113
Из(5бретение относится к обработке металлов давлением, в частности к оснастке для изготовления холодной гибкой деталей типа летель.
Целью изобретения является повыше ние качества изготавливаемых деталей за счет обеспечения гарантированного стабильного положения рабочего профиля ручья в лродессе формообразования детали.
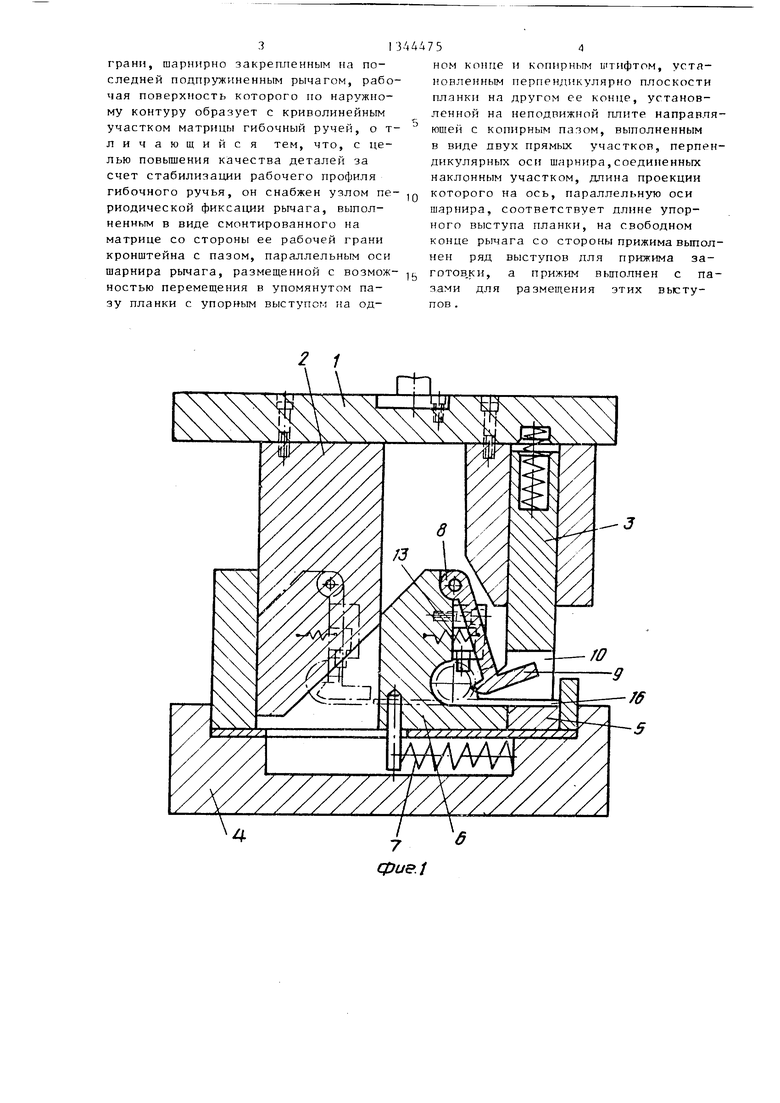
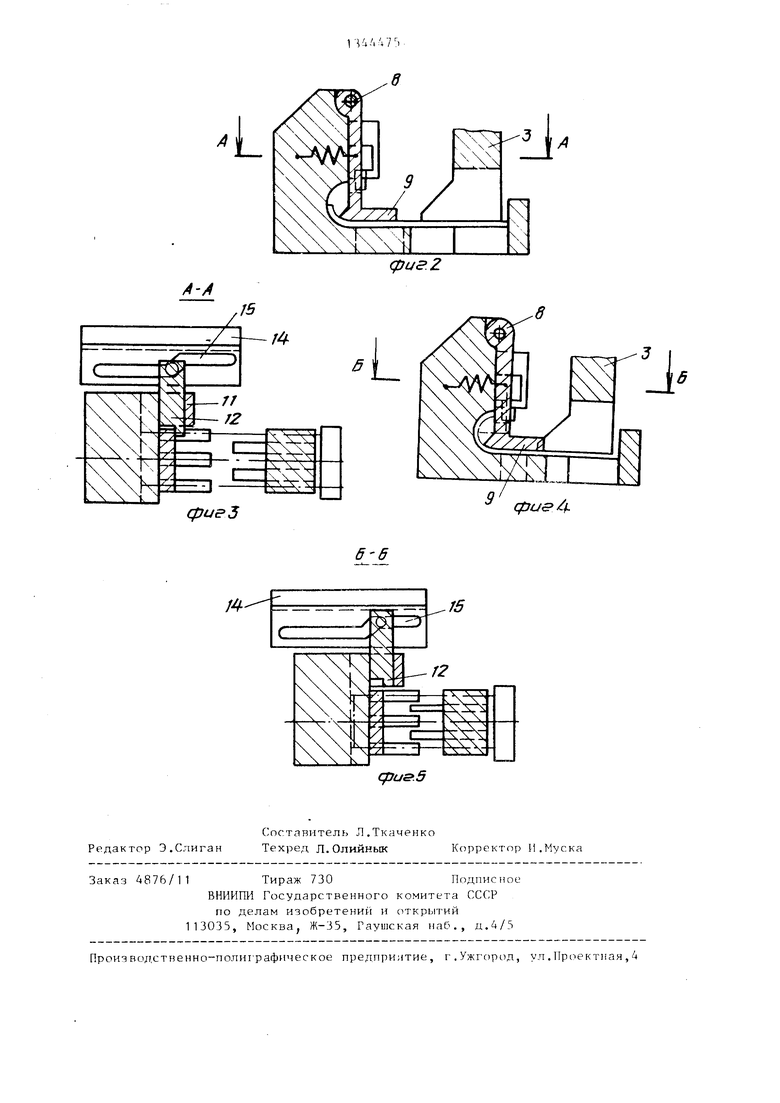
На фиг.1 схематически изображен штамп для гибки петель, разрез; на фиг.2 - положение планки во время формообразования первой четверти петли; на фиг.З - сечение А-А на фиг.2; на фиг.4 - положение планки к моменту формообразования половины петли; на фиг.З - сечение Б-Б на фиг,4.
Штамп для гибки петель содержит подвижную плиту 1, на которой неподвижно - закреплен клин 2 и подвижно установлен относительно ее с возможностью вертикального перемещения подпружиненный прижим 3, и неподвижную плиту 4, на которой закреплена опора 5 и подвижно установлена с возможностью горизонтального перемещения матрица 6, подпружиненная пружиной 7, взаимодействующая с клином.
На матрице шарнирно закреплен подпружиненный рычаг 8. Последний на свободном от крепления конце со стороны прижима имеет выступ 9, а прижим - пазы 10 для их захода. Со стороны рабочего профиля матрицы на ней закреплен кронштейн 11, в котором параллельно оси шарнира рычага выполнен паз, в последнем установлена с возможностью перемещения планка 12 с копирным штифтом 13.
тт На неподвижной плите.закреплена направляющая 14 с копирным пазом 15,
ход ползуна пресса без водки их.
слесарной до50
стенки которого контактируют с копир- 45 получать качественные детали за один ным штифтом 13 планки 12.
Копирный паз направляющей образован двумя прямыми участками, перпендикулярными оси шарнира,- и соединяющим их наклонным участком, длина проекции которого на ось, параллельную оси щарнира, соответствует длине упорного выступа планки 12. На чертеже показана также обрабатываемая заготовка 16.
Штамп работает следующим образом.
