ен с выступом, взаимодействующим с итниковой плитой, и размещенным в итниковой плите подпружиненным иксатором,а на направляющей коонке выполнена кольцеваяпроточка под фиксатор.
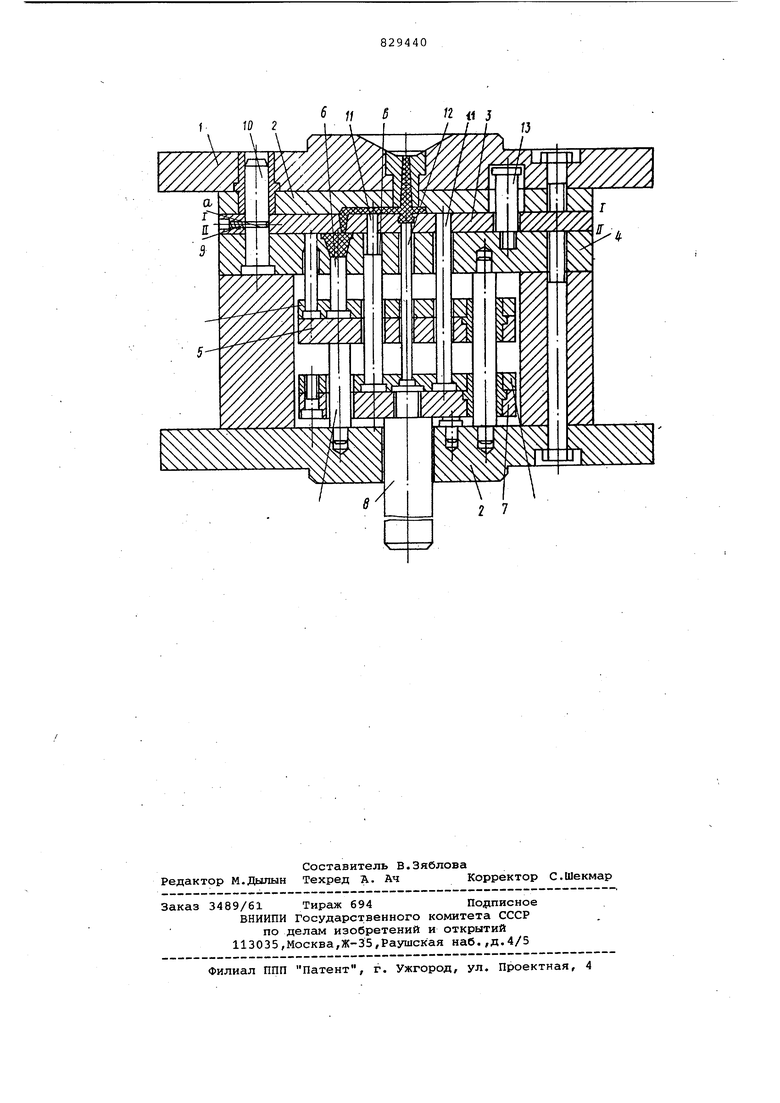
На чертеже изображена литьевая форма, разрез.
Литьевая форма содержит неподвижную 1 и подвижную плиту 2 с разводящими литниками, литниковую пли-, ту 3, плиту 4 матриц, жестко связанную с подвижной плитой 2, плиту 5 с выталкивателями 6 изделий, плиту 7 с закрепленным в ней хвостовиком 8. Подпружиненный фиксатор 9 размещен в лит-Никовой плите, а в направляющей колонке 10 выполнена кольцевая проточка О под фиксатор. В плите 7 закреплены выталкиватели 11 литников, каждый из которых выполнен с выступом Ь, и выталкиватель 12 центрального литника. В плите матриц закреплен ограничитель 13 перемещения литниковой плиты.
Литьевая форма работает следующим образом.
После инжекции в полость формы расплава и соответствующей выдержки от неподвижной плиты1 отходит подвижная часть и форма раскрывается по плоскости I -1. При переме- щении подвижной части формы хвостовик 8 наталкивается на неподвижный упор машины, и плита 7 с выталкивателями 11 и 12 останавливается, а плита 2, жестко связанная с плитой 4 матриц, и литниковая плита 3, связанная с плитой матриц фиксатором продолжают перемещаться. В этот момент происходит выталкивание центрального литника и отрыв, и выталкивание литников. Вместе с плитой матриц перемещается плита 5 с выталкивателями изделий, выбирая зазор между плитами 5 и 7,а также литниковая плита 3, связанная с плитой матриц фиксирующим устройством. Когда выталкиватели 11 литников своими выступами подходят к литниковой плите , фиксатор 9 выходит ,из кольцевой
канавки колонки 10, и литниковая плита 3 останавливается, а плита матриц вместе с плитой 5 продолжают перемещаться, форма раскрывается по плоскости 11-11.При этом выбирается зазор между плитами 4 и 5 и происходит выталкивание изделия из плиты 4 матриц. После выталкивания изделий форма смыкается, все плиты возвращаются в исходное положение.
Данная форма обеспечивает надежный сброс литниковой системы, обеспечивая безостановочную в автоматическом режиме работу машины.
Формула изобретения
Литьевая форма для полимерных изделий с механическим отрывом точечных литников, содержащая неподвижную. и подвижную плиты, плиту матриц, размещенную на плите матриц литниковую плиту, плиту с выталкивателями изделий, плиту с расположенным в ней хвостовиком, выталкиватель центрального литника и установленную в плите матриц направляющую колонку, о тличающаяся тем, что, с целью повышения надежности работы формы при использовании материалов с различными свойствами, она снабжена установленньпли в плите с хвостовиком выталкивателями литников, каждый из которых выполнен с выступом, взаимодействующим с литниковой плитой, и размещенным в литниковой плите подпружиненным фиксатором, а на направляющей колонке выполнена кольцевая проточка под фиксатор.
Источники информации,принятые во внимание при экспертизе
1.Иванов В.К. Конструирование автоматических литьевых форм для деталей из термопластов. ЛДНТП, Л., 1970, с. 14, рис. 7.
2.Демин Е.Н. Механизация и автоматизация прессования изделий из пластмасс. Лениздат, 1962, с.116118, рис. 37 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU876462A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |