1O159G6
2, Станок по п. 1, о т л и ч а -из зоны обработи, он снабл(н наклонго ш и и с я тем, что, с цепью упроще-нымм нанравляющик-га; жестко закрепленнид процесса удаления готовой детали
1ГЫМН на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Станок для двусторонней гибки трубчатых деталей | 1987 |
|
SU1479164A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Устройство для гибки труб | 1987 |
|
SU1454542A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК | 1993 |
|
RU2043178C1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
1. СТАНОК ДЛЯ ИЗГОТГОВ- , ЛЕНИЯ ДЕТАЛЕЙ ИЗ ТРУБ, содержащий смонтщижанпдй на стаяике механизм при-, исима. Симметрично распопоженщ 1еотно; сягепьно него два механизма гибки, кажШ,1Й из которых состоит Hj3 приводного подводка с гибочным шаблоном, установленным с возможностью повсфота от право1Да, а также гибочного ролика, о т лнчаюшийся тем, что,. с целью Zf сокращения трудоемкости изготовления за счет со№1етцения операций гибки и обработки труб, станок снайкен смонтированным на каждом приводном поводке механи ом обработки концов, выполнзкт ным в виде силового цилиндра с ;лшк видным штоком, двуплечих рычаге с осями, симметрично закрепленных на силовом цилиндре, взаимодействующих одними концами с клиновидным штоком и несущих рабочие ролики на гфугих своих концах, при .