4 1 О СП
О5
со
Изобретение относится к металлургии, в частности к обработке металла давлением с изменением физических свойств металла, и предназначено для использования в производстве сортового проката и арматурных стержней.
Цель изобретения - более глубокая и равномерная проработка структуры металла, повышение уровня прочности и упрощение осуществления способа.
Сущность предлагаемого способа произ- водства сортовой заготовки состоит в том, что в промежуточном размере вдоль заготовки формируют поперечное оребрение с последующим заверщающим выглаживанием, причем пьлеречное оребрение выпол- няют в виде регулярного наклоненного под углом 20-70° к центральной оси заготовки рифления, которое наносят поочередно в противоположных взаимно пересекающихся направлениях с промежуточным выглаживанием. В процессе нанесения поперечного ореб- рения в промежуточном размере заготовки в металле протекают сдвиговые деформации, измельчается зерно.
При формировании наклоненного под углом к центральной оси заготовки поперечного оребрения металл испытывает сдвиговые деформации, направленные от вдаливаемого профиля, который является в отнощении обрабатываемого металла ин- дентором. Металл перетекает под действием напряжений от индентора. Затем при промежуточном выглаживании возникают- обратно направленные усилия, и металл перетекает в направлении борозд, оставленных индентором, т.е. в противоположном направлении.
После промежуточного выглаживания снова формируют поперечное оребрение нанесением регулярного профиля, наклоненного в обратном направлении.
Таким образом, в проработку вовлекается больший объем металла, чем при рифлении в одном направлении: вдоль или поперек направления прокатки, так как пластическая деформация происходит не только в прямом и обратном направлении, г-о и в направлении, пересекающем первое, i Ipi: ;.го- ром нанесении профиля и при iiocju:;iyio- щем выглаживании в металле lunoT процессы, аналогичные выщеописг..г1;;ы.м при нанесении первого профиля и промежуточном выглаживании. Это позволяет глубже и полнее прорабатывать металл, чем при нанесении только продольных или только поперечных впадин и выступов с последующим выглаживанием, в том числе и при чередуемых заменах рифлений по одной стороне при одновременном выглаживании противоположной стороны в случае производства заготовки квадратного сечения. При этом одинаковые (по длине заготовки) поперечное оребрение имеет преимущество в том, что обеспечивает равномерность
5
0 0
о 5
0
5
0
5
проработки структуры по длине заготовки, да и заготовка на протяжении всего процесса проработки структуры остается пластичной, так как исключается подстуживание ребер, что освобождает от проблем, связанных с вытяжкой заготовки при выглаживании подстуженного оребрения, из-за которого образуются порывы и трещины при отступлении от строго задаваемых параметров способа-прототипа.
Пре;длагаемый способ прост в осуществлении, так как его можно осуществлять на существующем оборудовании с использованием уже имеющейся оснастки. Для его осуществления можно использовать имеющиеся калибры для нанесения периодического профиля. (Это позволяет быстро наладить промыщленное производство сортовой заготовки по предлагаемому способу.
Примеры выполнения способа.
Предварительно было проведено исследование влияния угла наклона оребрения к оси заготовки (к направлению прокатки).
Исследование проводилось методом моделирования. Для исследования иcпoльзoвaJь ся лабораторный стан со сменными калибрами и материал - двухцветный пластилин: валик с сердцевиной одного цвета и периферией другого. Рифление осуществляли под углами 10 и 80°, 20 и 70°, 30 и 60° и 45°, а также дважды поперек заготовки-валика. Рифления осуществлялись с промежуточными выглаживаниями. После обработки замороженные валики с рифлением разрезали в продольном и поперечном направлезгни и визуально определяли степень воздействии оребрения на течение материлла по степени перемещения границы между лериферий;1ым слоем и сердцевиной валика. Как показал осмотр срезов, наибольщее влияние оказывает оребрение под углами 45 и 30° (60°) к оси валика. Влияние пересекающегося оребрения при уменьшении угла до 20 и 70° снижается существенно, а при углах 10 и 80° практически приближается к влиянию поперечного оребрения. Эти опыты позволили сделать вывод, что на практике для пересекающегося рифления можно использовать изношенные калибры для нанесения периодического lipo- филя на арматурные стержни.
В про.адып1ленных условиях был проведен эксперимент с использованием изношенных калибров, периодический профиль которых имеет наклон к оси в 30°, подтвердивший вывод по j)C ;i.льтатам молели- рования. Работу проке: , . на сортоьых станах. После нагрева гор.-овой заготовки в методических, печах при i 150-1250°С ее выдавали на сортопрокатный стан «250 или «350. Заготовку прокатывали в черновых клетях по существующим калибровкам. По достижении заданного размера в конце черновых или начале чистовых клетей наносили рифление, какое обычно ьаносяг на
последней операции чистовых клетей при производстве арматурных стержней в одном направлении, далее выглаживали на следующей клети, после чего такое же рифление наносили в направлении, пересекающем первое, с тем же наклоном к оси прокатки, но наклоненном в другом направлении. Затем в последующих клетях рифление снова выглаживали. При этом, если конечной продукцией являлся сортовой прокат, выглаживание проводили вплоть до конечного размера проката, а если конечной продукцией являлись арматурные стержни, то выглаживание заканчивали перед последней операцией нанесением заданного периодического профиля. Проводилось опробование на стали СтЗ, Ст5, 25Г2С, 35ГС, 20ХГ2Т, 23Х2Г2Т.
В таблице 1 приведены данные производства сортового проката и арматурных стержней на стане «250.
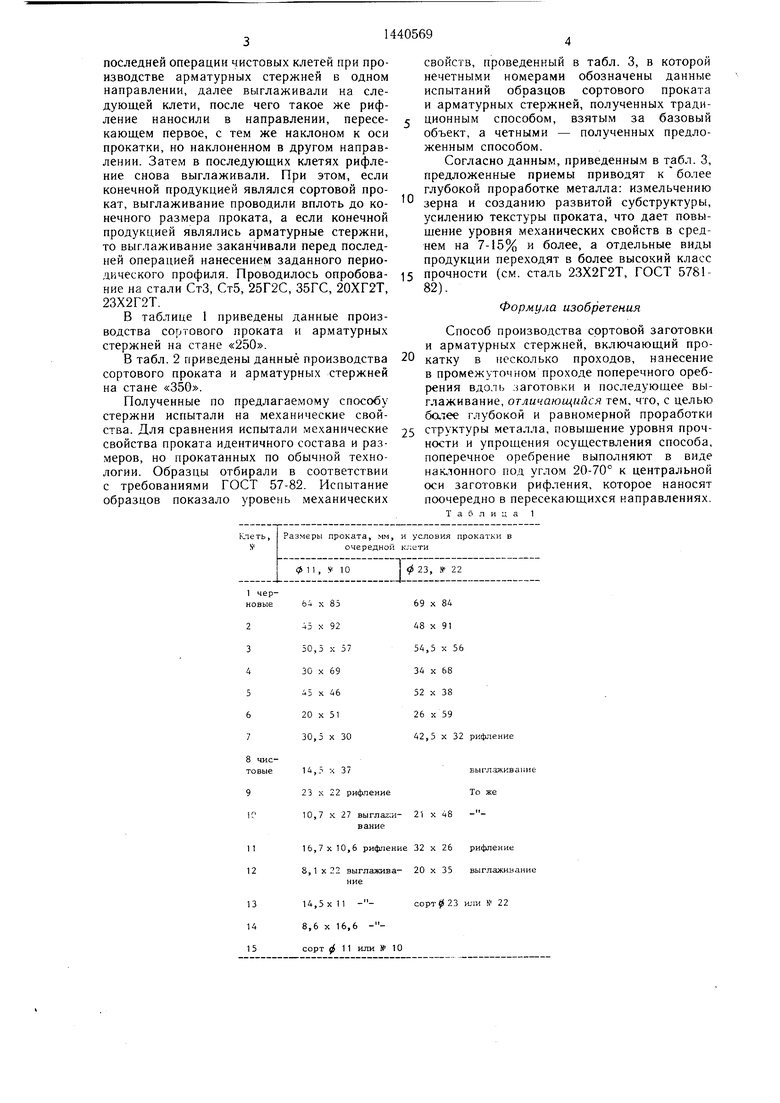
В табл.2 приведены данные производства сортового проката и арматурных стержней на стане «350.
Полученные по предлагаемому способу стержни испытали на механические свойства. Для сравнения испытали механические свойства проката идентичного состава и размеров, но прокатанных по обычной технологии. Образцы отбирали в соответствии с требованиями ГОСТ 57-82. Испытание образцов показало уровень механических
свойств, проведенный в табл. 3, в которой нечетными номерами обозначены данные испытаний образцов сортового проката и арматурных стержней, полученных традиционным способом, взятым за базовый объект, а четными - полученных предложенным способом.
Согласно данным, приведенны.м в табл. 3, предложенные приемы приводят к более глубокой проработке металла: измельчению
зерна и созданию развитой субструктуры, усилению текстуры проката, что дает повышение уровня механических свойств в среднем на 7-15% и более, а отдельные виды продукции переходят в более высокий класс
прочности (см. сталь 23Х2Г2Т, ГОСТ 5781 82).
Формула изобретения
Способ производства сортовой заготовки и арматурных стержней, включающий прокатку в несколько проходов, нанесение в промежуточном проходе поперечного ореб- рения вдоль заготовки и последующее выглаживание, отличающийся тем, что, с целью 5aiee глубокой и равномерной проработки
структуры металла, повышение уровня прочности и упрощения осуществления способа, поперечное оребрение выполняют в виде наклонного под углом 20-70° к центральной оси заготовки рифления, которое наносят поочередно в пересекающихся направлениях.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Способ прокатки сортовых заготовок | 1989 |
|
SU1674996A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1991 |
|
RU2010633C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Способ изготовления арматурных стержней из малоуглеродистой и низколегированной стали | 1986 |
|
SU1390246A1 |
Изобретение относится к области металлургии, в частности к обработке металла давлением с изменением физических свойств металла, и предназначено для использования в производстве сортового проката и арматурных стержней. Цель изобретения - более глубокая и равномерная проработка структуры металла, повышение уровня прочности и упрощение осуществления способа. При производстве сортового металла или арматурных профилей в промежуточных проходах производят поперечное оребрение с последующим выглаживанием, причем оребрение ориентируют под углом 20-70° к продольной оси заготовки и наносят поочередно в противоположных направлениях. Проведенными экспериментами показано, что предложенная технология обеспечивает глубокую проработку структуры металла и существенное повыщение механических свойств. 3 табл. i СЛ
се
45 X 92 50,5 X 57 30 X 69 45 X 46 20 X 51 30,5 X 30
14,5 X 37
23 X 22 рифление
48 X 91
54,5 X 56
34 X 68
52 X 38
26 X 59
42,5 X 32 рифление
выглаживание То же
10,7 X 27 выглалси- 21 х 48 ванне
16,7 X 10,6 рифление 32 х 26 рифление
8,1 X22 выглажива- 20 х 35 выглаживание ние
14,3x11 - -сорт 23 ш:и № 22
8,6 X 16,6 сорт 1 1 или If 10
48 X 91
54,5 X 56
34 X 68
52 X 38
26 X 59
42,5 X 32 рифление
выглаживание То же
Таблица 2
| СПОСОБ ПРОКАТКИ | 0 |
|
SU358037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки | 1984 |
|
SU1219181A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
