сл
4
оо
00
со -ч
;
механизм запрессовки в виде втулки А с внутренней резьбовой поверхностью, в которой установлен польш винт 7 с маховиком 8. На конце полого винта размещена обойма 9, подпружиненная посредством пружины растяжения 10. В полости винта установлен резьбовой стержень 11, контактирующий со штырем 13, На штыре имеется датчик усилия 14. Соосно с механизма запрессовки в основании смонтирован регулируемый упор в виде вспомогательного полого винта 17, датчика линейного перемещения 18 и подпружиненного стерж8947
ня 19. После закрепления охватывающей детали 23 в нее устанавливают oxвaть - в аемую деталь 24, к которой подводят обойму 9. Вращением маховика 12 перемещают резьбовой стержень 11 и захватывают обоймой деталь 24, Затем вращением маховика 8 осуществляют винтовую запрессовку охватывающей детали 23. Наличие в устройстве датчиков усилия и линейного перемещения, а также регулируемого упора позволяет контролировать процесс запрессовки, что способствует повыщению качества сборки. 3 з.п. ф-лы. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1988 |
|
SU1541002A1 |
| Устройство для заправки цилиндрической детали в неметаллическую втулку | 1986 |
|
SU1323323A1 |
| Сборочный пресс | 1985 |
|
SU1269964A1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| НАСОС ДЛЯ ПЕРЕКАЧИВАНИЯ ЖИДКОСТИ | 1997 |
|
RU2133380C1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1808646A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Способ сборки с натягом соединения деталей типа вал-втулка и устройство для его осуществления | 1984 |
|
SU1189636A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
Изобретение относится к-механо- сборочному производству, в частности к устройствам для сборки запрессовкой, конических соединений. Цель - повышение качества сборки. Устройство содержит смонтированньш на основании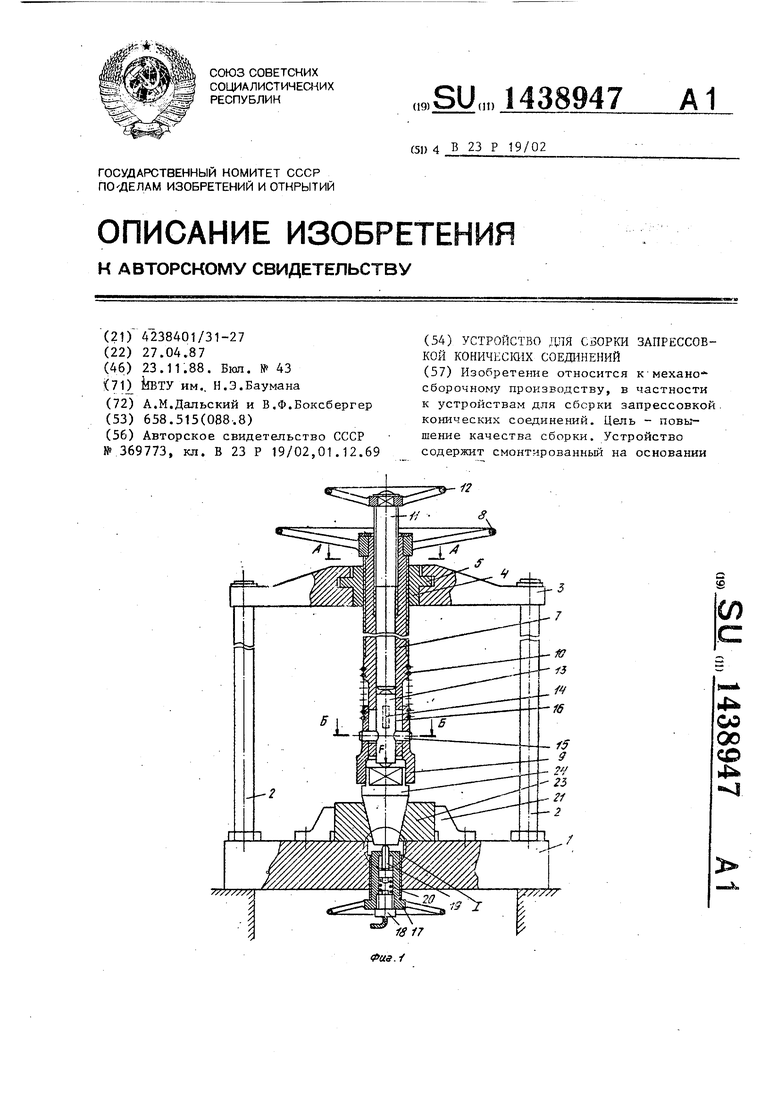
Изобретение относится к машиностроению, в частности к оборудованию для сборки конических соединений с натягом.
