00
00 со
Изобретение относится к обработке металлов давлением и может быть-ис- пользовано при открытой прошивке заготовок.
Цель изобретения - повышение точности центрирования прошивня на заготовке.
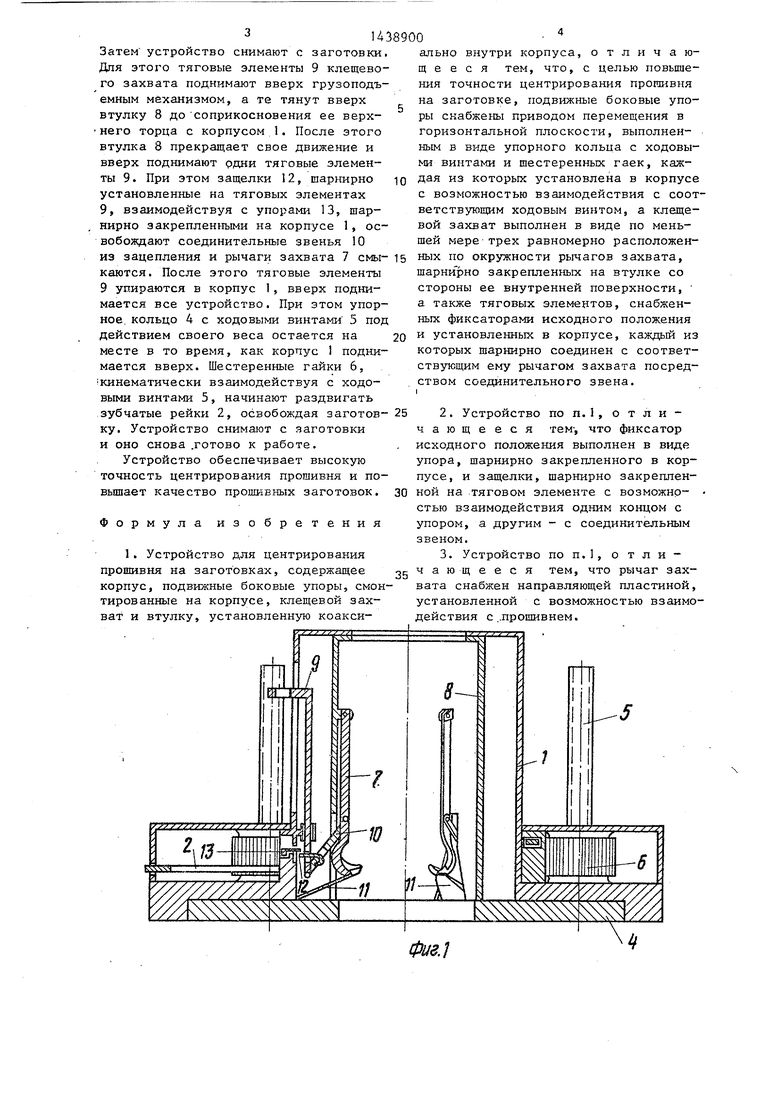
На фиг.1 изображено устройство, вид спереди (исходное положение); на фиг.2 - то же, вид сверху; на фиг.З- сечение А-А на фиг.2.
Устройство содержит корпус 1, подвижные боковые упоры, состоящие из зубчать х реек 2, перемещающихся в плоскости заготовки (на которую устанавливается устройство) и пальцев 3, установленных на конце зубчатой рей- ки 2 с возможностью перемещения в плоскости; перпендикулярной плоскости заготовки, с приводом, состоящим из упорного кольца 4 с жестко .соединенными перпендикулярно его поверхности ходовыми винтами 5 и шестеренных гаек 6, установлен 1ых на корпусе 1 с возможностью взаимодействия с соответствующими ходовыми винтами, клещевой захват, выполненный, в виде по меньшей мере трех равномерно расположенных по окружности рычагов захвата 7, закрепленных шарнирно на втулке 8, установленной коаксиально внутри корпуса 3, и тяговых элементов 9, соединенных шарнирно с рычагами захвата соединительными звеньями 10 причем каждый рычаг захвата снабжен направ- ляняцей пластиной 11, закрепленной на конце рычага, кроме того, тяговые элементы снабжены фиксаторами исходного положения, которые выполнены в виде защелки 12, шарнирно закрепленной на тяговом элементе 9, находящейся одним концом в зацеплении с соединительным звеном 10 При соприкосновении втулки 8 с упорным кольцом А, в основании цилиндра корпуса 1 шарнирно установлен упор 13, один конец которого выполнен утяжеленным, что поз воляет возвращать его в исходное положение.