Заготовку 16 устанавливают на опору 5 и матрицу 6. При ходе ползуна пресса вниз подвижная плита 1
55
Формула изобретения
Штамп для гибки петель, содержащий подвижную плиту с закрепле}1ными на ней клином и подпружиненным прижимом и неподвижную плиту с размещенными на ней с возможностью горизонтального перемещения и взаимодействия с клином посредством опорной грани подпружиненной матрицей с криволинейным участком, выполненным на ее рабочей
5
5
0
5
0
опускается, происходит гфижт1м заготовки 16 прижимом 3 и под воздействием клина 2 перемещение матрицы 6, которая надвигается на заготовку 16, загибая ее. Планка 12, взаимодействуя через копирный П1тифт 13 со стен- ками копирного паза 15 направляющей 14, находясь в состоянии запирания рычага 8, фиксирует его положение, при этом выступы 9 рычага 8 препятствуют изгибу заготовки в зоне между рычагом 8 и прижимом 3, тем самым исключая отклонение заготовки в процессе формообразования первой четверти петли.
С момента начала формообразования второй четверти петли копирный штифт 13, войдя в контакт со стенками наклонного участка копирного паза 15 направляющей 14, начинает выводить планку 12 из зацепления с рычагом 8, последний к моменту формообразования половины петли выходит из зацепления с планкой 12, выступы 9 рычага 8 входят в пазы 10 прижима 3. Далее процесс формообразования петли идет устойчиво без участия рычага 8.
После того как петля полностью формообразована,подвижная п.гщта 1 уходит вверх, а матрица 6 под воздействием пружины 7 отходит в исходное положение (фиг.1, показано пунктиром) , при этом при перемещении матрицы 6 копирный штифт 13 планки 12, перемещаясь по копирному пазу 15 направляющей 14 и входя в контакт со стенками наклонного участка копирного паза 15, отводит планку 12 в исходное положение, запирая рычаг 8. Далее цикл повторяется.
Штамп предлагаемой конструкции по сравнению с известными позволяет
ход ползуна пресса без водки их.
слесарной дополучать качественные детали за один
Формула изобретения
Штамп для гибки петель, содержащий подвижную плиту с закрепле}1ными на ней клином и подпружиненным прижимом и неподвижную плиту с размещенными на ней с возможностью горизонтального перемещения и взаимодействия с клином посредством опорной грани подпружиненной матрицей с криволинейным участком, выполненным на ее рабочей
3I
грани, шарнирно закрепленным на последней подпружиненным рычагом, рабо чая поверхность которого по наружному контуру образует с криволинейным участком матрипы гибочный ручей, о т личающийся тем, что, с целью повьшения качества деталей за счет стабилизации рабочего профиля гибочного ручья, он снабжен узлом пе риодической фиксации рычага, выполненным в виде смонтированного на матрице со стороны ее рабочей грани кронштейна с пазом, параллельным оси шарнира рьмага, размещенной с возможностью перемещения в упомянутом пазу планки с упорным выступом на одS
44475ч
ном конце и копирным итифтом, установленным перпендикулярно плоскости планки на другом ее конце, установленной на неподвижной плите направляющей с копирным пазом, выполненным в виде двух прямых участков, перпендикулярных оси шарнира,соединенных наклонным участком, длина проекции которого на ось, параллельную оси шарнира, соответствует длине упорного выступа планки, на свободном конце рычага со стороны прижима выполнен ряд выступов для прижима за- готов.ки, а прижим выполнен с пазами для размещения этих вьсту- пов .
