Изобретение относится к обработке металлов давлением, в частности к устройствам для штамповки тонкостенных полых деталей с внутренним кольцевым фланцем в средней части из трубчатых заготовок в два перехода за один рабочий ход пресса, и может быть использовано в машино-, при- боро- и авиастроении.
Цель изобретения - повышение надежности работы устройства.
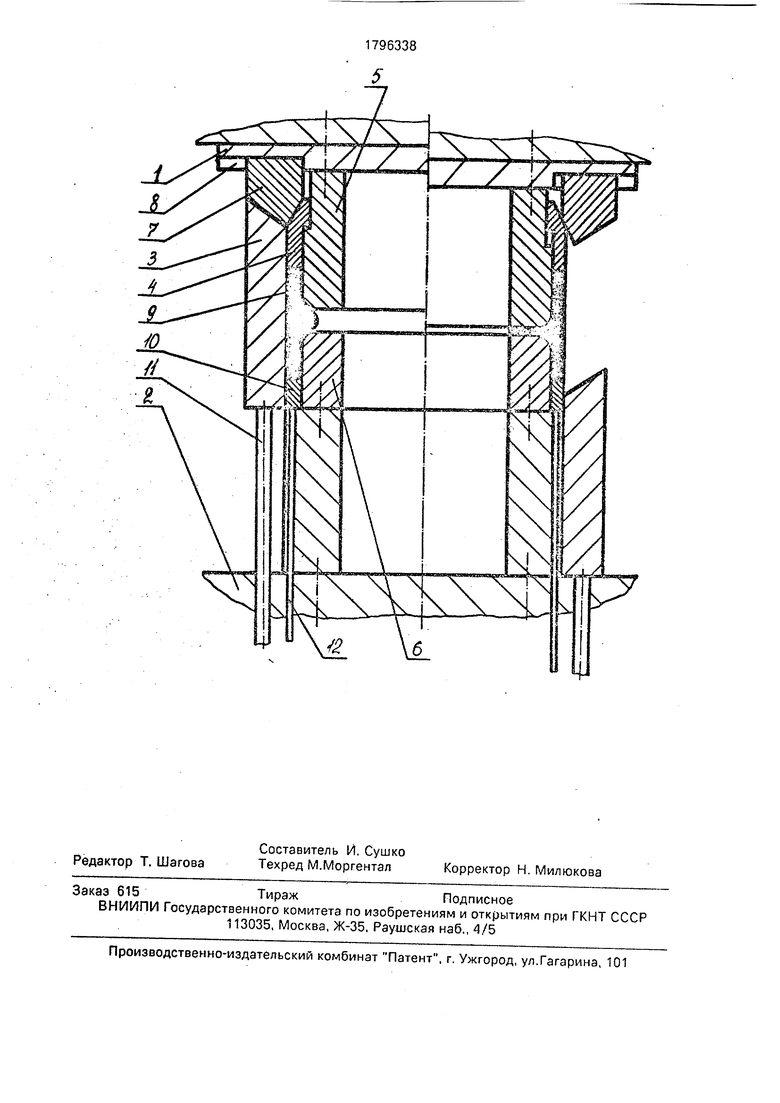
На чертеже представлено предлагаемое устройство.
Устройство содержит подвижную верхнюю 1 и неподвижную нижнюю 2 плиты, трубчатую матрицу 3, силовой привод вертикального перемещения матрицы (на чертеже не показан), связанные с соответствующими плитами верхние подвижные наружный 4 и внутренний 5 и нижний .неподвижный 6 пуансоны, а также
кольцевой многосекционный элемент 7 на боковых поверхностях каждой секции которого выполнены расширяющиеся в сторону верхней плиты конические участки, а секции смонтированы с возможностью радиального возвратно-поступательного перемещения Кольцевой многосекционный элемент 7 установлен на верхней плите 1 в пазах 8 соосно пуансонам с возможностью взаимодействия боковыми поверхностями секций с матрицей 3 и с верхним наружным пуансоном 4. На обращенных друг к другу внутренней поверхности матрицы 3 и внешней поверхности верхнего наружного пуансона 4 со стороны их верхних торцевых поверхностей в зонах контакта с коническими участками кольцевого элемента 7 выполнены скосы ответной им формы.
Устройство работает следующим образом.. .
