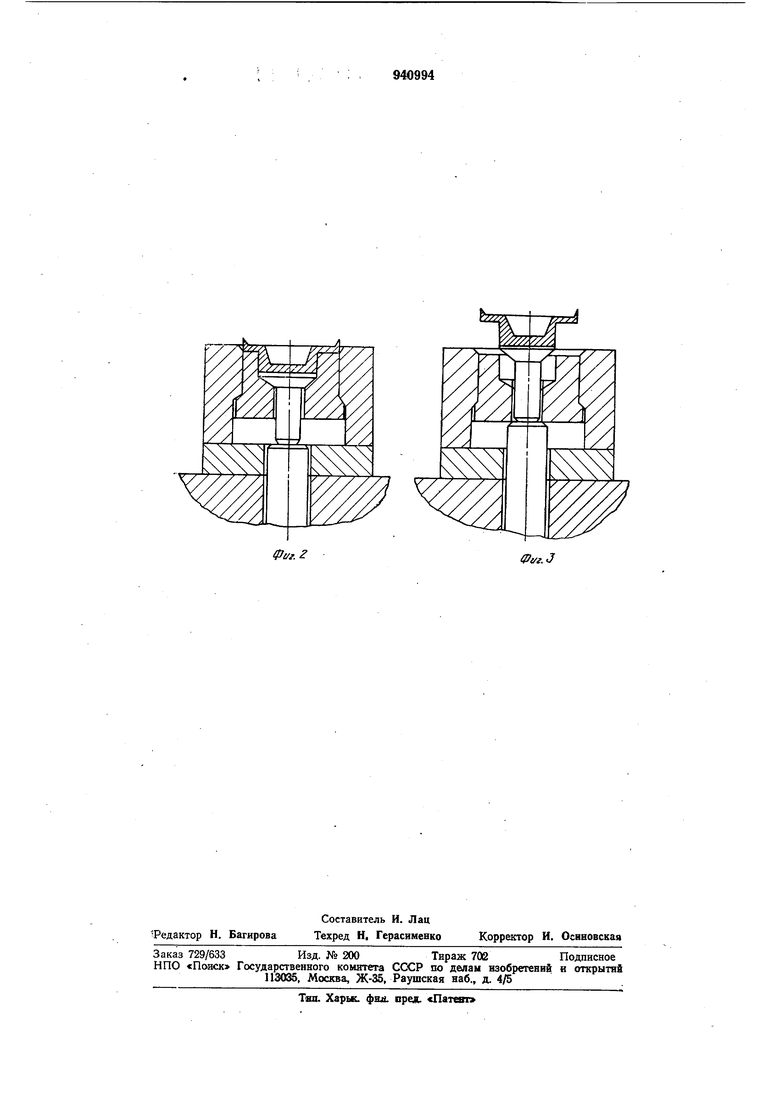
ния ino боковым поверхностям фланца и выдавливаемой части детали. Для того, чтобы деталь выталкивалась без искажения контура фланца, усилие трения по боковой поверхности фланца должно быть меньше, чем усилие трения боковой поверхности выдавливаемой части детали. Это возможно в том случае, если площадь боковой поверхности фланца меньше, чем плошадь боковой поверхности выдавливаемой части детали. При ходе штока выталкиватель 4 действует на деталь 8 и перемешает ее вверх. За счет сил трения вместе с деталью 8 перемещается вверх до упора матрица 3. В этом положении фланец находится над заходным торцом контейнера 2, после чего происходит совместнее неремещение выталкивателя 4 и заготовки 8 до полного удаления последней из матрицы 3.
Эффективность предлагаемой конструкции определяется повышением качества деталей за счет устранения коробления фланца. Это, в свою очередь, исключает последующую операцию правки, проведение которой требует дополнительных затрат на нагрев заготовок, наладку штампов, амортизацию оборудования, в результате чего снижается трудоемкость изготовления деталей. Кроме того, применение донной конструкции при изотермической штамповке позволит освоить широкую номенклатуру деталей с размерами заготовки, максимально приближенными к размерам чистовой детали.
Формула изобретения
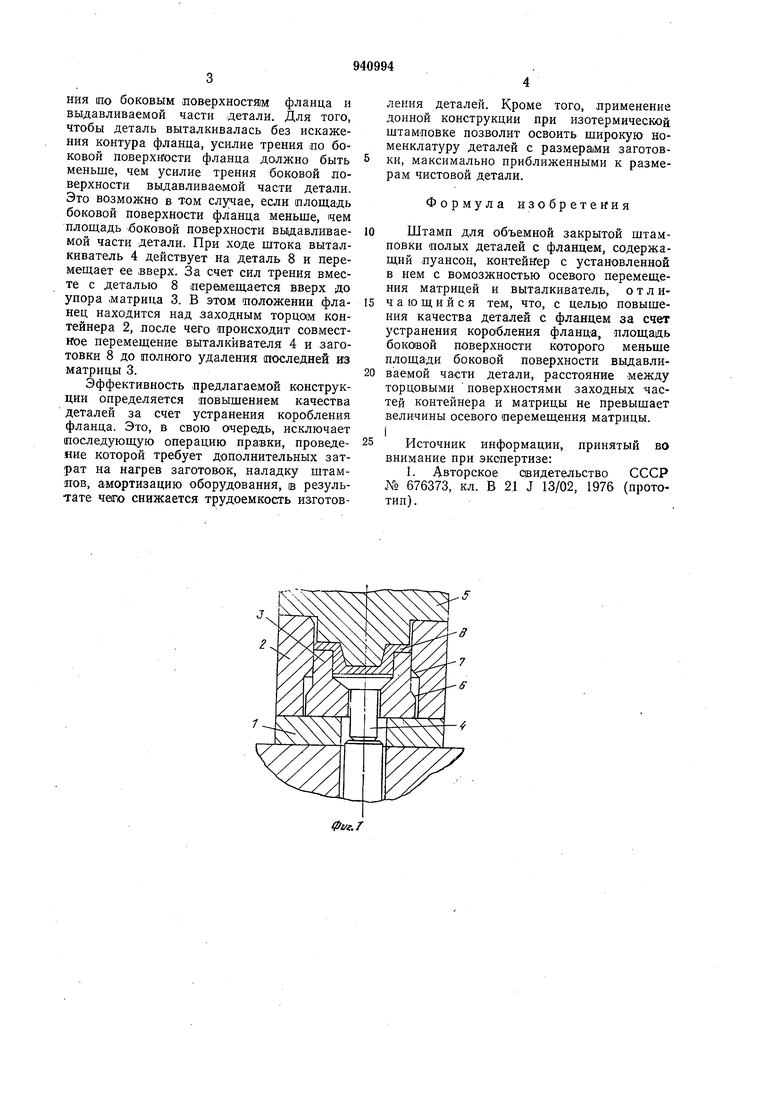
Штамп для объемной закрытой штамповки полых деталей с фланцем, содержащий пуансон, контейнер с установленной в нем с вомозжностью осевого перемещения матрицей и выталкиватель, о т л ичающийся тем, что, с целью повышения качества деталей с фланцем за счет устранения коробления фланца, площадь боковой поверхности которого меньше площади боковой поверхности выдавливаемой части детали, расстояние между торцовыми поверхностями заходных частей контейнера и матрицы не превышает величины осевого перемещения матрицы.
i Источник информации, принятый во
внимание при экспертизе:
1. Авторское свидетельство СССР Л 676373, кл. В 21 J 13/02, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной закрытой штамповки | 1987 |
|
SU1438907A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| Штамп для объемной закрытой штамповки | 1986 |
|
SU1342575A1 |
| Устройство для штамповки деталей | 1982 |
|
SU1082537A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |