Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления изделий замкнутой формы, и может быть использовано в различных отраслях промьшшенности, в том числе и в легкой промьшшенности.
Цель изобретения - повьшение производительности за счет обеспечения возможности непрерьшного процесса гибки.
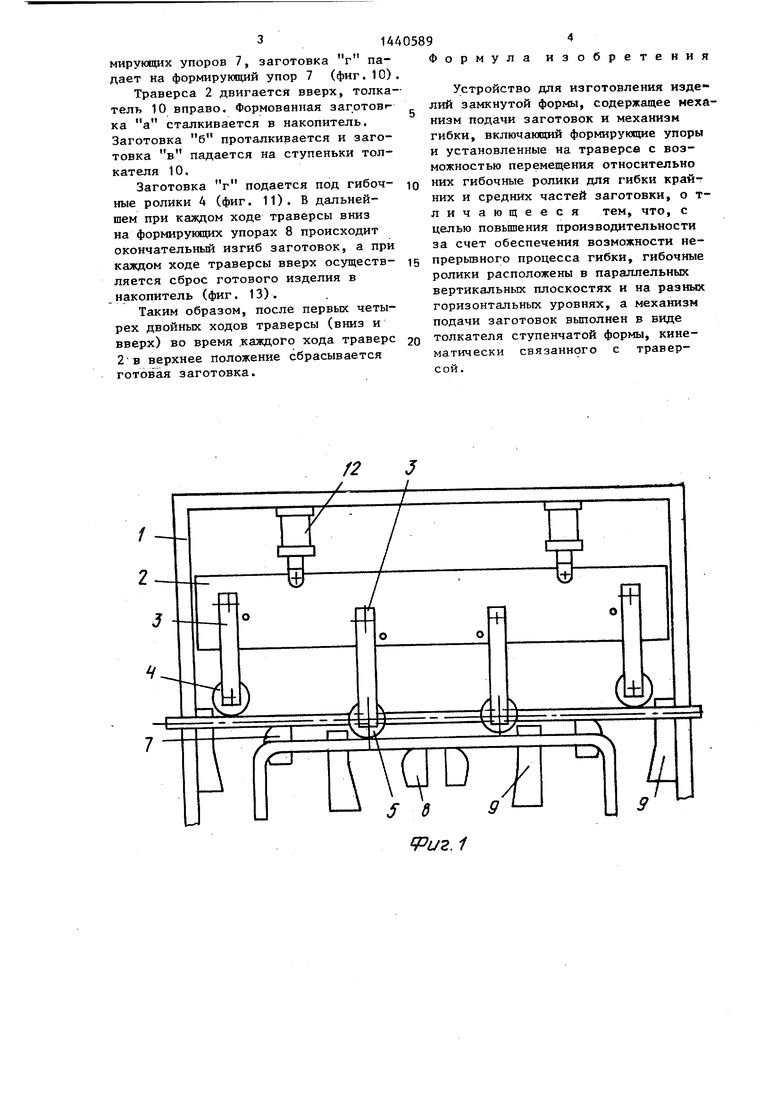
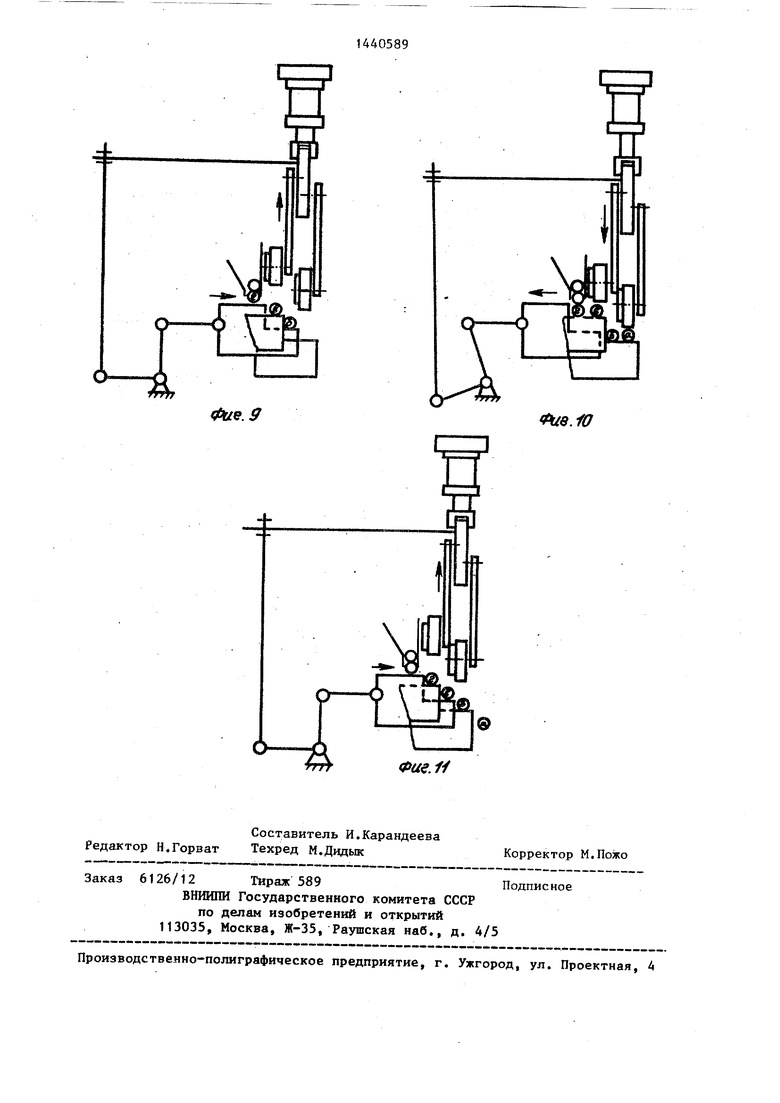
На фиг. 1 - изображено предложена ное устройство, траверса в исходном положении; на фиг. 2 - то же, травер са в нижнем положении; на фиг. 3 - то же, траверса в исходном положе- нии; на фиг. 4 - положение заготовок во время первого цикла, ход траверсы вниз; на фиг. 5 - то же, ход травер- сьТ вверх; на фиг. 6 - положение заготовки во время второго цикла, ход траверсы вниз; на фиг. 7 - то же, ход траверсы вверх; на фиг. 8 - положение заготовки во время третьег цикла,ход., траверсы вниз; на фиг.9 - то же, ход траверсы вверх; на фиг. 10-положение заготовки во вре- мя четвертого цикла,ход траверсы вниз; на фиг. 11 - то же, ход травер сы вверх.
Устройство состоит из станины 1, траверсы 2. На траверсе 2 расположены рычаги 3, на которых расположены гибочные ролики 4, 5 и упорные роли - ки 6. На станине 1 закреплены формирующие упоры 7 и 8, упоры 9 для обеспечения дополнительной гибки заготовки и подвижный толкатель ступенчатой формы, кинематически связан- ный с траверсой 2. На станине имеется лоток 11. Траверса 2 установлена в направлякнцих (не показаны) с возможностью перемещения в станине 1 с помощью привода 12, например, пнев моцилиндром подвижных упоров 13, I связанных со сварочной машиной.
Устройство работает следующим образом.
..
Заготовки подаются в лоток 11.
Толкатель 10 закрьшает выход заготовкам из лотка 11 (фиг. 3). Траверса двигается вниз. Кинематически связанный с траверсой толкатель 10 пере- мещается в крайнее левое положение. При зтом заготовка а из лотка 11 подается на формирукяцие упоры 7 (фиг. 4).
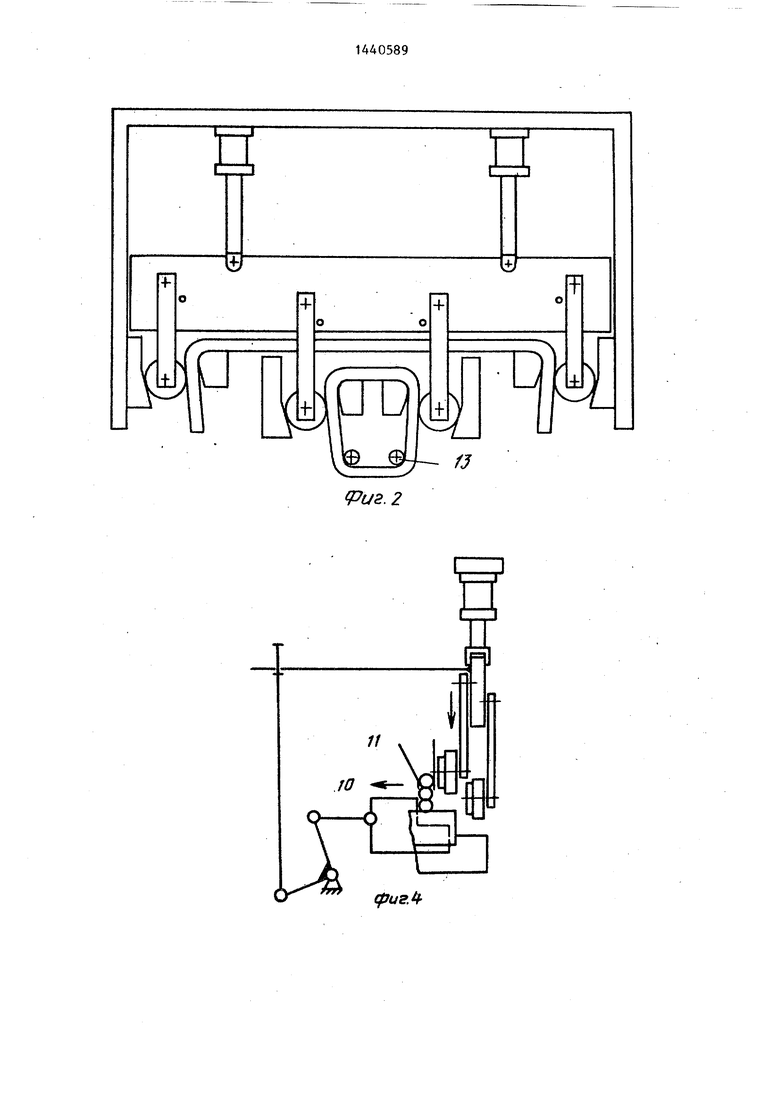
Траверса 2 перемещается вверх. Толкатель 10 перемещается вправо и подает заготовку а под гибочные ролики 4 (фиг. 5).
Траверса 2 перемещается вниз, толкатель 10 влево. При этом гибоч ные ролики 4 воздействуют на заготовку а, изгибая ее концы под углом 90°.
При достижении положения, когда оси гибочных роликов 4 окажутся ниже осей формируклцих упоров 7, упорные ролики 6 наезжают на упоры 9. Осуществляется поворот рычагов 3, в результате чего крайние концы заготовки Загибаются на дополнительный угол, необходимьй для компенсации упругой деформации заготовки. Одновременно толкатель 10 перемещается в левое положение и на формирующие упоры 7 падает заготовка б (фиг.. 6) .
Траверса 2 двигается в верхнее положение, толкатель 10 перемещается вправо, при этом воздействует на заготовку б, перемещает ее под ги бочные ролики 4. Заготовка а сталкивается на нижнюю ступеньку толкателя 10 (фиг. 7).
Траверса 2 двигается вниз, толкатель 10 влевО , при этом гибочные ролики воздействуют на заготовку б, изгибая ее. Заготовка а падает на формирующие упоры 8, а заготовка - в - на формирующие упоры 7 (фиг. 8). Траверса 2 двигается вверх толкатель 10 вправо. Заготовка а по формирукяцим упорам 8 подается толкателем 10 под гибочные ролики 5.
Заготовка б сталкивается на нижнюю ступеньку толкателя 10.
Заготовка в под действием толкателя 10 перемещается по формирующим упорам 7 под гибочные ролики 4 (фиг. 9). Траверса 2 двигается вниз, толкатель 10 влево. Гибочными роликами 5 производится изгиб заготовки а относительно формируннцих упоров 8. При изгибе концы заготовки упираются в подвижные упоры 13, которые служат для ограничения колебательно- го движения и облегчения улавливания их механизмом сварки. После сварки концов заготовки подвижные упоры 13 сводятся и освобождают заготовку.
Гибочными роликами 4 происходит изгиб заготовки в относительно формирующих упоров 7, заготовка г
падает на формирующий упор 7 (фиг. 10)
Траверса 2 двигается вверх, толкатель 10 вправо. Формованная загртовг- ка а сталкивается в накопитель. Заготовка б проталкивается и заготовка в падается на ступеньки толкателя 10.
Заготовка г подается под гибочные ролики 4 (фиг. 11). В дальнейшем при каждом ходе траверсы вниз на формирующих упорах 8 происходит окончательный изгиб заготовок, а при каждом ходе траверсы вверх осуществляется сброс готового изделия в накопитель (фиг. 13).
Таким образом, после первых четырех двойных ходов траверсы (вниз и вверх) во время .каждого хода траверс 2 в верхнее положение сбрасывается готовая заготовка.
ор
мула изобретения
Устройство для изготовления ЛИЙ замкнутой формы, содержащее механизм подачи заготовок и механизм гибки, включающий формирующие упоры и установленные на траверсе с возможностью перемещения относительно
них гибочные ролики для гибки крайних и средних частей заготовки, о т- личающееся тем, что, с целью повьпБения производительности за счет обеспечения возможности непрерьшного процесса гибки, гибочные ролики расположены в параллельных вертикальных плоскостях и на разных горизонтальных уровнях, а механизм подачи заготовок вьшолнен в виде
толкателя ступенчатой формы, кинематически связанного с траверсой.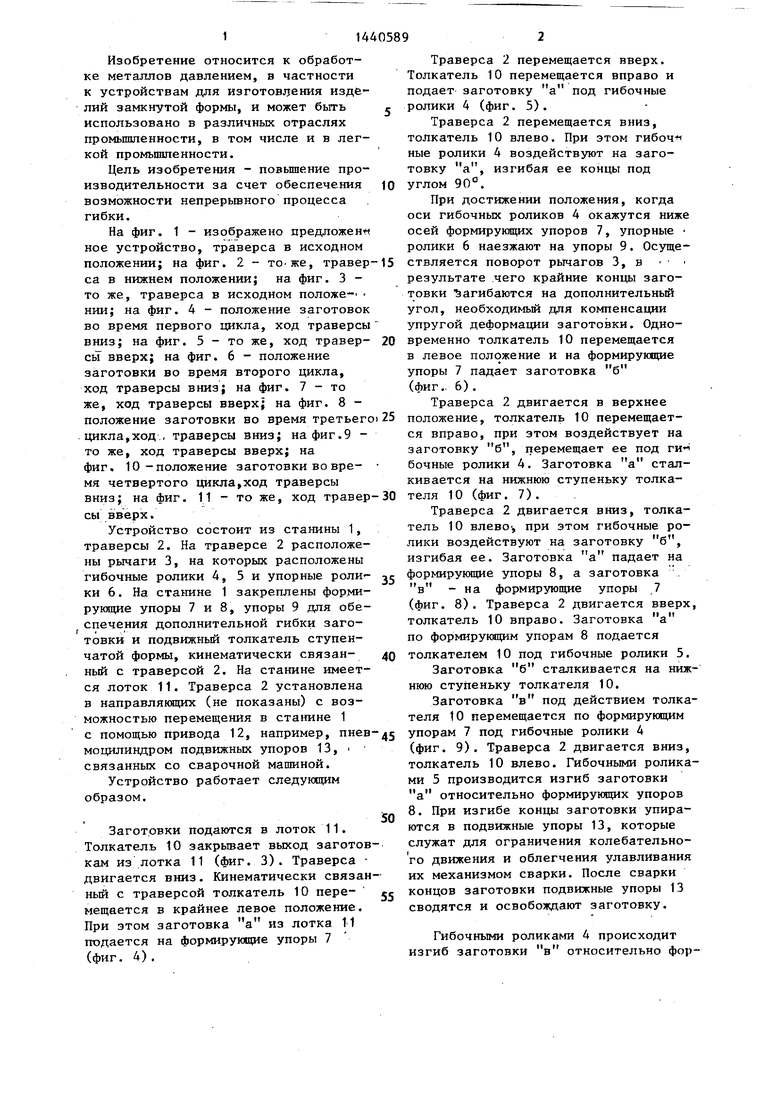
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Устройство для изготовления корпуса карабина и сборки его с полукольцом | 1977 |
|
SU704702A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| АВТОМАТИЗИРОВАННЫЙ МНОГОПОЗИЦИОННЫЙ ШТАМП | 1968 |
|
SU207680A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
Изобретегше отйосится к области обработки металлов давлением, в частности к устройствам для изготовления изделий замкнутой формы, может быть использовано в различных отраслях промышленности, в тон числе и в легкой промышленности, и позволяет повысить производительность за счет обеспечения возможности непрерывного процесса гибки. Заготовки подаются в поток 115 толкатель 10 закрывает выход заготовкам из лотка t1. Траверса двигается вниз, кинематически связанный с траверсой толкатель 10 перемещается в крайнее левое положение, при этом заготовка из лотка 11 j поступает на формирующие упоры 7. 11 ил. с (Л О СП 00 СО
/
/
1 2
ffl
tth
CJ
-J J- Р -J
/2 J
+
4
и,
:ii| I V
и.1
fpu3.2
(ригЛ
Фиг 5
. 7
Фа(.б
. S
Фие.9
iftud.iO
Фие. //
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