10
15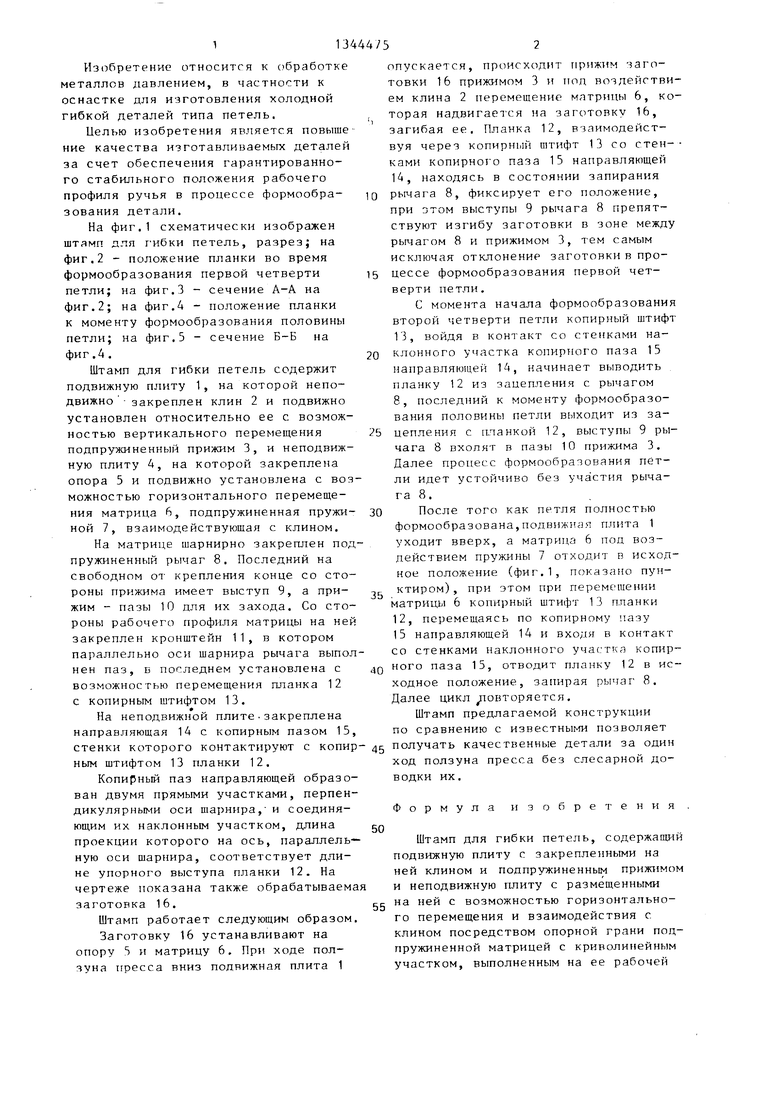
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| ШТАМП ДЛЯ ГИБКИ ПОЛОСОВЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 1970 |
|
SU266708A1 |
| Грейферное устройство штампа | 1982 |
|
SU1026906A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| Штамп для закатки петель | 1990 |
|
SU1801666A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для закатки петли | 1986 |
|
SU1349859A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
Изобретение относится к обработке металлов длвлен -1ем, в частности к гибке деталей типа петель, и позволяет понк-к ить качестве деталей. Штамп содерл;ит подвижную плиту с размещенными нп ней KJHIHOM и подпружиненным прижимом н неподвижную плиту с подвижной подпружиненной матрицей, на которой закреплен подпру- жиненньп рычаг. Для стабилизащ1И профиля гибочного ручья в начальной стадии гибки штамп С})абжен узлом пе риодической фиксации рычага, содержащим кронштейн с пазом, планку с упорным выступом и копирным штифтом л направляющую с копирным пазом. Планка при взаимодействии ее штифта 70 стенками копирного паза переме- иается в пазу кронштейна, запирая , при этом качественные дета- 11И получаются за один ход ползуна пресса без слесарно( доводки их. 5 ил. tC со 4 4 4 СЛ
фиг.г
фиг 5
фи
15
Редактор Э.Слиган
Составитель) Л.Ткаченко
Техред Л.Олийнык Корректор И.Муска
Заказ 4876/11 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий 113035, Москва, Ж-35, Гаушская наб., д.4/5
Производственно-полиграфическое предприитие, г.Ужгород, ул.Проектная,4
cpus.5
| ШТАМП ДЛЯ ГИБКИ ПОЛОСОВЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 0 |
|
SU266708A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
