4
4 О 4
00
Изобретение откосится к средствш-i для механической обработки поверхностей и быть использовано для удаления с поверхностей деталей окис .ных пленок, окалиныр ржавчины, а также для подготовки поверхностей под сварку или перед нанесением лакокрасочных покрытий,
, Цель изобретения - повышение эф- фек ивности очистки.
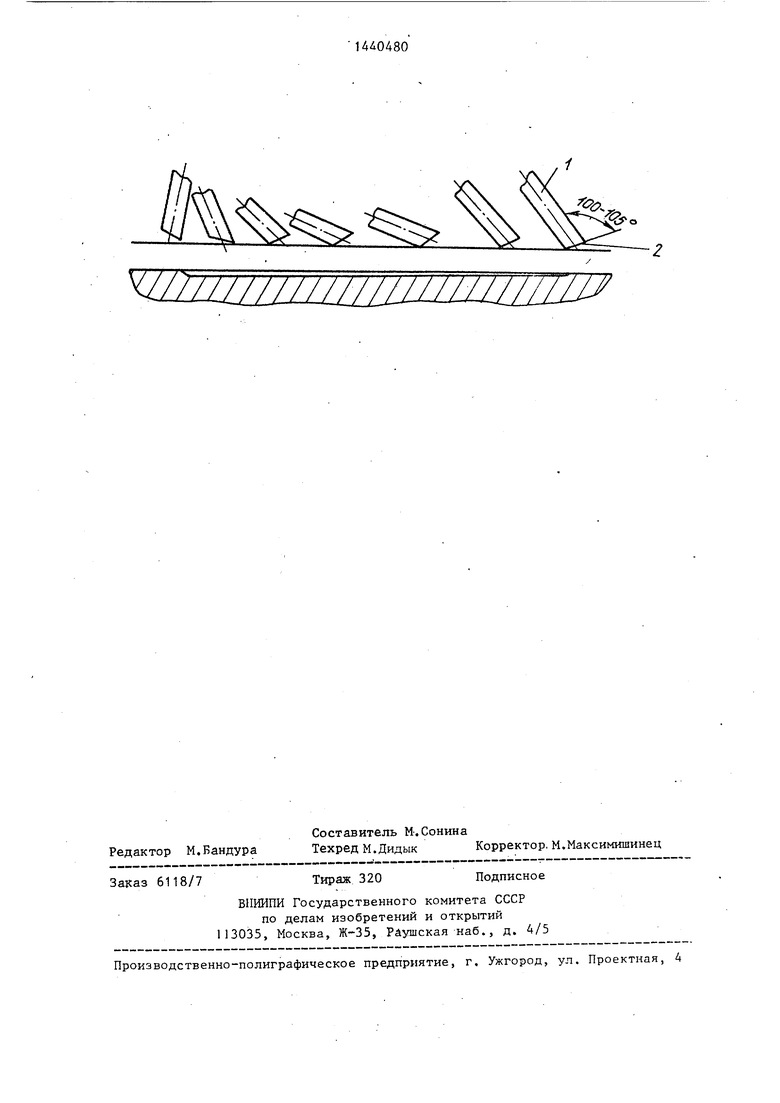
На чертеже представлена траектория движения очистного элемента и профиль образуемой канавки.
Щетка для очистки поверхностей co держит закрепленные на валу (не показан) очистные элементы 1 в виде . отрезков стальной проволоки. Не рабо- чие концы очистных элементов 1 закреплены на валу под углом 10-15 от носительно радиуса вала в каправле- НИИ, противопололагом направлеЕШю вращения щетки. Рабочие торцы элементов 1 имеют режущую кромку 2, расположенную под углом 100-105 к iix про- дольной оси и обращенную в сторону, совпадающую с направлением вращения щеткио
В данном решении на большем участке контактного пути резание отсутствует (в силу отрицательных углов самого элемента (10-15)5 его геомет-. рии (100-105°) и отгиба при эксплуатации) , а идет выглаживание поверхности. На небольшом, конечном отрезке пути очистной элемент цроявляет необходимые для эффективного снятия окисных пленок режущие (очищающие) свойства.
Данная строго определенная очищающая (режущая) способность элементов щетки определяется их геометрией и наклоном. При небольшом съеме металла (до 0,02 мм), что достаточно для полного снятия окисньЬс пленок за один проход, ще-роховатость обработки в пределах 6-7 классов. ,
Щетка работает в реж1-1ме самозатачивания, т.е. практически не при- .тупляется очищающая (режущая) часть элементов.
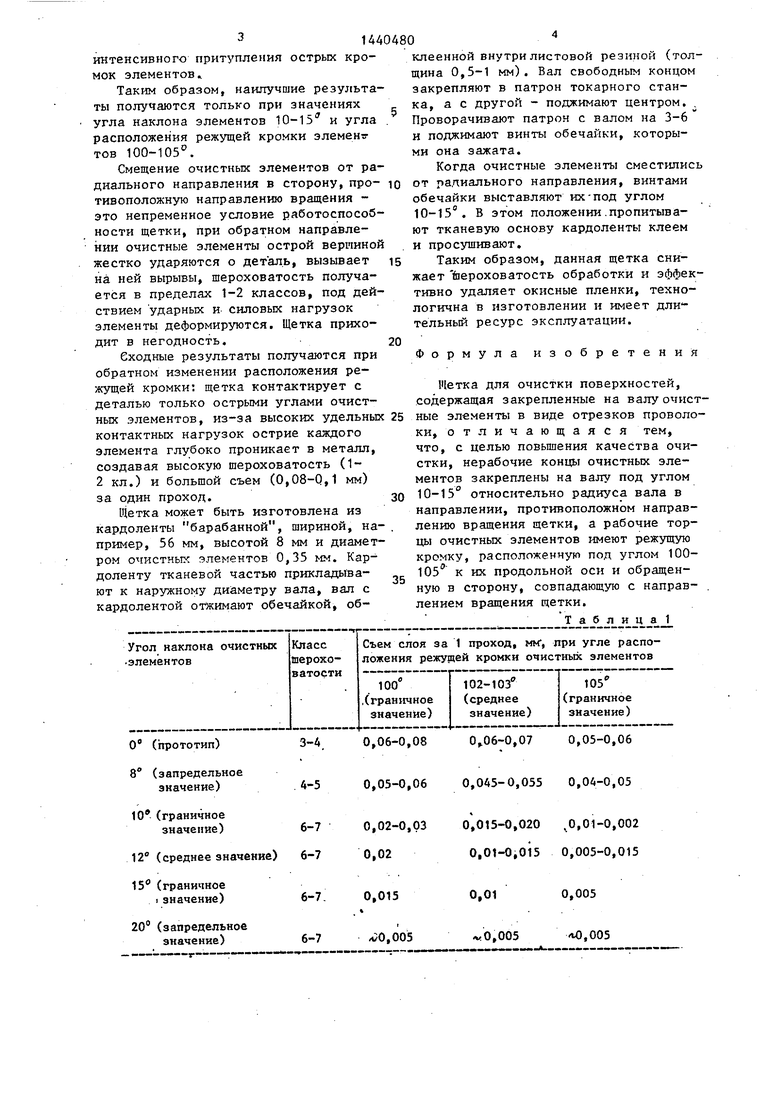
Таблицы 1, 2, 3 приведены для обоснования существенности отличительных признаков формулы и их взаимосвязи при различных соотношениях угловых параметров. .
Из табл. следует, что наиболее низкая шероховатость (6-7 кл) и эффективное .удаление окисного слоя де
g
/j о 5
5
0
5
0
5
0
талей - достаточно необходимьш съем слоя за один проход в пределах 0,010- мм - отмечается при угловых параметрах тшклона элементов 10-15 и угла расположения режущей кромки элементов 100-105, Достигнутые лока затели предлагаемой щетки дают возможность уменьшить шероховатость на три класса, а слой снимаемого металла за один проход выдержать в достаточно-необходимых пределах. При запредельном значении угла наклона элементов 8 результаты по шероховатости обработан ной детали близки к результатам прототипа, съем металла за один проход также отличается мало. Это можно объяснить тем, что угол наклона элементов в 8° создает условия (удельные давления) для пластической деформации и интенсивного усталостного износа поверхности металла элементами на значительную глубину, следствием которой есть высокая шероховатость и большой съем слоя. При угле наклона элементов 15 и более отмечается тенденция к стабилизации достигнутой шероховатости и снижения эффективности снятия окис ных пленок - необходимо уменьшить продольную подачу. Это можно объяснить тем, что геометрические параметры элементов почти не создают достаточных удельных контактных усилий для-пластической деформации металла, т.е. превалирует выглаживание. В пределах угла наклона элементов, равном .10-15 , наблюдается оптимальное соотношение выглаживания и необхОд:имой пластической деформации с усталостным износом микрочастиц металла.
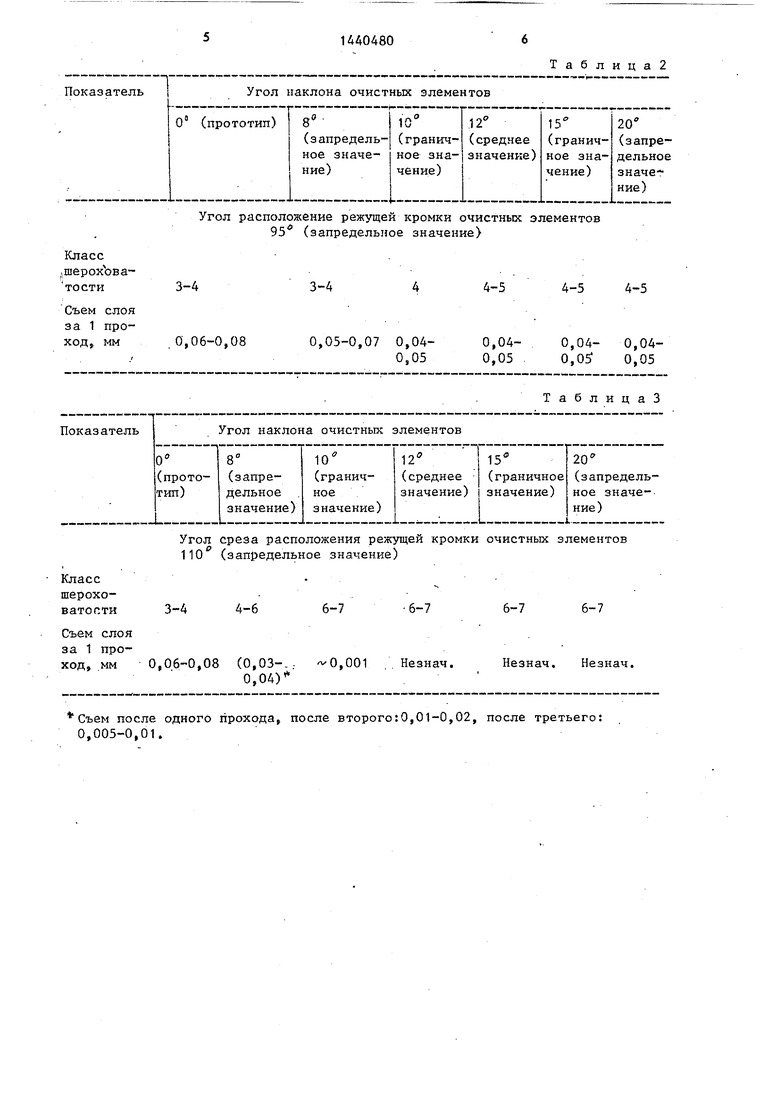
При уменшении угла расположения режущей кромки элементов до 95 (запредельное значение, табл.2) шероховатость поверхности и величина съема близки к результатам прототипа.
При увеличении угла расположения режущей кромки очистных элементов до 110 (запредельное значение, табл.3) превалирует выглаживание, эффективность снятия окисных пленок низкая - съем незначительный (до Oj001 мм) и, кроме того, при угле наклона элементов в 8° выявлена нег стабильность съема металла за один проход - с увеличением количества проходов съем уменьшается, вследствие
интенсивного притупления острых кромок элементов
Таким образом, наилучшие результаты получаются только при значениях угла наклона элементов 10-15 и угла расположения режущей кромки элементг тов 100-105°.
Смещение очистных элементов от радиального направления в сторону, про- тивоположную направлению вращения - это непременное условие работоспособности щетки, при обратном направлении очистные элементы острой вершиной жестко ударяются о деталь, вызывает на ней вырывы, шероховатость получается в пределах 1-2 классов, под действием ударных и силовых нагрузок элементы деформируются. Щетка приходит в негодность.
Сходные результаты получаются при обратном изменении расположения режущей кромки: щетка контактирует с деталью только острыми углами очистклеенной внутри листовой резиной (толщина 0,5-1 мм). Вал свободным концом закрепляют в патрон токарного станка, а с другой - поджимают центром. Проворачивают патрон с валом на 3-6 и поджимают винты обечайки, которыми она зажата.