этом механизм гибки снабжен дополнительным подпружиншшым поводком с ором, а механизм прижима - взаимодействующей с упсфом допоп нительного поводка штангой с шарнирно закрепленной на ней , причем штав- га и гибочный шаблон шарннрно связа.ны между собой.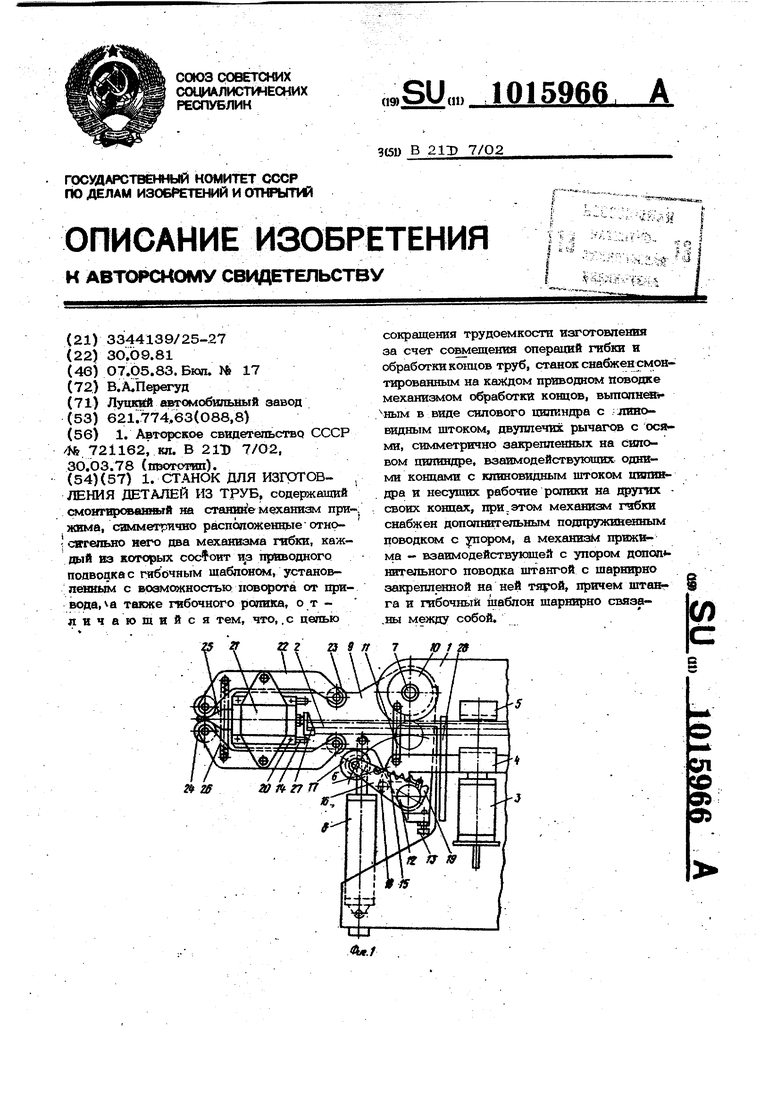
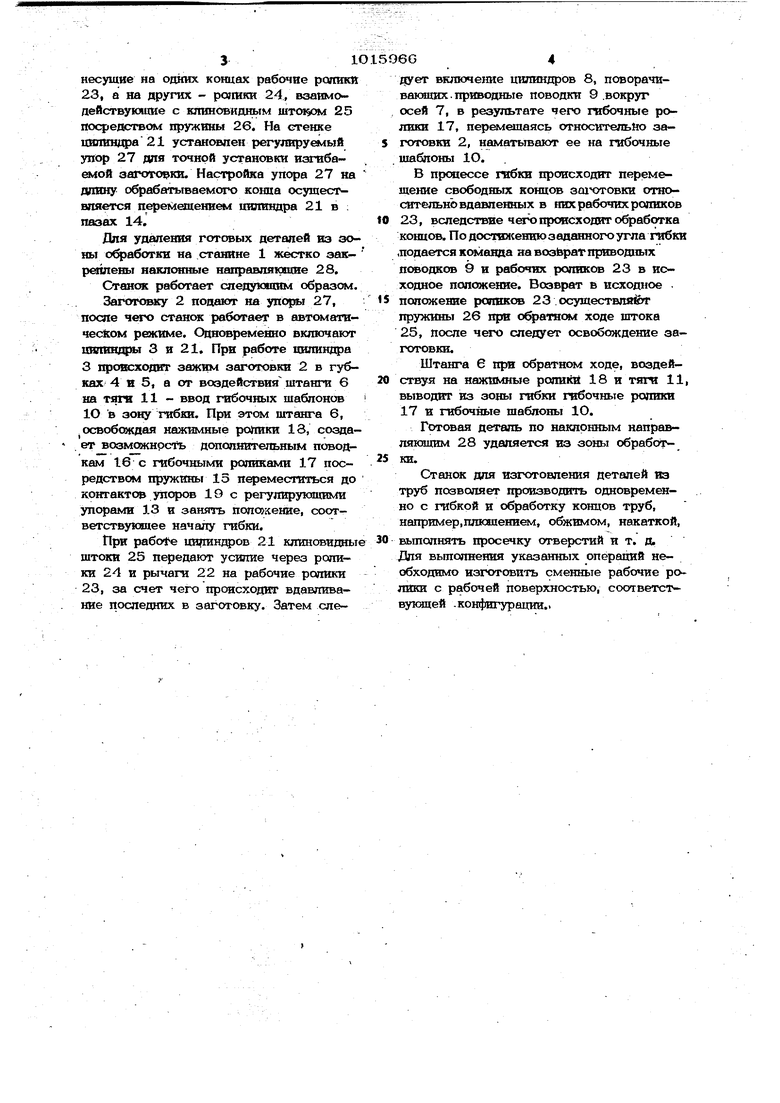
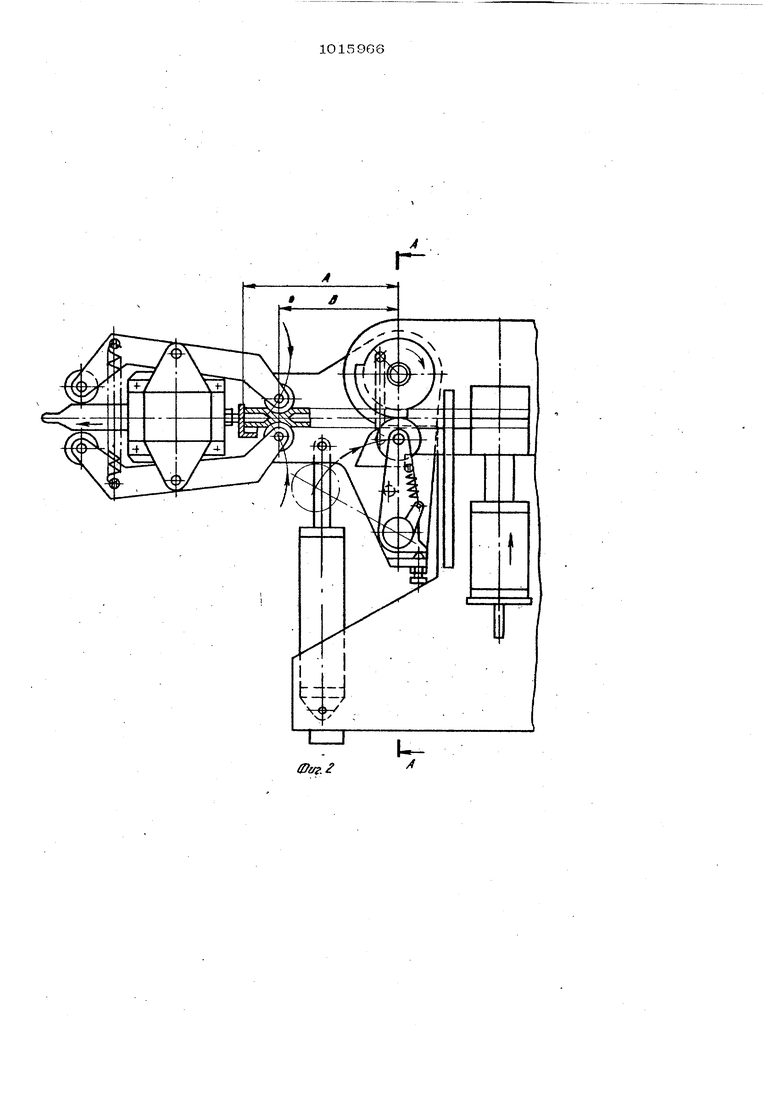
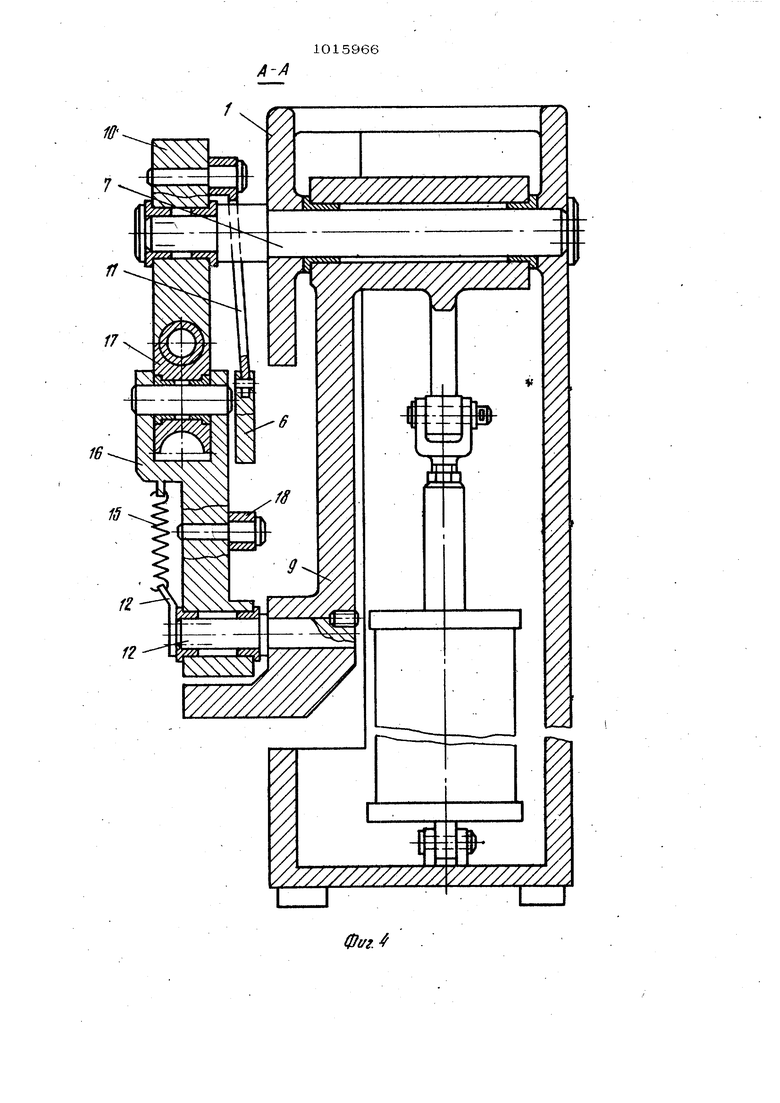
Изобретение относится к обработке металлов давлением, а 11менно к трубо- гибочному оборудованию. Известен станок для изготовления де талей из труб, содержавши смонпфованный на механизм прижима, ctoviметрично расположенные относительно него два мехайизма гибки, каждый из которых состоит из приводного поводка с гибочным шаблоном, установленным с возможностью поворота от привода 1J. Однако данный станок характеризуеа ся расположением осей гибочных роликов не на одной линии, проход.ятей через ось ша лона и точку касания с ним труб, а на не котором плече, что не позволяет согнуть трубу точно по радиусу и получить качественный гиб. Причем для удале1та Я готового изделия из рабочих ручьев шаблонов требуется не только разворот шаблонов, но и дополнительный подъем изделия, что ведет к уве;шчению маниггуляций при съеме. Кроме того, станок предназначен только для гибки и не выполняет иных операций, например, обработку концов труб. Цель изобретения - сокращение трудоемкости изготовления за счет совмен1ения операций гибки и обработки концов труб. Поставленная цель достигается тем, что станок для изготовления деталей из труб, содержащий смонтированный на станине механизм пригкима, симметрично расположенные относительно него два механизма гибки, каждый из которых состоит из приводного поводка с гибочным шабло ном, установленным с возможностью поворота от привода, а также гибочного ролика снабжен смонтированным на каждом приводном поводке механизмом обработки концов, выполненным в виде силового iraлиндра с клиновым штоком, двуплечий рычагов с осями, симметрично закреплещгых на силовом цилиндре, взаимодействующих оуушми концами с клиновидным штокоус Цилиндра и несущих рабочие ролики на других своих концах, при этом механизм гибки снабжен допошшт.ельным подпру.жинеш1ым поводком с упором, а механизм прияшма - взаимодействующий с упором дополнительного поводка штангой с шарнирно закреп-пенной на ней тягой, причем и гибочный шаблон шарнирно связаны между собой. Кроме того, с целью упрощения процесса удаления готовой детали из зоны обработки, станок снабжен наклонными направляющими, жестко закрепленными на станине. На фиг. 1 показан станок в положении загрузки и удаления готовой детали, общий вид; на фиг. 2 - то же, в положении заготовки и вдавливания в нее рабочих роликов; на фиг. 3 - то же, в положении окончания изготовления на фиг. 4 -разрез А-А на фиг. 2; на фиг.5 схема удаления готовой детали из зоны обработки. На станине 1 смонттфован механизм прижима заготовки 2, состоящий из силового цилиндра 3, подвижной и неподвижной губок 4 и 5 и штанги 6, жестко закрепленной на подвижной губке 4. На станине симметрично относительно механизма прижима смонт-ированы две оси 7, несущие одинаковые гибочные механизмы, выполненные каждый в виде установленного на указанной оси с возможностью поворота от силового цилиндра 8 поводка 9, а от силового цилиндра 3 - гибочного шаблона 1О, связанного со штангой 6 через щар1гарно закрепленную на ней тягу 11. На приводном поводке О закреплены ось 12, регулируемый упор 13 и выполнены пазы 14. На оси 12 установлен с возможностью поворота от прзгжйны 15 дополнительный поводок 16 с закрепленными на нем гибочным роликом 17 и нажимным роликом 18, взаимодействующим со щтангой 6, а также упор 19, взаимодействующий с регулируемым упором 13 поводка 9, В пазах 14-поводка 9 посредством бсятов 20 закреплен механизм для обработки койца изгибаемой детали. Механизм представляет собой с-иловой цилиндр 21, на корпусе которого шарнирно закреплены два двуплечих рычага 22,
несущие на одних концах рабочие pommtt 23, а на других - 24, взаимодействующие с клиновидгаь1м 25 посредстве пружины 26. На стенке цилиндра21 установлен регулируемый пор 27 для точной установки изгибаемой заготоекн. Настройка упора 27 на пину обрабатьгеаемого ко1ща осуществляется перекрещением шошндра 21 в ; пазах 14.
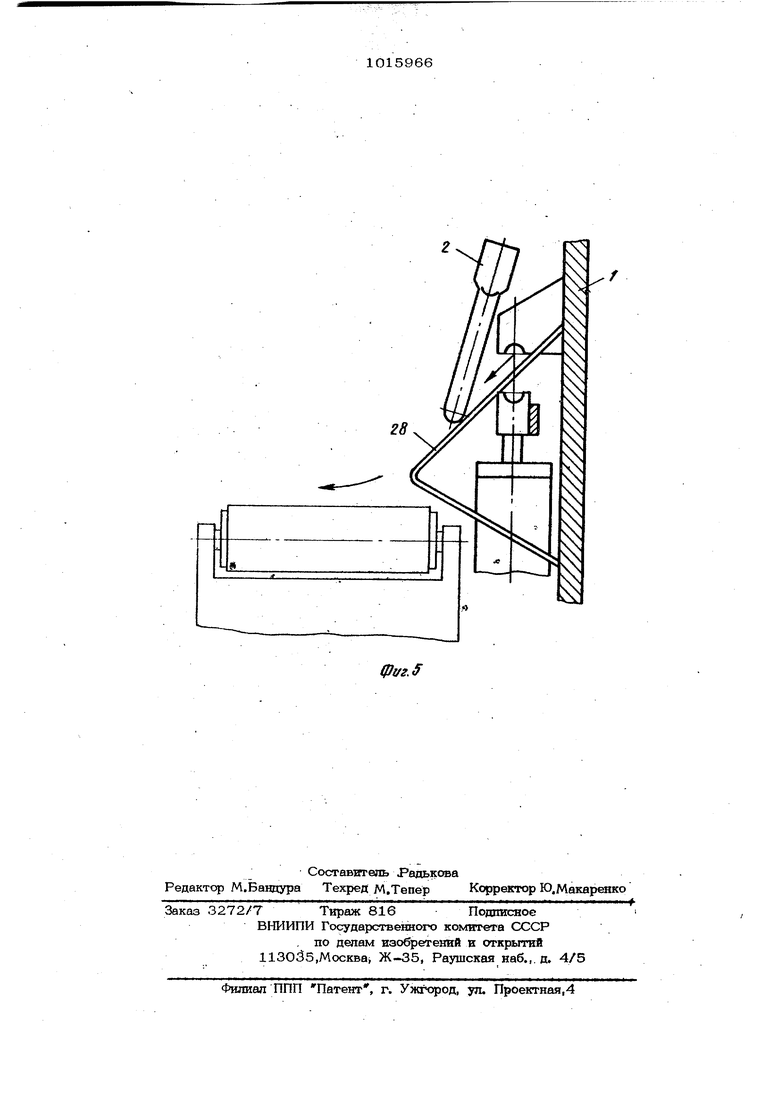
Для удаления готовых деталей из зоны сфаботки на станине 1 жестко закрешены наклонные направлякпше 28.
Станок работает следующим образом.
Заготовку 2 подают на упорь 27, после чего стансж работает в автоматичесКом режиме. Одновременно включают шшящфы 3 и 21. При работе шшинфа 3 происходит зажим заготовки 2 в губках 4 и 5, а от воздействия штанги 6 на тягя 11 - ввод гибочных шаблонов Ю в зону гибки. При этом штанга 6, освобождая нажимные 13, создает возможность дополнительным поводкам 16 с гибочными роликами 17 посредством пружины 15 переместиться до контактов упоров 19 с регулируюпшми порами 13 и занять положение, соответствующее началу гибки. При работе цилинщзов 21 клиновидные30 штоки 25 передают усилие через ролики 24 и рычаги 22 на рабочие ролики 23, за счет чего происходит вдавлива- ние последних в заготовку. Затем еледует включение цилш1дров 8, поворачивающих. приводные поводки 9 .вокруг осей 7, в результате чего гибочные ролики 17, перемещаясь относителЫю за- готовки 2, наматывают ее на гибочные шаблоны Ю.
В прсадессе гибки происходит перемещение свободных концов зшотовки относительно вдавленных в них рабочих роликов
23, вследствие чего происходит обработка концов. По достшкению заданного зггла гибки .подается команда на возврат приводных поводков 9 и рабочих роликов 23 в исходное положение. Возврат в исходное .
положение роликов 23 .осушествляйт пружины 26 при обратном ходе штока 25, после чего следует освобождение заготовки.
Штанга 6 при обратном ходе, воздействуя на наж 1мные роликя 18 и тято 11, выводигг из зоны гибки гибочные ролики 17 и гибочные шаблоны Ю.
Готовая деталь по наклонным направляющим 28 удаляется из зоны обработки.
Станок для изготовления деталей из труб позволяет производить одновременно с гибкой и обработку концов труб, например.плюшением, обжимом, накаткой. вьшолнять просечку отверстий и т. д. Для выполнения указанных операций необходимо изготовить сменные рабочие ролики с рабочей поверхностью, соответст- вукядей -конфигурации..
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для гибки труб | 1978 |
|
SU721162A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
