(Л
J
03 00
со
Oiii
о
останаапнвается, а шток 6 продолжает двигаться, преодолевая сопротивление пружины 10. При этом шарнирные узлы тяг 12, находящиеся в пазах 18, перемещаясь радиально, выдвигают из обоймы подпружиненные распорные кулачки 13. Происходит центрирование детали. При соприкосновении кулачков 13 с поверхностью детали усилие силового цилиндра 5 через тяги 12, втулХу 8 и
1438946
тяги 17 передается зажимным кулачкам 16, которые окончательно зажимают деталь. После сборки устройство возвращают в исходное положение в обратном порядке. Конструкция устройства позволяет обеспечить точное центрирование детали даже при отклонении от номинального диаметра отверстия. 1 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Зажимное приспособление для сборки под сварку | 1978 |
|
SU766799A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Устройство для сборки деталей | 1977 |
|
SU709310A1 |
| Устройство для сборки изделий под сварку | 1978 |
|
SU963774A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
Изобретение относится к сварке, в частности к оборудованию длл сборки под сварку преимл щественно деталей с отверстиями „ Цель - повьппение точности центрирования детали, С помощью силового цили1щра 4 обойма 3 подается вперед до упора. На обойму устанавливается деталь 21 При перемещении штока 6 цилиндра 5 влево зажимные кулачки 16 поворачиваются до соприкосновения с деталью. Втулка 8 смонтированная на штоке 6 подвижно,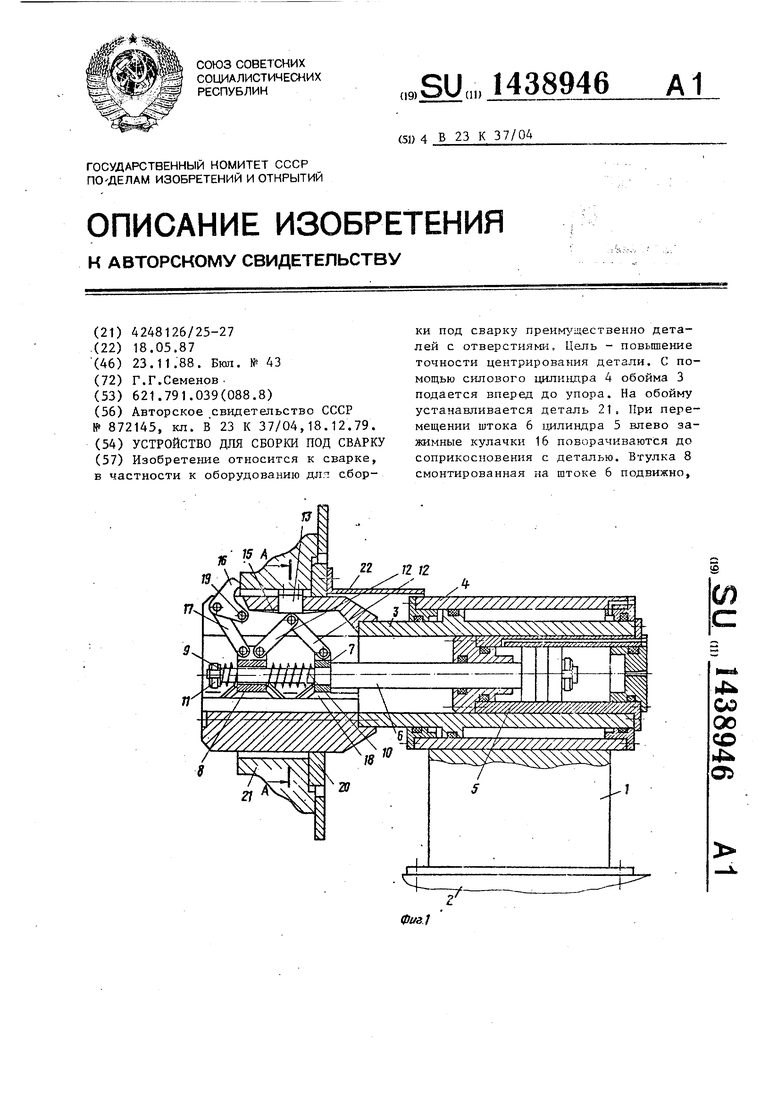
Изобретение относится к области сварки, в частности к оборудованию для проведения сборочно-сварочных работ, и может быть использовано для сборки под сварку преимущественно деталей с отверстиями.
Цепь изобретения - повышение точности центрирования детали.
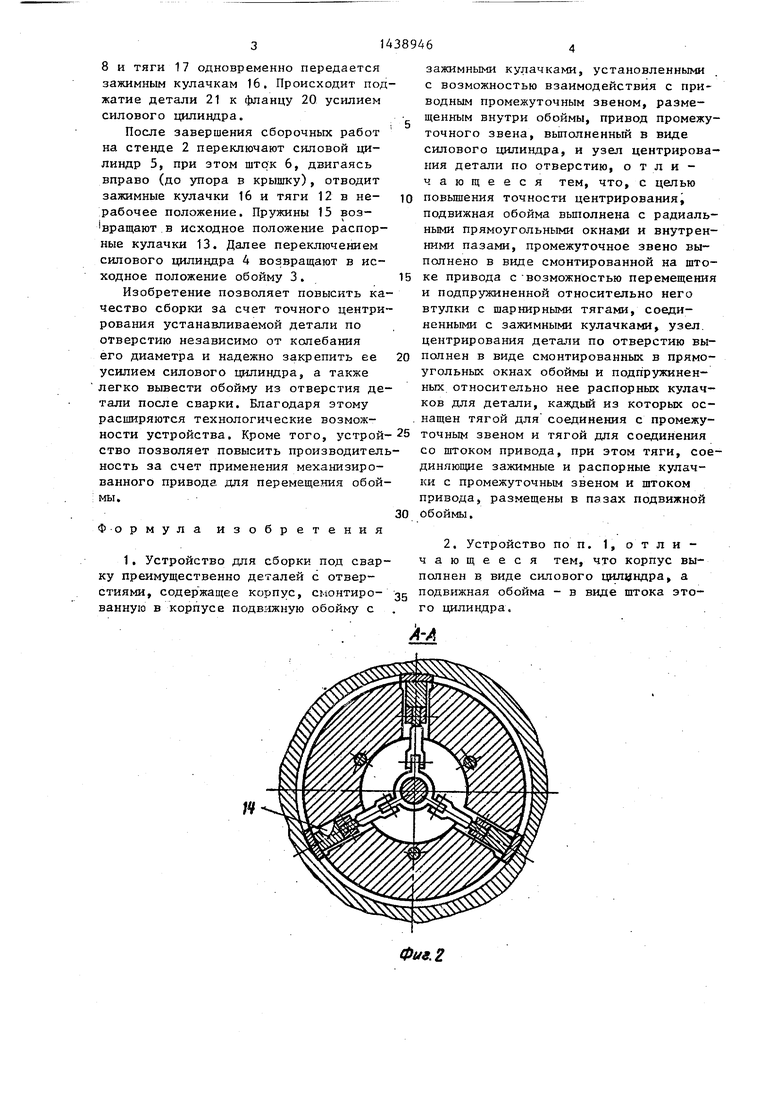
Па-фиг. 1 изображена устрор1ство в рабочем положении, общий вид; на фиг. 2 - разрез А-А на фиг, 1.
Устройство для сборки под сварку содержит корпус 1, который закреплен на сборочном сте1ще 2 и снабжен подвижной обоймой 3, являющейся штоком силового циливдра 4, закрепленного на корпусе.
Устройство содержит узел центрирования детали по отверстию, который выполнен следующим образом. В хвостовую часть обоймы 3 встроен силовой цилиндр 5 со штоком 6, на конце которого смонтированы неподвижная 7 и подвижная 8 втулки с тремя равнорас- положенными по их окружности ушками, пружина 9 и пружина 10, удерживаемые гайкой 11. С ушками втулок 7 и 8 шар- }Ирно соединены тяги 12, взаимодействующие с распорными кулачками 13, установленными в радиальных прямоугольных окнах 14 и подпружиненными пластинчатыми пружинами 15, закрепленными на кулачках 13, и зажимными кулачка - 16, кинематически- соединенными с ними через подвижную втулку 8 и тяги 17.
Шарнирные узлы тяг 12 и зажимные кулачки 16 размещены во внутр енних пазах 18, выполненных в головной части обоймь. Зажимные кулачки 16 закреплены в пазах обоймы с помощью осей 19. На обойме 3 закреплен ijxaa- нец 20, служащий упсром для устанавливаемой детали 21. Для предохране- ., ния обоймы от сварочных брызг на фланце 20 закреплен кожух 22.
Устройство работает следующем образом.
0 С помощью силового 1ЩЛИ1Здра 4 обойма 3 подается вперед до упора, обеспечивая один из установочных размеров детали 21. Деталь 21 устанавливается на обойму 3 до упора ее во флан5 це 20. При подаче давления в правую полость гщлиндра 5 шток 6 перемещается влево, обеспечивая поворот зажимных кулачков 16 посредством втулки 8 и тяг 17. При этом втулка 8, установленная между пружинами 9 и 10, остается неподвижной относительно штока 6, а тяги 12 свободно перемещаются по пазам 18, не взаимодействуя с распорными кулачками,13 (расстояние между втулками подобрано с расчетом наличия небольшого зазора между тягами 12 и распорны№1 кулачками). Посяе соприкосновения зажимных кулачков 16 с деталью 21 втулка 8 останавливается, а шток 6 продолжает двигаться, преодолевая сопротивление пружины 10. При этом шарнирные узлы тяг 12, находящиеся в пазах 18, перемещаясь радиально, вьщвигают из обоймы подпружинен5 ные распорные кулачки 13. Происходит центрирование детали.21. При соприкосновении распорных кулачков 13 с поверхностью детали 21 усилие силового цилиндра 5 через тяги 12, втулку
0
5
0
8 и тяги 17 одновременно передается зажимным кулачкам 16, Происходит под жатие детали 21 к фланцу 20 усилием силового цилиндра.
После завершения сборочных работ на стенде 2 переключают силовой цилиндр 5, при этом шток 6, двигаясь вправо (до упора в крышку), отводит зажимные кулачки 16 и тяги 12 в нерабочее положение. Пружины 15 воз- Iвращают в исходное положение распорные кулачки 13. Далее переключением силового цилиндра 4 возвращают в исходное положение обойму 3.
Изобретение позволяет повысить качество сборки за счет точного центрирования устанавливаемой детали по отверстию независимо от колебания его диаметра и надежно закрепить ее усилием силового цилиндра, а также легко вывести обойму из отверстия детали после сварки. Благодаря этому расширяются технологические возможподвижная обойма вьшолнена с радиальными прямоугольными окнами и внутренними пазами, промежуточное звено выполнено в виде смонтированной на што15 ке привода с-возможностью перемещения и подпружиненной относительно него втулки с шарнирными тягами, соединенными с зажимными кулачками, узел, центрирования детали по отверстию вы20 полнен в виде смонтированных в прямоугольных окнах обоймы и подпружиненных относительно нее распорных кулачков для детали, каждый из которых ос- . нащен тягой для соединения с промежуности устройства. Кроме того, устрой-25 точньц звеном и тягой для соединения
ство позволяет повысить производительность за счет применения механизированного привода для перемещения обоймы.
Формула изобретения
зажимньши кулачками, установленными с возможностью взаимодействия с приводным промежуточным звеном, размещенным внутри обоймы, привод промежуточного звена, выполненный в виде силового цилиндра, и узел центрирования детали по отверстию, отличающееся тем, что, с целью
повьшения точности центрирования,
подвижная обойма вьшолнена с радиальными прямоугольными окнами и внутренними пазами, промежуточное звено выполнено в виде смонтированной на штоке привода с-возможностью перемещения и подпружиненной относительно него втулки с шарнирными тягами, соединенными с зажимными кулачками, узел, центрирования детали по отверстию выполнен в виде смонтированных в прямоугольных окнах обоймы и подпружиненных относительно нее распорных кулачков для детали, каждый из которых ос- нащен тягой для соединения с промежусо штоком привода, при этом тяги, содиняющие зажимные и распорные кулачки с промежуточным звеном и штоком привода, размещены в пазах подвижной обоймы.
| Зажимное устройство | 1979 |
|
SU872145A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