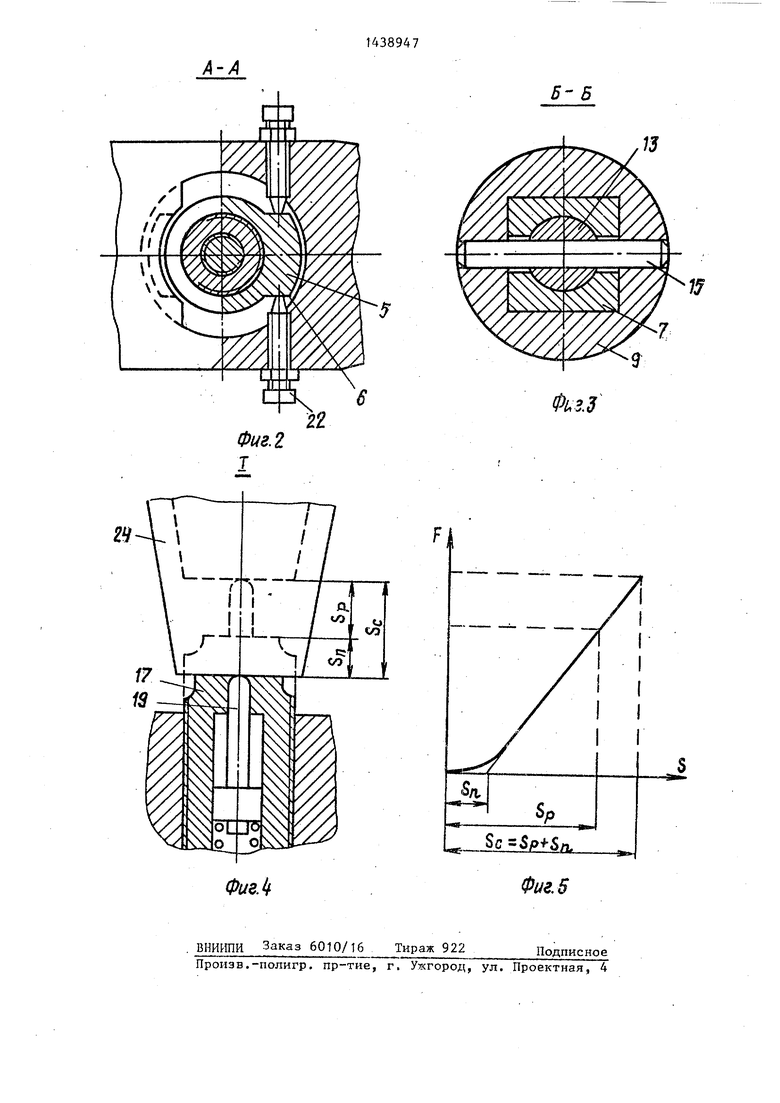
Целью изобретения является повьпие ние качества сборки за счет обеспечения контроля усилия и глубины запрессовки, исключения влияния отклонений размеров сопрягаемых поверхностей на осевое перемещение деталей. На фиг. 1 изображено устройство для сборки запрессовкой конических соединений, общий вид на фиг, 2 - разрез А-А на фиг. Ij на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг, 1; на фиг. 5 - график зависимости осевой силы от осевого перемещения.
Устройство содержит основание 1 СО стойками 2, на которых закреплена траверса 3. В отверстии траверсы 3 установлена втулка 4 с внутренней резьбовой поверхностью и кольцевым буртом 5 на наружной боковой поверхности, имеющим диаметрально противоположно расположенные лыски 6, Отверстие в траверсе под втулку имеет кольцевую проточку для размещения кольцевого бурта 5 и пазы, соответствующие по форме кольцевому бурту.
В резьбовую втулку 4 помещен полый винт 7 с маховиком 8 и захватом запрессовываемой охватываемой детали выполненш м в виде обоймы 9, оснащеной средством фиксации относительно
5
0
5
0
5
охватываемой детали и подпружиненной в осевом направлении пружиной 10 растяжения. Внутри полого винта 7 установлен резьбовой стержень 11 с маховиком 12, контактирующим своим торцом со штырем 13, который снабжен датчиком 14 усилия. Штырь 13 жестко соединен с обо11мой 9 шсредством штифта
15,проходящего через продольные пазы
16,выполненпые в полом винте 7. В нижнюю часть основания соосно с полым винтом 7 установлен регулируемьш упор в виде вспомогательного полого винта
17,закрепленного посредством само- тормоз}пдей резьбы. В полости винта 17 -неподвижно установлен датчик 18 линейного перемещения и размещен подвижный в осевом направлении стержень 19, подпружиненный пружиной 20.
Кроме того, на основании смонтировано приспособление 21 для крепления охватьгоающей детали, а для фиксации втулки 4 предусмотрены резьбовые крепежные элементы 22.
Устройство работает следующим образом.
На основание 1 устанавливают охватывающую деталь 23 и закрепляют ее посредством приспособления 21. В охватывающую деталь 23 устанавливают охватываемую деталь 24 с конической наружной поверхностью. Вращением вспомогательного полого ринта 17 по показанию датчика 18 линейного перемещения устанавливают расчетную величину
осевого перемещения Sp. Bpauian маховик 8, подводят обойму 9 к охвятывае- мой детали 24. Затем вращением маховика 12 перемещают резьбовой стер- жень 11, который воздействует на штырь 13, перемеп(ающнй обойму 9, что сопровождается растяжением пружины 10. Вращение маховика 12 осуществляют до упора штыря 13 в охватываемую деталь 24, и захвата ее обоймой 9. Продолжая вращать маховик 12, начинают нагружать соединение малыми усилиями и, контролируя осевую силу покамогательного полого винта, в котором установлены подпружи;тенный в осевом направленпм С гр.ржень и згакреплен датчик линейного перьмещения, захват вьшолнен }3 обоймы со средством фиксащ-п ее относительно охватываемой детали, расположенной на основном полом винте и подпр : ;:1ненной в рсевом направлении посредством пружины растяжения, а также штыря с датчиком усилия, жестко связанным с обой мой и установленные в папости винта с возможностью контакта своим торцом с торцом сплошного викта.
2, Устройство по п, 1, чающееся тем, что штыря с обоймой выполнена
о т л связь в вид е
занием датчика 14 усилия,а осевое пе- 15 прессовки и вьптолненным в виде вспо- ремещение - показанием датчика 18 линейного перемещения, строят график зависимости oceBopi силы от осевого перемещения (фиг. 5).
В начальный момент график нели 20 нейный из-за дискретного контакта сопрягаемых поверхностей, вызванного наличием микро- и макрооткломений. С увеличением нагрузки зависимость становится линейной. После этого 25 линейный участок на графике продолжают до пересечения с осью абсцисс и определяют поправочное осевое перемещение S.,. Яатем отвинчивают вспомогательный виит 17 на величину S 30
(т.. е. к текущему показанию датчика 2. УСТРОЙСТВО по п. 1, о т л и - 18 добавляют величину Sp). После этого вращением маховика 8 производят винтовую запрессовку детали 24 в охватьшающую деталь 23 до упора во вспомогательный винт- (7.
Вращением маховика 12 освоболхда- ют штырь 13, который вместе с обой- мой 9 под действием 10 рястя- жения возвращается в исходное положение и освобождает охватываемую деталь 24.
Если требуется произвести винтовую запрессовку с другим шагом, отвинчивают резьбовые крепежные элементы 22, 45 поворачивают втулку 4 на 90 так, что кольцевой бурт 5 совмещается с пазами траверсы 3, удаляю : втулку 4 вместе с сопряженмыьш с ней деталями и устанавливают на траверсу 3 другой комплект с требуемым шагом винтовой нарезки.
40
штифта, расположепного перцендикуляр- 2g но штырю с закреттленного своей центральной частью в штыре, а концами - в обойме, при этом основной полый винт выполнен с диa eтpaлы o противоположно pacnonom eiiHbiNin пpoдoльны 0i пазами, а штыри установлены в последних.
Формула изс1бретения
приспособлеиие для креиленля охватывающей детали и запрессовки включающий расположенную в отверстии основания втулку с внутренней резьбовой поверхностью, в которой установлены полый винт и размещенный в его полости резьбовой стержень, связанные с захватом ,цля запрессовываемой охватываемой детали, отличающееся тем, что, ния качества сборки, регулируемым упором, в основании соосно с
с цс лью повьпие- опо снабжено установле1 ным механизмом замогательного полого винта, в котором установлены подпружи;тенный в осевом направленпм С гр.ржень и згакреплен датчик линейного перьмещения, захват вьшолнен }3 обоймы со средством фиксащ-п ее относительно охватываемой детали, расположенной на основном полом винте и подпр : ;:1ненной в рсевом направлении посредством пружины растяжения, а также штыря с датчиком усилия, жестко связанным с обомой и установленные в папости винта с возможностью контакта своим торцом с торцом сплошного викта.
прессовки и вьптолненным в виде вспо-
Устройство по п, 1, щееся тем, что с обоймой выполнена
о т л связь в вид е
УСТРОЙСТВО по п. 1, о т л и
штифта, расположепного перцендикуляр- но штырю с закреттленного своей центральной частью в штыре, а концами - в обойме, при этом основной полый винт выполнен с диa eтpaлы o противоположно pacnonom eiiHbiNin пpoдoльны 0i пазами, а штыри установлены в последних.
Б- Б
13
Ф1.3.3
| Устройство для монтажа и демонтажа прессовых соединений | 1969 |
|
SU369773A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
