участка.
2.Штамп но ц. 1, отличающийся тем, что он снабжен подпружиненной относительно неп(здвижной плиты державкой с упором .11Я оси иетли.
0
Ж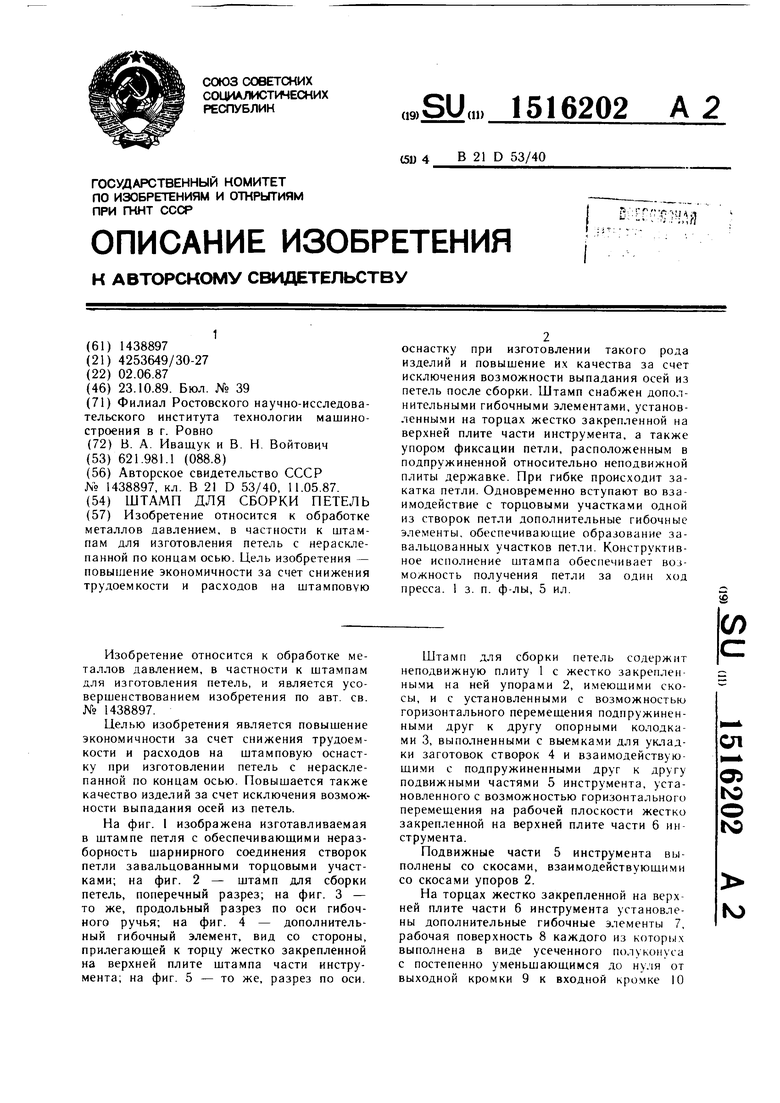
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| Штамп для сборки петель | 1983 |
|
SU1148685A1 |
| Гибочный штамп для изготовления @ -образных изделий с отверстиями в полках | 1985 |
|
SU1292873A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Гибочный штамп для изготовления п-образных изделий | 1985 |
|
SU1279707A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления петель с нерасклепанной по концам осью. Цель изобретения - повышение экономичности за счет снижения трудоемкости и расходов на штамповую оснастку при изготовлении такого рода изделий и повышение их качества за счет исключения возможности выпадания осей из петель после сборки. Штамп снабжен дополнительными гибочными элементами, установленными на торцах жестко закрепленной на верхней плите части инструмента, а также упором фиксации петли, расположенным в подпружиненной относительно неподвижной плиты державке. При гибке происходит закатка петли. Одновременно вступают во взаимодействие с торцовыми участками одной из створок петли дополнительные гибочные элементы, обеспечивающие образование завальцованных участков петли. Конструктивное исполнение штампа обеспечивает возможность получения петли за один ход пресса. 1 з.п. ф-лы, 5 ил.
д
cpua.Z
/5
дзиэ.:5
//
К
8
cpua.S
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