Устройство работает следующим образом.
Грузоподъемный механизм с помощью строп, закрепленных на тяговых элементах 9 клещевого захвата, поднимает их вверх до упора. При этом происходит смыкание рычагов захвата 7. После этого продолжают подъем всего устройства. В это время вниз опуска0
0
5
0
5
0
5
0
5
ется упорное кольцо 4 с закре1гпенны- ми на нем ходовыми винтами 5, которые кинематически воздействуя на шестеренные гайки 6, вьщвигают зубчатые рейки 2 на максимальную длину. Затем устройство переносят грузоподъемным механизмом и опускают над прошивнем. При этом упорное кольцо 4 опускается на плоскость, на которой установлен прошивень таким образом, чтобы он оказался внутри кольца. Зубчатые рейки 2 убираются в исходное положение за счет вращения шестеренных гаек 6, приводимых в движение ходовыми винтами 5 при опускании корпуса 1 на упорное кольцо 4. Прошивень, воздействуя на направляющие пластины 11 образо- - вавшие перевернутую воронку, центрируется относительно корпуса 1 и, раздвигая рычаги захвата 7 за счет дальнейшего опускания корпуса 1 на упорное кольцо 4, оказывается между ними. После этого, поднимают тяговые элементы 9 грузоподъемным механизмом, движение которых прекращается при захвате прошивня рычагами захвата 7, далее поднимают все устройство вместе с прошивнем. Во время поднятия устройства с прошивнем опускается упорное кольцо 4 с закрепленными на нем ходовыми винтами 5, которые, кинематически воздействуя на шестеренные гайки 6, вьщвигают зубчатые рейки 2 на максимальную длину.
Затем устройство с прошивнем грузоподъемным механизмом переносят и опускают на заготовку. Упорное кольцо 4 устанавливается на торцовую поверхность заготовки. Корпус 1 опускается на упорное кольцо 4 с закрепленными на нем ходовыми винтами 5, которые, кинематически воздействуя на шестеренные гайки 6, установленные на-корпусе 1, возвращают зубчатые рейки 2 к исходному положению до смыкания пальцев 3 на заготовке. Таким образом прошивень располагается над центром заготовки. При смыкании пальцев 3 на заготовке корпус 1 прекращает дальнейшее опускание и далее ijipo- должают опускаться тяговые элементы 9 вместе с втулкой 8 и зажатым в клещевом захвате прошивнем до соприкосновения основания втулки 8 с упорным кольцом 4. При этом рычаги захвата 7 размыкаются, фиксируются защелками 12 и освобожденный от захвата прошивень оказывается в центре заготовки.
Затем устройство снимают с заготовки, Дпя этого тяговые элементы 9 клещевого захвата поднимают вверх грузоподъемным механизмом, а те тянут вверх втулку 8 до соприкосновения ее верх- него торца с корпусом 1. После этого втулка 8 прекращает свое движение и вверх поднимают рдни тяговые элементы 9. При этом защелки 12, шарнирно установленные на тяговых элементах 9, взаимодействуя с упорами 13, шарнирно закрепленными на корпусе 1, освобождают соединительные звенья 10
