17
/J В / ,f
СО
00
со
4 4
}2
Фи&1
изделие на рабочую позицию. В этом положении И 12 фиксируется пpижJiмaми 20 и электродвигателем 16. Рама А с И 12 поворачивается, размещая И 12
в удобном для сварки положения. После сварки И 12 толкающим рычагом 11 снимается с кантователя. 1 з,п.1|г-лы, 4 ил.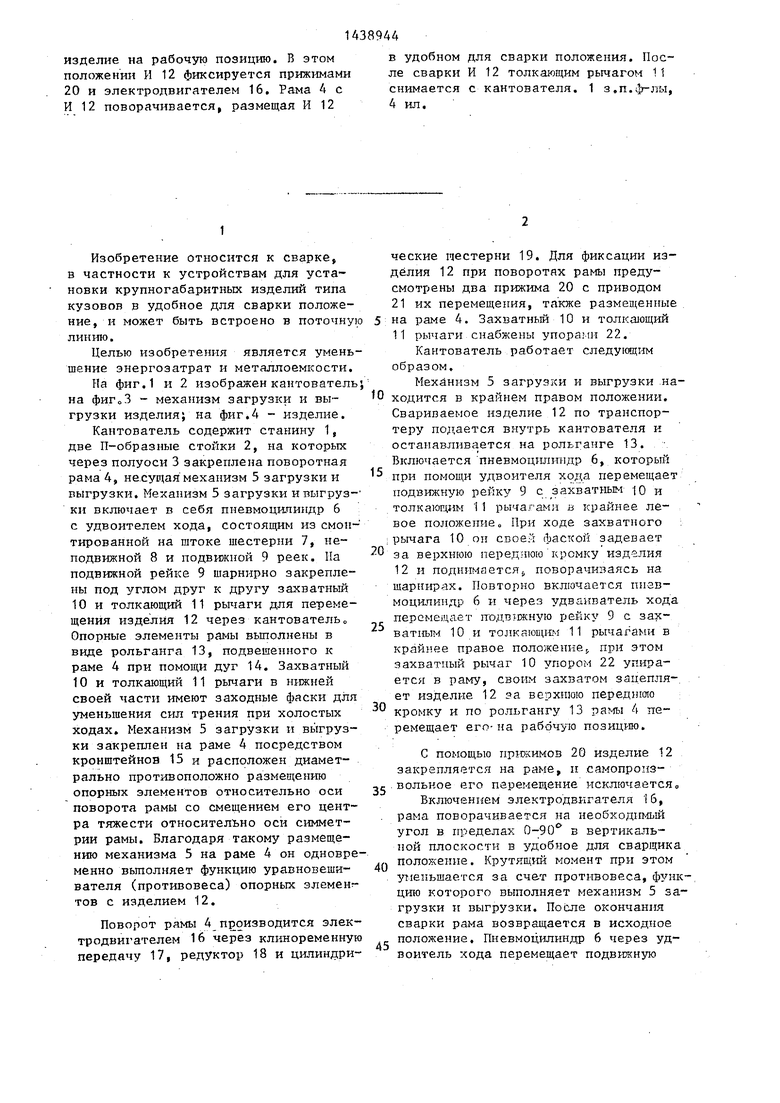

Изобретение относится к сварке, в частности к устройствам для установки крупногабаритных изделий типа кузовов в удобное для сварки положение, и может быть встроено в поточну линию.
Целью изобретения является уменьшение энергозатрат и металлоемкости.