XJ
О О 00 СО
со
При разомкнутом штампе и опущенной вниз матрице к 3 трубчатую заготовку 9 устанавливают на выталкиватель 10. Затем заготовку устанавливают в матрицу 3 путем подъема последней толкателем 11 до упора в конические участки кольцевого многосекционного элемента 7. При дальнейшем пе- .ремещении матрицы 3 вверх секции кольцевогоэлемента.7 движутся коси штампа до упора в скосы верхнего наружного пуансона 4, который, занимая крайнее нижнее положение, блокирует секции кольцевого элемента 7 от возможности радиального смещения.
В момент окончания подъема матрицы 3 плиту 1 опускают вниз и осуществляют радиальное выдавливание материала заготовки в зазор между торцевыми деформиру- ющими поверхностями верхнего внутреннего 6 и нижнего 6 пуансонов (см. левую часть чертежа). При этом матрица 3 опускается вместе с верхней плитой 1, преодолевая сопротивление привода вертикального перемещения. После достижения заданной высоты детали матрицу 3 отводят вниз, освобождая тем самым секции кольцевого элемента 7, При последующем опускании верхней плиты 1 осуществляют открытую осадку фланца в упомянутом выше зазоре до заданных размеров (см. первую часть чертежа). При этом пуансон 4, отжимающий секции кольцевого элемента 7, остается неподвижным относительно
нижней плиты 2 и, следовательно, относительно стенок детали, полученной на первом переходе. Отштампованная деталь удаляется из штампа связанным с выталкивателем 10.толкателем 12. Устройство для получения кольцевых деталей с внутренним диаметром 90 мм, толщиной стенки 5 мм и имеющих в средней части фланец шириной 15 мм и толщиной 3,5 мм. содержит матрицу
с внутренним диаметром 100,5 мм, толщиной стенки 15 мм и выполненным на ее внутренней поверхности со стороны верхнего торца скосом с углом наклона 35°, верхний наружный пуансон с внутренним
диаметром 90 мм, толщиной стенки 5 мм и выполненным снаружи скосом с углом наклона 55°, силовой гидропривод перемещения матрицы, а также кольцевой 4-х секционный элемент с внутренним диаметром 90 мм, наружным диаметром 130 мм и выполненными на боковых поверхностях секций коническими участками с углами наклона изнутри 55° и снаружи - 35°. Секции кольцевого элемента закреплены на верхней плите при помощи ласточкиного хвоста.
Преимуществом данного устройства перед аналогами является повышенная надежность, достигаемая за счет исключения
какой-либо системы управления последовательностью перемещения рабочих элементов устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
Использование: обработка металлов давлением, технология штамповки полых деталей с внутренним фланцем. Сущность .изобретения: устройство содержит верхнюю и нижнюю плиты, два верхних подвижных пуансона внутренний и наружный и неподвижный нижний пуансон. На верхней подвижной плите установлен кольцевой многосекционный элемент. Секции смонтированы с возможностью радиального возвратно-поступательного перемещения. На боковых поверхностях секций выполнены конические участки. На верхних торцовых поверхностях матрицы и верхнего наружного пуансона выполнены скосы ответной участкам формы. Матрица связана с силовым приводом вертикального перемещения.
Формула изобретения Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок, содержащее подвижную верхнюю и неподвижную нижнюю плиты, трубчатую матрицу, силовой привод вертикального перемещения, а также связанные с соответствующими плитами верхний подвижный наружный и нижний неподвижный пуансоны, отличающееся тем, что, с целью повышения надежности, устройство снабжено внутренним верхним подвижным пуансоном, сопряженным с наружным верхним пуансоном, и кольцевым многосекционным элементом, на боковых поверхностях каждой секции которого выполнены расширяющиеся в сторону верхней плиты
конические участки, а секции смонтированы с возможностью радиального возвратно-поступательного перемещения, при этом упомянутый кольцевой многосекционный элемент установлен на верхней плите соос- но пуансонам с возможностью взаимодействия боковыми поверхностями секций с матрицей и с верхним наружным пуансоном, причем на обращенных друг к другу внутренней поверхности матрицы и внешней поверхности верхнего наружного пуансона со стороны их верхних торцевых поверхнос тей в зонах контакта с коническими участками кольцевого элемента выполнены скосы ответной им формы, а матрица связана с силовым приводом вертикального перемещения.
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