ально внутри корпуса, отличающееся тем, что, с целью повышения точности центрирования прошивня на заготовке, подвижные боковые упоры снабжены приводом перемещения в горизонтальной плоскости, выполненным в виде упорного кольца с ходовыми винтами и шестеренных гаек, каждая из которых установлена в корпусе с возможностью взаимодействия с соответствующим ходовым винтом, а клещевой захват выполнен в виде по меньшей Nsepe трех равномерно расположен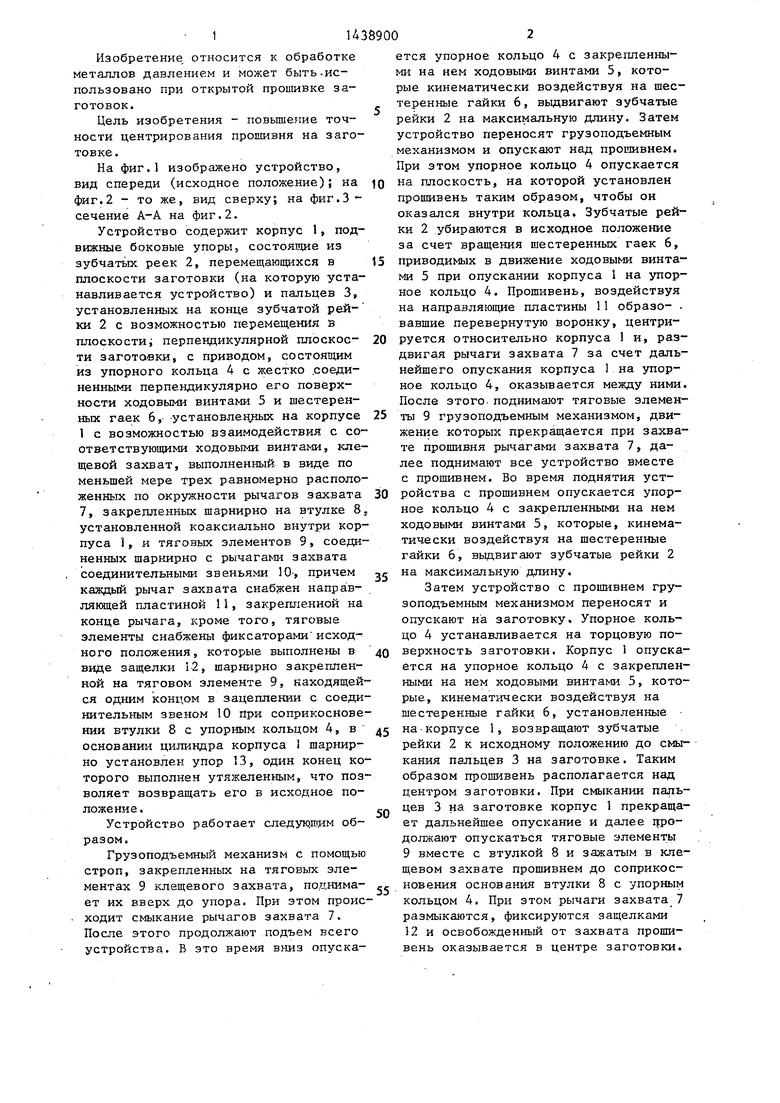
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1346305A1 |
| КОНЦЕВОЙ ЭФФЕКТОР С ШАРНИРНЫМ УЗЛОМ И ПРИВОД ЭНДОСКОПИЧЕСКОГО ХИРУРГИЧЕСКОГО АППАРАТА | 2016 |
|
RU2636853C2 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Устройство для сборки резисторов | 1986 |
|
SU1443034A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| КЛЕЩЕВОЙ ЗАХВАТ | 1967 |
|
SU206063A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при открытой прошивке заготовок. Цель - повьшение точности центрирования прошивня на заготовке. Устройство содержит корпус, подвижные боковые упоры, клещевой захват и втулку, установленную коаксиально внутри корпуса. Привод подвижных боковых упоров выполнен в виде упорного кольца с ходовыми винтами и шестеренных гаек. Гайки установлены в корпусе с возможностью взаимодействия с соответствующими ходовыми винтами. Клещевой захват выполнен в виде по меньшей мере трех равномерно расположенных по окружности рычагов захвата и соответственно тяговых элементов. Последние шарнирно соединены с соответствующими рычагами захвата посредт ством соединительных звеньев. В момент опускания устройства с прошивнем на заготовку ходовые винты воздействуют на шестеренные гайки. В результате боковые упоры располагают устройство с прошивнем над центром заготовки. При этом рычаги захвата размыкаются за счет опускания тяговых элементов. Освобожденньш от захвата прошивень оказывается в центре заготовки. 2 з.п. ф-лы, 3 ил.
из зацепления и рычаги захвата 7 смы- 15 нь1х по окружности рычагов захвата, каются. После этого тяговые элементы шарни рно закрепленных на втулке со 9 упираются в корпус 1, вверх подни- стороны ее внутренней поверхности, мается все устройство. При этом упорное, кольцо Д с ходовыми винтами 5 под
а также тяговых элементов, снабженных фиксаторами исходного положения
действием своего веса остается на месте в то время, как корпус 1 поднимается вверх. Шестеренные гайки 6, кинематически взаимодействуя с ходовыми винта1 и 5, начинают раздвигать зубчатые рейки 2, освобождая заготов- ку. Устройство снимают с заготовки и оно снова .готово к работе.
Устройство обеспечивает высокую точность центрирования прошивня и по- вьппает качество продц-шных заготовок
Формула изобретения
а также тяговых элементов, снабженных фиксаторами исходного положения
и установленных в корпусе, каждый из которых шарнирно соединен с соответствующим ему рычагом захвата посредством соединительного звена.
Фи8.1
-Л
г
Т
t
Фи&2 А-А
| Устройство для центрирования прошивня на поковках | 1980 |
|
SU854538A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