Когда очистные элементы смест шись от радиального направления, винтами обечайки выставляют их-под углом 10-15°. В этом положении.пропитывают тканевую основу кардоленты клеем и просушивают.
Таким образом, данная щетка снижает Шероховатость обработки и эффективно удаляет окисные пленки, технологична в изготовлении и имеет длительный ресурс эксплуатации.
Формула изобретения
Щетка для очистки поверхностей, содержащая закрепленные на валу очист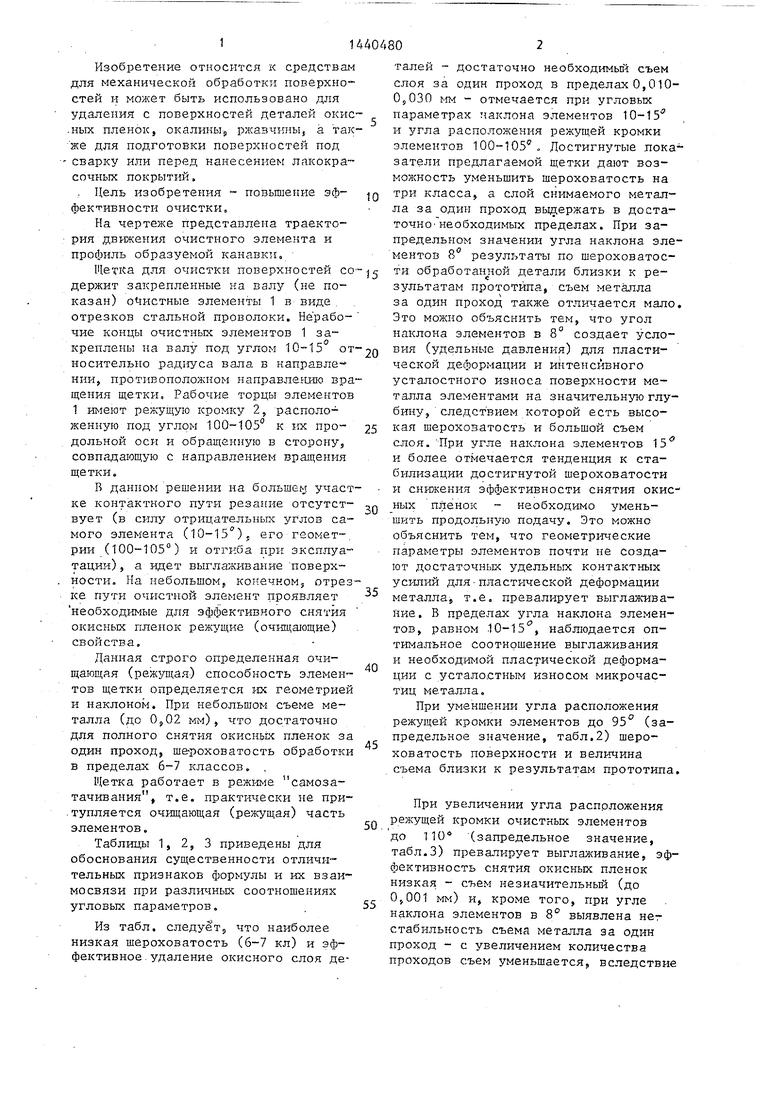
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Цилиндрическая щетка | 1980 |
|
SU1014566A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| Автомат для изготовления U-образного проволочного волнистого ворса для щеток | 1989 |
|
SU1756006A1 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| Способ ультразвуковой безабразивной обработки поверхностей | 1991 |
|
SU1821342A1 |
Изобретение относится к средствам для механической обработки поверхностей и может быть использовано для удаления с поверхности деталей окисных пленок окалины и т.д. Цель изобретения - повьтение эффективности очистки. Щетка содержит закрепленные на валу очистные элементы в виде отрезков стальной проволоки. Нерабочие концы очистных элементов закреплены на валу под углом 10-15° относительно радиуса вала в направлении, противоположном направлению вращения щетки. Рабочие торць элементов имеют режущую кромку, расположенную под углом 100-105 и их прйдольной оси и обращенную в сторону, совпадающую с направлением вращения щетки. 1 ил.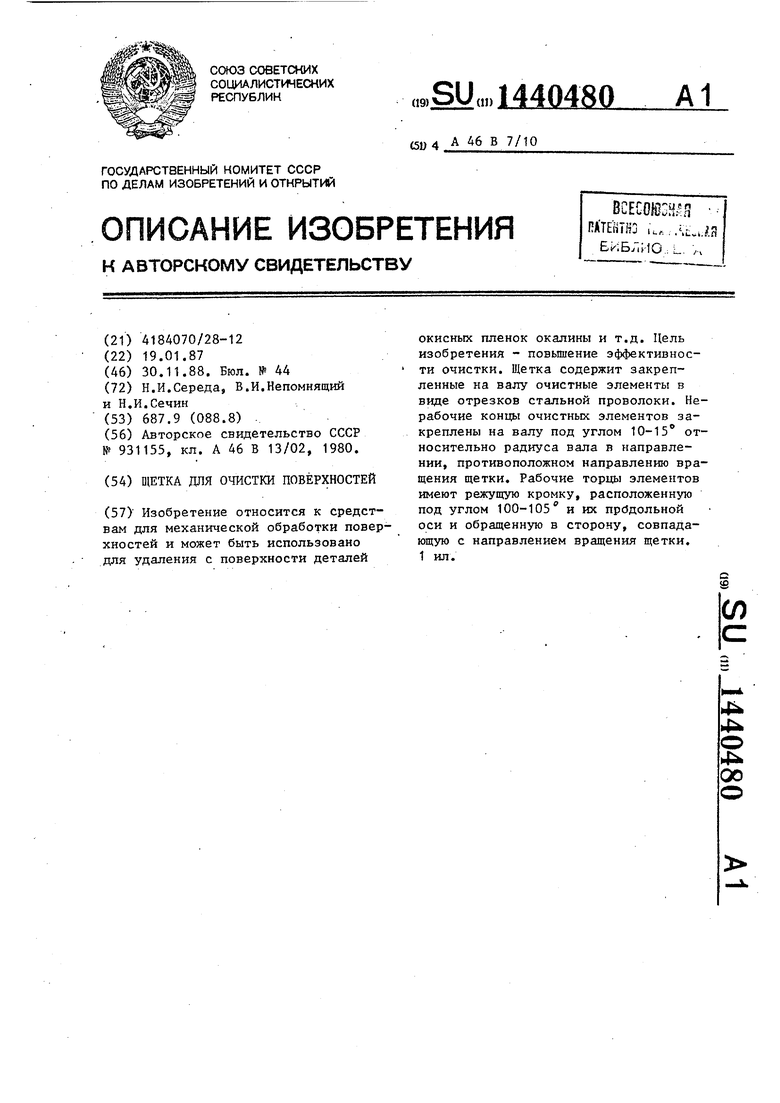
ных элементов, из-за высоких удельных 25 ные элементы в виде отрезков проволоконтактных нагрузок острие каждого элемента глубоко проникает в металл, создавая высокую шероховатость (1- 2 кл.) и большой съем (0,08-Q,1 мм) за один проход.
1Цетка может быть изготовлена из кардоленты барабанной, шириной, на- пример, 56 мм, высотой 8 мм и диаметром очистных элементов 0,35 мм. Кардоленту тканевой частью прикладывают к наружному диаметру вала, вал с кардолентой отжимают обечайкой, об10 (граничное
значение)
12° (среднее значение)
15 (граничное
1 значение)
20° (запредельное
значение)
ки, отличающаяся тем, что, с целью повьппения качества очистки, нерабочие концы очистньк элементов закреплены на валу под углом 10-15° относительно радиуса вала в направлении, противоположном направлению вращения щетки, а рабочие торцы очистных элементов имеют режущую кромку, расположенную под углом 100- 105 к их продольной оси и обращенную в сторону, совпадающую с направлением вращения щетки.
Т а б л и ц а 1
0,02-0,030,015-0,020 0,01-0,002
0,020,01-0,015 0,005-0,015
0,010,005
0,005лО,005
Угол расположение режущей кромки очистных элементов 95 (запредельное значение)
Угол среза расположения режущей кромки очистных элементов 110 (запредельное значение)
3-4
4-6
6-7
Съем слоя за 1 проход, мм 0,06-0,08 (0,03-.. ,001 . Незнач.
0,04)
Съем после одного прохода, после второго:0,01-0,02, после третьего: 0,005-0,01.
Таблица2
ТаблицаЗ
6-7
6-7
6-7
Незнач. Незнач.
| Щетка | 1980 |
|
SU931155A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