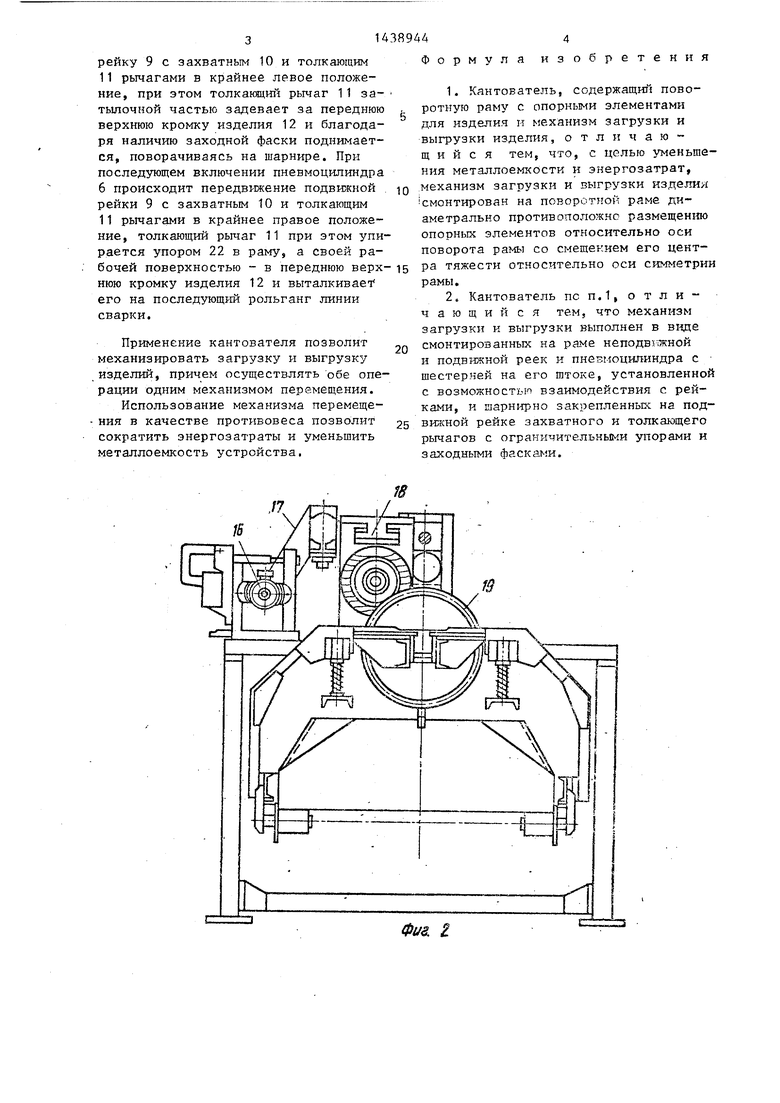
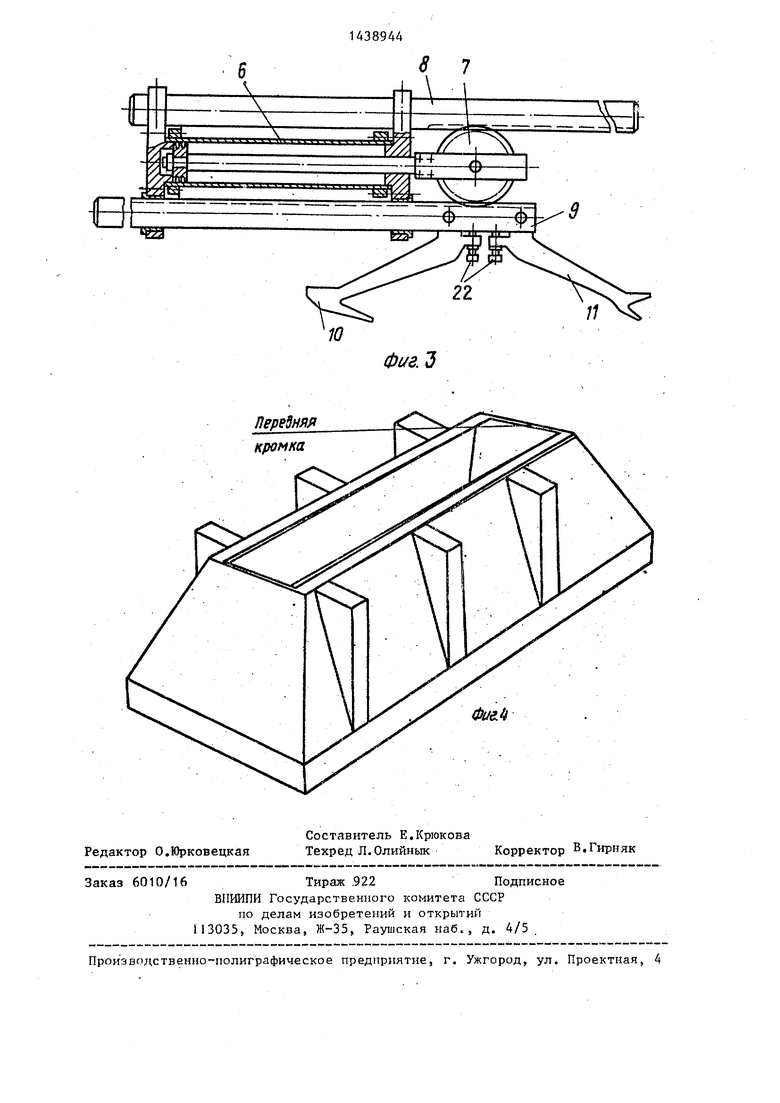
На фиг.1 и 2 изображен кантователь на фиГоЗ - механизм загрузки и выгрузки изделия; на фиг.4 - изделие.
Кантователь содержит станину 1, две П-образные стойки 2, на которых через полуоси 3 закреплена поворотная рама 4, несущая механизм 5 загрузки и выгрузки. Механизм 5 загрузки ивыгрузки включает в себя пневмоцкпиндр 6 с удвоителем хода, состоящим из смонтированной на штоке шестерни 7, неподвижной 8 и подвижной 9 реек. На подвижной рейке 9 шарнирно закреплены под углом друг к другу захватный 10 и толкающий 11 рычаги для перемещения изделия 12 через кантователь о Опорные элементы рамы выполнены в виде рольганга 13, подвешенного к раме 4 при помощи дуг 14. Захватный 10 и толкающий 11 рычаги в нижней своей части имеют заходные фаски для уменьшения сил трения при холостых ходах. Механизм 5 загрузки и выгрузки закреплен на раме 4 посредством кронштейнов 15 и расположен диаметрально противоположно размещению опорных элементов относительно оси поворота рамы со смещением его центра тяжести относительно оси симметрии рамы. Благодаря такому размещению механизма 5 на раме 4 он одновременно вьтолняет функцию уравновеши- вателя (противовеса) опорньк элементов с изделием 12.
Поворот рамы 4 производится электродвигателем 16 через клиноременную передачу 17, редуктор 18 и цилиндрические пестерни 19. Для фиксации изелия 12 при поворотах рамы предусмотрены два прижима 20 с приводом 21 их перемещения, также размещенные на раме 4. Захватньй 10 и толкающий 11 рычаги снабжены упорами 22.
Кантователь работает следукнцим образом.
Механизм 5 загрузки и выгрузки ,на
одится в крайнем правом положении. Свариваемое изделие 12 по транспортеру подается внутрь кантователя и останавливается на рольганге 13. Включается пневмощшиидр 6, который при помощи удвоителя хода перемещает подвижную рейку 9 с захватным ю и толкающим 11 pычaгa и в крайнее левое положение При ходе захватного : рычага 10 он своей фаской задевает за верхнюю переднюю кромку изделия
12 и поднимаетсяJ поворачиваясь на шарнирах. Повторно включается пиав- моцилиндр 6 и через удваиватель хода перемещает подвижную рейку 9 с захватным 10 и толкающю 11 рычагами в крайнее правое положепнВ;. при этом захватный рычаг 10 упором 22 упирается в раму, своим захватом зацепля-. ет изделие 12 за верхнюю переднюю кромку и по рольгангу 13 рамы 4 перемещает его-на рабочую позицию.
С помощью прюкимов 20 изделие 12 закрепляется на раме, п самопроиз- вольное его перемесАвние исключается,,
Включением электродвигателя 16, рама поворачивается на необходт-шй угол в пределах 0-90 в вертикальной плоскости в удобное для сварщика
40
45
положение. Крутящий момент при этом уменьшается за сче-т противовеса, функцию которого выполняет механизм 5 загрузки и выгрузки. После окончания сварки рама возвращается в исходное положение. Пневмоцилиндр 6 через удвоитель хода перемещает подвижнзпо
рейку 9 с захватным 10 и толкающим 11 рычагами в крайнее левое положение, при этом толкакяций рычаг 1 1 за- тылочной частью задевает за переднюю верхнюю кромку изделия 12 и благодаря наличию заходной фаски поднимается, поворачиваясь на шарнире. При последующем включении пневмоцилиндра 6 происходит передвижение подвижной ю рейки 9 с захватным 10 и толкающим 11 рычагами в крайнее правое положение, толкающий рычаг 11 при этом упирается упором 22 в раму, а своей раФормула
изобретения
нюю кромку изделия 12 и выталкивает его на последующий рольганг линии сварки.
Применение кантователя позволит механизировать загрузку и выгрузку изделий, причем осуществлять обе операции одним механизмом перемещения.
Использование механизма перемеще- ния в качестве противовеса позволит сократить энергозатраты и уменьшить металлоемкость устройства.
рамы,
20 смонтированных на раме неподвижной и подвижной реек и пневмоцилиндра с шестерней на его штоке, установленной с возможностью взаимодействия с рейками, и шарнирно закрепленных на под25 вижной рейке захватного и толкающего рычагов с ограничительными упорами и заходными фасками.
/Is.
/
ГЩ
ормула
изобретения
смонтированных на раме неподвижной и подвижной реек и пневмоцилиндра с шестерней на его штоке, установленной с возможностью взаимодействия с рейками, и шарнирно закрепленных на подвижной рейке захватного и толкающего рычагов с ограничительными упорами и заходными фасками.
0i/s. г
ПервЗняя кромка
Фиг. J
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
