Известны устройства для дуговой сварки тонколистовых изделий, имеющие сварочную головку с вращающимся мундщтуком, установленную на подвижной тележке, и копирное приспособление с опорным роликом для направления головки по линии свариваемого шва. Однако производительность таких устройств недостаточна.
В описываемом устройстве для повышения производительности и улучшения качества сварки применены механизм вращения конца электрода и копирное приспособление, выполненное в виде подвижной в поперечном направлении тележки, находящейся под действием пружин, смещающих ее в сторону опорной стенки копира.
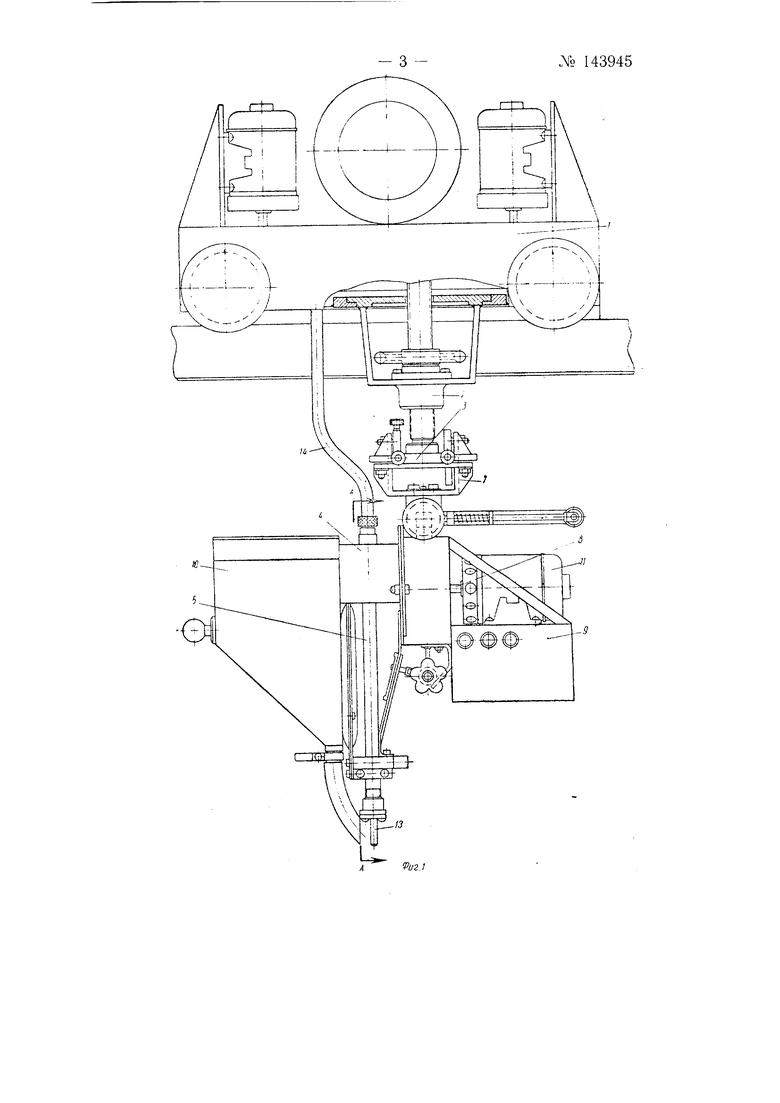
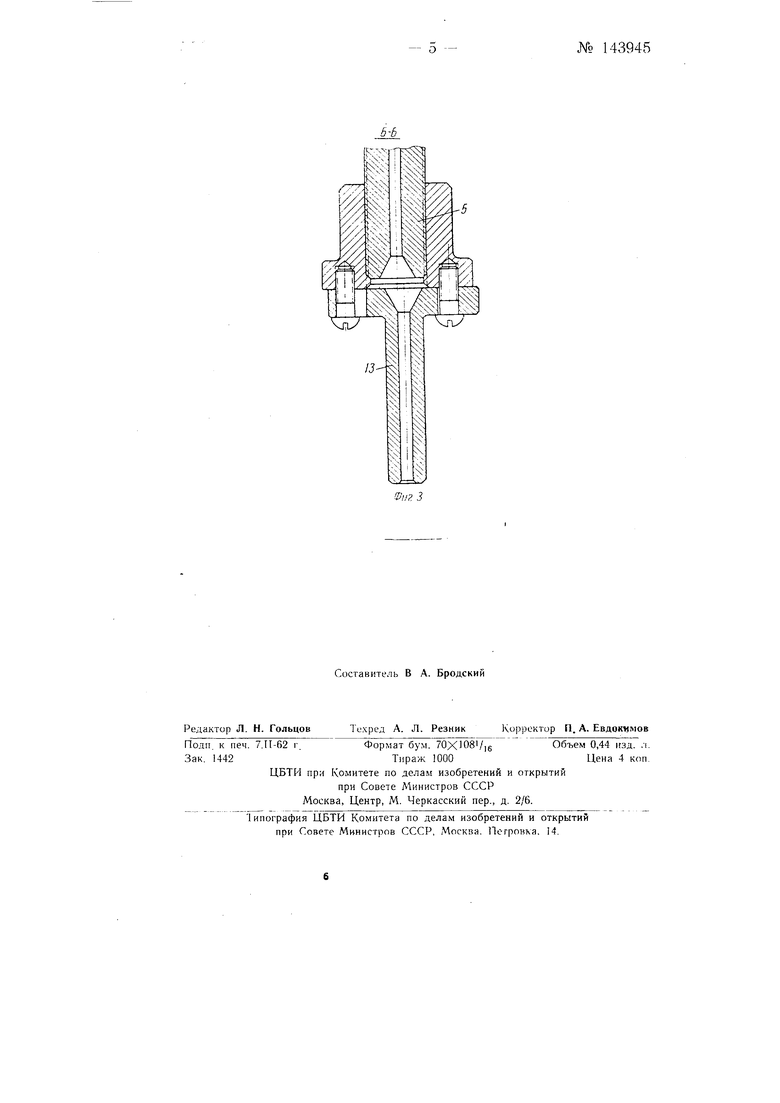
На фиг. 1 изображено устройство; на фиг. 2 - разрез по А-А; на фиг. 3 - разрез по Б-Б.
Устройство для дуговой сварки тонколистовых изделий состоит из самоходной тележки /, подъемного механизма 2, копирного приспособления 3, сварочной головки 4 с вращающимся мундштуком 5, подвешенной на оси 6 к подвижной тележке 7 приспособления 3, механизма 8 вращения мундштука 5, пульта .9 управления и бункера 10 для флюса.
При производстве сварки одновременно с передвижением устройства вдоль шва происходит вращение мундщтука 5 головки 4/приводимого от электродвигателя 11 через червячную передачу 12. Мундштук 5 соединен с наконечником 13, ось которого не совпадает с осью мундщтука 5, а экспентриситет можно регулировать. Электрод, подаваемый по щлангу 14 движется по спирали. Это дает возможность получить дугу малой мощности без снижения ее стабильности, и производить сварку тонколистовых изделий, в том числе и точечную. Во время
№ 143945 2 сварки изделий с криволинейным профилем пружины 15 осуществляют постоянное смещение тележки 7 по направляющей 16 таким образом, что опорный ролик, устанавливаемый в этом случае, прижимается к опорной-стенкеКопира и описывает ее кривизну, а электрод сохраняет приданное .ему-положение.
Описываемое устройство позволяет автоматизировать сварку тонколистовыхизйеяйй.,.повысить производительность и улучшить качество шва. Устройство может-вести сварку листов толщиной от 1 до 7 мм электродом, имеющим диаметр 1-2 мм, со скоростью от 30 до 125 м в час. Производительность устройства при точечной сварке составляет 7000 точек в час.
Предмет изобретения
Устройство для дуговой сварки тонколистовых изделий, содержащее сварочную головку с вращающимся мундштуком, установленную на подвижной тележке, и копирное приспособление с опорным роликом для направления головки по линии свариваемого шва, отличающееся тем, что, с целью повышения производительности и улучшения качества сварки, применены механизм вращения конца электрода и копирное приспособление, выполненное в виде подвижной в поперечном направлении тележки, находящейся под действием пружин, смещаюпшх ее в сторону опорной стенки копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ И НАКЛОННЫХ ШВОВ | 1967 |
|
SU200688A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Сварочный автомат | 1977 |
|
SU623680A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |