Изобретение относится к обработке металлов давлением, в частности к обрудованию для гибки изделий П-образ- ного профиля.
Цель изобретения - расширение технологических возможностей путем совмещения процессов гибки и калибровки и расширения номенклатуры обрабатьша емых изделий,
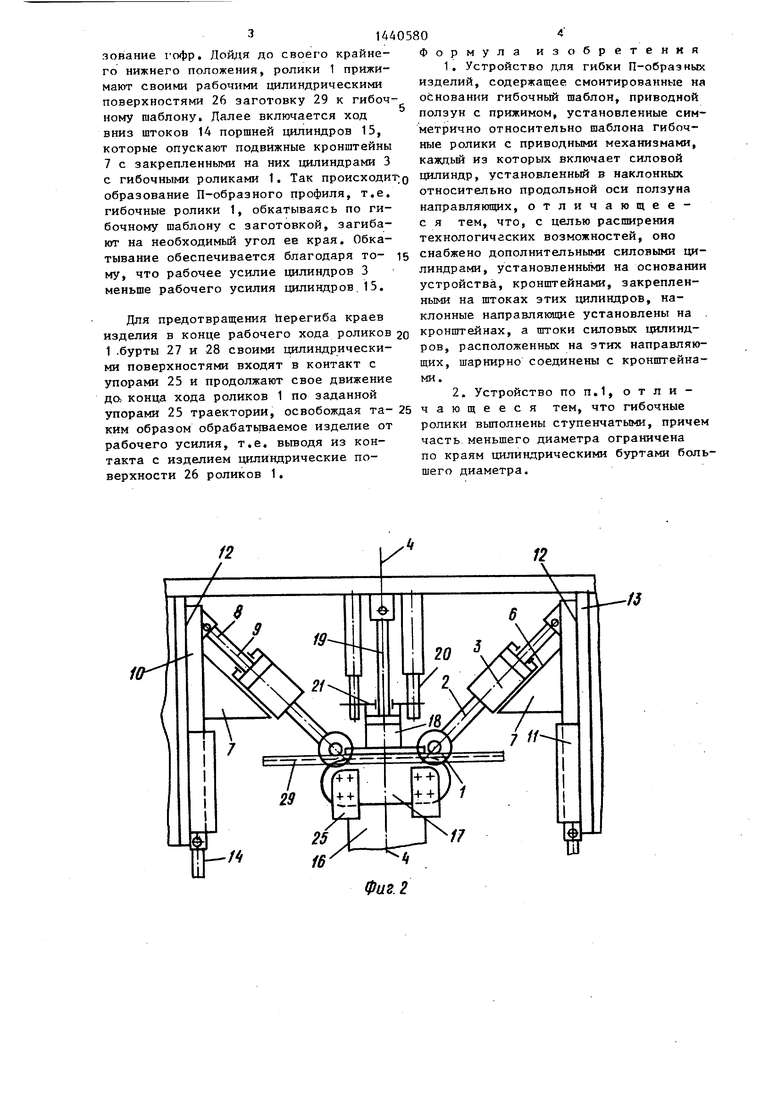
На фиг, 1 показано устройство (нерабочее положение), общий вид; на фиг, 2 - то же, в начале процесса гибки; на фиг, 3 - то же, в момент окончания гибки; на фиг, 4 - разрез А-А на фиг,3; на фиг,5 - разрез Б-Б на фиг, 3 (изображение повернуто); на фиг, 6 - разрез В-В на. фиг,3 (изображение повернуто),
Устройство содержит два гибочных ролика 1, каждый из которых закрепле
с возможностью свободного вращения на конце торцового выступа 2 корпуса соответствующего силового цилиндра 3 Силовые цилиндры 3 установлены подвижно и расположены симметрично один относительно другого под углом к центральной вертикальной оси 4 устройства, причем торцовые выступы 2 этих силовых цилиндров с закрепленными на них гибочными роликами 1 направлены в сторону оси 4, Корпус каждого ци- лигщра 3 закреплен в направляющих 5, жестко прикрепленных к наклонной относительно вертикальной оси стороне
6подвижного кронштейна 7,
Свободный конец 8 штока 9 поршня цилиндра 3 также прикреплен Неподвижно к вертикальной стороне 10 кронштейна 7, В свою очередь, кронштейны
7подвижно установлены в направляю- щих 11 боковых сторон 12 корпуса 13 устройства с возможностью параллель
Гибочные ролики 1- приближаются к
ного относительно центральной оси 4 j
устройства перемещения. Нижние концы 45 гибочному шаблону в местах сопряжения
их прямолинейной и криволинейной образующих профиля. Каждый из роликов 1 входит в контакт с гибочным шаблоном 17 вначале своим буртом 28 (большего диаметра), т,е, внутренная торцовая поверхность 30 бурта 28 скользит по задней торцовой поверхности 24 гибочного шаблона. После этого бурт 27 (меньшего диаметра) своей внутренней торцовой поверхностью 31 входит в контакт с отбортованной частью 32 заготовки 29, прижимая ее к передней торцовой поверхности 23 гибочного шаблона, предотвращая тем самым обрасторон 10 кронштейнов 7 соединены со штоками 14 поршней цилиндров 15, закрепленных неподвижно на основании корпуса 13,
Соосно центральной вертикальной оси 4 в нижней части устройства неподвижно закреплена подставка 16 с гибочным шаблоном 17, а в верхней части устройства установлен приводной ползун 18 прижима заготовки. Ползун 18 представляет собой силовой цилиндр, свободный конец штока 19
г
5
0
5
0
5
0
поршня которого неподвижно прикреплен к верхней части корпуса 13,
Одновременно в верхней части корпуса 13 жестко закреплены направляющие колонки 20, подвижно сопряженные с верхней крьппкой 21 корпуса цилиндра (ползуна).
Нижний торец ползуна 18 снабжен прижимной плитой 22,
Кроме того, торцовые поверхности 23 и 24, соответственно передняя и задняя, гибочного шаблона 17 снабжены упорами 25,
Каждый из гибочных роликов 1 выполнен в виде ступенчатого цилиндрического стержня, у которого рабочая цилиндрическая поверхность 26 выполнена с меньшим диаметром и ограничена цилиндрическими предохранительными буртами 27 и 28 большего диаметра, Диаметр бурта 28 больше диаметра бурта 27,
Устройство работает следующим образом.
В нерабочем положении гибочные ролики 1 и ползун 18 с прижимной плитой 22 находятся в крайнем верхнем (нерабочем) положении. Заготовку 29 базируют на верхней горизонтальной поверхности гибочного шаблона 17, Рабочий цикл начинается с того, что опускается ползун 18 вниз и прижимная плита 22 прижимает заготовку к гибочному шаблону. После этого включаются силовые цилиндры 3,
Корпусы обоих силовых цилиндров 3 с закрепленными на концах их торцовых выступов гибочными роликами 1 синхронно опускаются в свое нижнее положение, перемещаясь в направляющих 5 наклонной стороны 6 подвижных кронштейнов 7,
Гибочные ролики 1- приближаются к
гибочному шаблону в местах сопряжения
их прямолинейной и криволинейной образующих профиля. Каждый из роликов 1 входит в контакт с гибочным шаблоном 17 вначале своим буртом 28 (большего диаметра), т,е, внутренная торцовая поверхность 30 бурта 28 скользит по задней торцовой поверхности 24 гибочного шаблона. После этого бурт 27 (меньшего диаметра) своей внутренней торцовой поверхностью 31 входит в контакт с отбортованной частью 32 заготовки 29, прижимая ее к передней торцовой поверхности 23 гибочного шаблона, предотвращая тем самым обра31440580
гофр. Дойдя до своего крайне- Формула
1. Устройст изделий, содер основании гибо ползун с прижи метрично относ ные ролики с п каждый из кото
изобретения 1. Устройство для гибки П-образных изделий, содержащее смонтированные на основании гибочный шаблон, приводной ползун с прижимом, установленные симметрично относительно шаблона гибочные ролики с приводными механизмами, каждый из которых включает силовой
го нижнего положения, ролики 1 прижимают своими рабочими цилиндрическими поверхностями 26 заготовку 29 к гибочному шаблону. Далее включается ход вниз штоков 14 поршней цилиндров 15, которые опускают подвижные кронштейны 7 с закрепленными на них цилиндрами 3
с гибочными роликами 1, Так происходит цилиндр, установленный в наклонных
образование П-образного профиля, т.е.относительно продольной оси ползуна
гибочные ролики 1, обкатываясь по ги-направляющих, отличающеебочному шаблону с заготовкой, загиба-с я тем, что, с целью расширения
ют на необходимый угол ее края. Обка-технологических возможностей, оно
тывание обеспечивается благодаря то- 15снабжено дополнительными силовыми циму, что рабочее усилие цилиндров 3линдрами, установленными на основании
меньше рабочего усилия цилиндров.15.устройства, кронштейнами, закрепленньми на штоках этих цилиндров, наДля предотвращения йерегиба краевклонные направляющие установлены на .
изделия в конце рабочего хода роликов joкронштейнах, а штоки силовых цилинд1 .бурты 27 и 28 своими цилиндрически-ров, расположенных на этих направляюми поверхностями входят в контакт сщих, шарнирно соединены с кронштейнаупорами 25 и продолжают свое движениеми.
да конца хода роликов 1 по заданной 2. Устройство поп.1, отлиупорами 25 траектории, освобождая та- 25чающееся тем, что гибочные
КИМ образом обрабатьшаемое изделие отролики выполнены ступенчатыми, причем
рабочего усилия, т.е. вьгаодя из кон-часть меньшего диаметра ограничена
такта с изделием цилиндрические по-по краям цилиндрическими буртами боль
верхности 26 роликов 1.шего диаметра.
Формула
изобретения 1. Устройство для гибки П-образных изделий, содержащее смонтированные на основании гибочный шаблон, приводной ползун с прижимом, установленные симметрично относительно шаблона гибочные ролики с приводными механизмами, каждый из которых включает силовой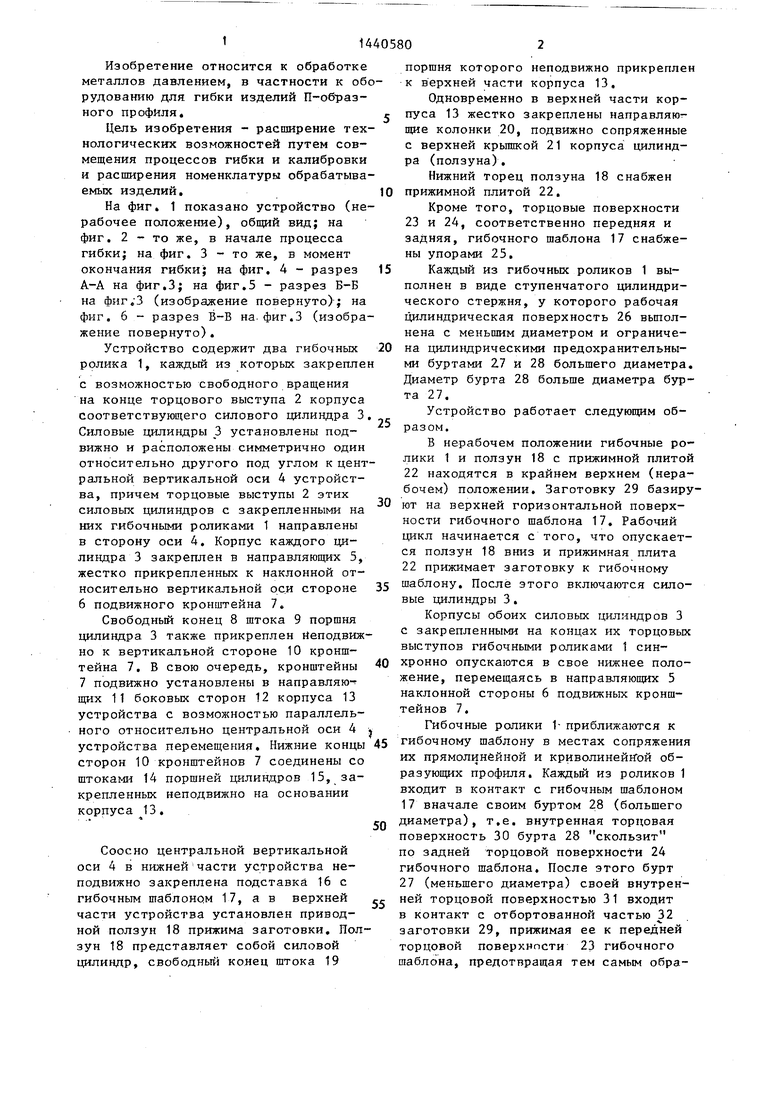
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Устройство для двухсторонней гибкиТРуб | 1979 |
|
SU845960A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для двусторонней гибки труб | 1991 |
|
SU1797507A3 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Станок для изготовления деталей из труб | 1981 |
|
SU1015966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |

Изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки П-образного профиля. Цель изобретения - расширение технологических возможностей. Устройство содержит гибочные ролики 1, шаблон 17, подвижную прижимную плиту. Гибочные- ролики расположены симметрично относительно шаблона и имеют приводной механизм, содержащий 89 Я /9 « -±ie силовой цилиндр, подвижный кронштейн 7 и силовой цилиндр 3. Гибочные ролики смонтированы на цилиндрах 3, установленных с возможностью возвратно- поступательного перемещения по направляющим установленным наклонно относительно продольной оси симметрии устройства. Подвижный кронштейн каждого приводного механизма одним концом соединен с силовым цилиндром 15, жестко закрепленным в корпусе, а другим - с силовым цилиндром 3, установленным на наклонных направляющих Процесс гибки осуществляется методом обкатки заготовки по неподвижному шаблону. С - вмещение гибки и калибрования при образовании П-образного профиля достигается за счет конструкции приводного механизма гибочных роликов, выполненных ступенчатыми. 1 з.п,ф-лы, 6 ил. 18 20 J J 6 с to (Л Фия.1
10
2 27
rL/ 23 30. / /
32 23
25
фуг.
J
r/f
m
.25
УОКХЧЧУЧХХЧХЧ
22j / /
12 ГО
Фиг.6
Фиг, 5
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
