1
Изобретение относится к области механосборочного производства, в частности к устройствам для установки и зачеканки деталей типа дисков в отверстие другой детали, и может быть применено в автоматических поточных линиях и сборочных стендах.
Известен автомат для запрессовки деталей типа вал-втулка, снабженный механизмом подачи штифтов, выполненным в виде конической передачи, связанной через реечную передачу и тягу со штоком подвижного силового цилиндра, и упора, закрепленного на станине. При этом на одной из конических шестерен выполнено гнездо под запрессовываемый штифт и паз, в котором расположен конец упора, а рейка выполнена подпружиненной. Автомат содержит также зажимную штангу с закрепленным на по оси запрессовки фиксатором, взаимодействуюшим через рычаг с концевым вык 1ючателем, при этом один конец штока жестко связан с корпусом подвижного силового цилиндра, а другой - со штоком силового цилиндра головки через подвижно установленную на штоке вилку 1.
Известен также автомат для запрессовыванил втулки, содержащий соосно закрепленные на станине один против другого силовые цилиндры и размещенные между ними жесткие головки, в которых концентрично установлены держатели и пуансоны, соединенные со штоками силовых цилиндров. Один из пуансонов снабжен направляющей иглой, проходящей через отверстие запрессовываемой втулки, а второй выполнен с отверс- ием для захода направляющей иглы 2,
Недостатком этих автоматов является то, что при запрессовке деталей типа дисков из-за отсутствия надежного центрирования диска при перемещении его к отверстию сопрягаемой детали и в момент установки диска в это отверстие диск теряет ориентацию относительно отверстия, что приводит к заклиниванию деталей и сбою автоматического цикла.
Целью изобретения является обеспечение центрирования собираемых деталей типа диск-втулка.
Эта цель достигается за счет того, что предлагаемое устройство снабжено подпружиненными к головкам траверсами, установленными каждая на направляющих головки со стороны силового цилиндра, а также смонтированным в одной из траверс по оси пуансона подпружиненным толкателем, при этом держатели и пуансоны установлены с возможностью осевого относительного перемещения, а пуансоны связаны один - с траверсой, а другой - с толкателем.
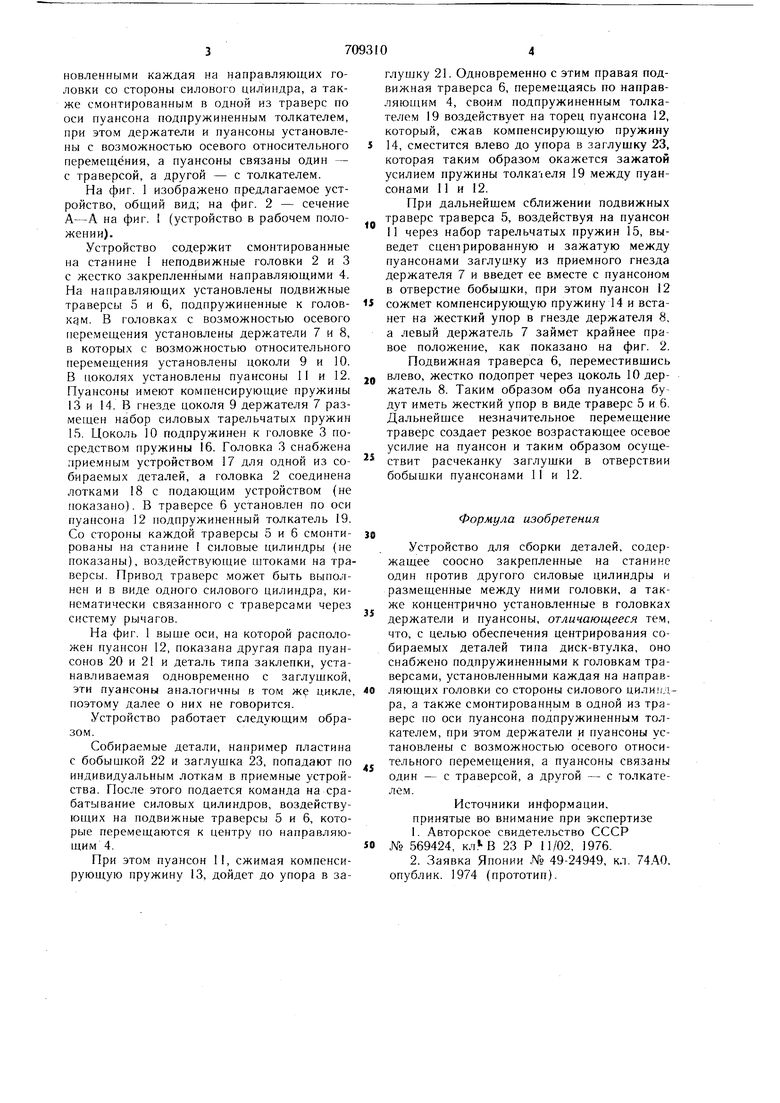
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. (устройство в рабочем положении).
Устройство содержит смонтированные на станине 1 неподвижные головки 2 и 3 с жестко закрепленными направляющими 4. На направляющих установлены подвижные траверсы 5 и 6, подпружиненные к головкам. В головках с воз.можностью осевого перемещения установлены держатели 7 и 8, в которых с возможностью относительного перемещения установлены цоколи 9 и 10. В поколях установлены пуансоны 11 и 12. Пуансоны имеют компенсирующие пружины 13 и 14. В гнезде цоколя 9 держателя 7 размещен набор силовых тарельчатых пружин 15. Цоколь 10 подпружинен к головке 3 посредством пружины 16. Головка 3 снабжена лрие.мным устройством 17 для одной из собираемых деталей, а головка 2 соединена лотками 18 с подающим устройством (не показано). В траверсе 6 установ.лен по оси пуансона 12 подпружиненный толкатель 19. Со стороны каждой траверсы 5 и 6 смонтированы на станине 1 силовые цилиндры (не показаны), воздействующие штоками на траверсы. Привод траверс может быть выполнен и в виде одного силового цилиндра, кинематически связанного с траверсами через систему рычагов.
На фиг. 1 выще оси, на которой расположен пуансон 12, показана другая пара пуансонов 20 и 21 и деталь типа заклепки, устанавливаемая одновременно с заглущкой, эти пуансоны аналогичны в том ж цикле, поэтому далее о них не говорится.
Устройство работает следующи.м образом.
Собираемые детали, например пластина с бобыщкой 22 и заглущка 23, попадают по индивидуальным лоткам в приемные устройства. После этого подается команда на срабатывание силовых цилиндров, воздействующих на подвижные траверсы 5 и б, которые перемещаются к центру по направляющим 4.
При этом пуансон 11, сжимая ко.мпенсирующую пружину 13, дойдет до упора в заглущку 21. Одновременно с этим правая подвижная траверса 6, перемещаясь по направляющим 4, своим подпружиненным толкателем 19 воздействует на торец пуансона 12, который, сжав компенсирующую пружину
14, сместится влево до упора в заглущку 23, которая таким образом окажется зажатой усилием пружины толка-1еля 19 между пуансонами 1 и 12.
При дальнейшем сближении подвижных траверс траверса 5, воздействуя на пуансон II через набор тарельчатых пружин 15, выведет сцентрированную и зажатую между пуансонами заглушку из приемного гнезда держателя 7 и введет ее вместе с пуансоном в отверстие бобыщки, при этом пуансон 12
сожмет компенсирующую пружину 14 и встанет на жесткий упор в гнезде держателя 8, а левый держатель 7 займет крайнее правое положение, как показано на фиг. 2. Подвижная траверса 6, переместившись
0 влево, жестко подопрет через цоколь 10 держатель 8. Таким образом оба пуансона будут иметь жесткий упор в виде траверс 5 и 6. Дальнейшее незначительное перемещение траверс создает резкое возрастающее осевое усилие на пуансон и таким образом осуществит расчеканку заглушки в отверствии бобышки пуансонами 11 и 12.
Формула изобретения
Устройство для сборки деталей, содержащее соосно закрепленные на станине один против другого силовые цилиндры и размещенные между ними головки, а также концентрично установленные в головках держатели и пуансоны, отличающееся тем, что, с целью обеспечения центрирования собираемых деталей типа диск-втулка, оно снабжено подпружиненными к головкам траверсами, установленными каждая на направЛЯЮЩИХ головки со стороны силового ра, а также смонтированны.м в одной из траверс по оси пуансона подпружиненным толкателем, при этом держатели и пуансоны установлены с возможностью осевого относительного перемещения, а пуансоны связаны один - с траверсой, а другой - с толкателе.м.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 569424, кл.ЬВ 23 Р 11/02, 1976.
2.Заявка Японии .Nb 49-24949, кл. 74АО. опублик. 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для запрессовки деталей типа вал-втулка | 1976 |
|
SU569424A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| АВТОМАТИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ | 1973 |
|
SU399340A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| АВТОМАТ ДЛЯ ЗАПРЕССОВКИ ТРУБОК В КАРКАС ТЕПЛООБМЕННИКА | 1986 |
|
SU1401780A1 |

