фи&{
1440
(при групповой обработке). На наружной цилиндрической поверхности корпуса 1 размещена обойма 6 с упорами 7, установленными в радиальных резьбовых, отверстиях, расположенных в плоскос
ти, проходящей через середину рейки, закрепленной на суппорте. Количество vnopoB 7 определяется количеством обрабатываемых деталей. Обойма несет подпружиненньй фиксатор 9, определяющий ее угловое положение. Переналадка головки при переходе от обработки одной группы деталей к другой производится путем поворота обоймы 6 вручную и последующего ее зажима винтом 11. 2 нл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для расточки и подрезки | 1981 |
|
SU1006081A1 |
| Шпиндельная головка для подрезных работ | 1975 |
|
SU525502A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Резцовая головка | 1973 |
|
SU476942A2 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Борштанга | 1975 |
|
SU541591A1 |
| Способ позиционирования плансуппорта расточной головки | 1981 |
|
SU1038089A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |

Изобретение относится к станкостроению и может быть использовано в расточных станках,, преимущественно специально налаженных для групповой обработки деталей. Целью изобретения является повьшение точности и производительности обработки за счет исключения необходимости изменения настройки диска при переходе от обработки одной партии деталей к другой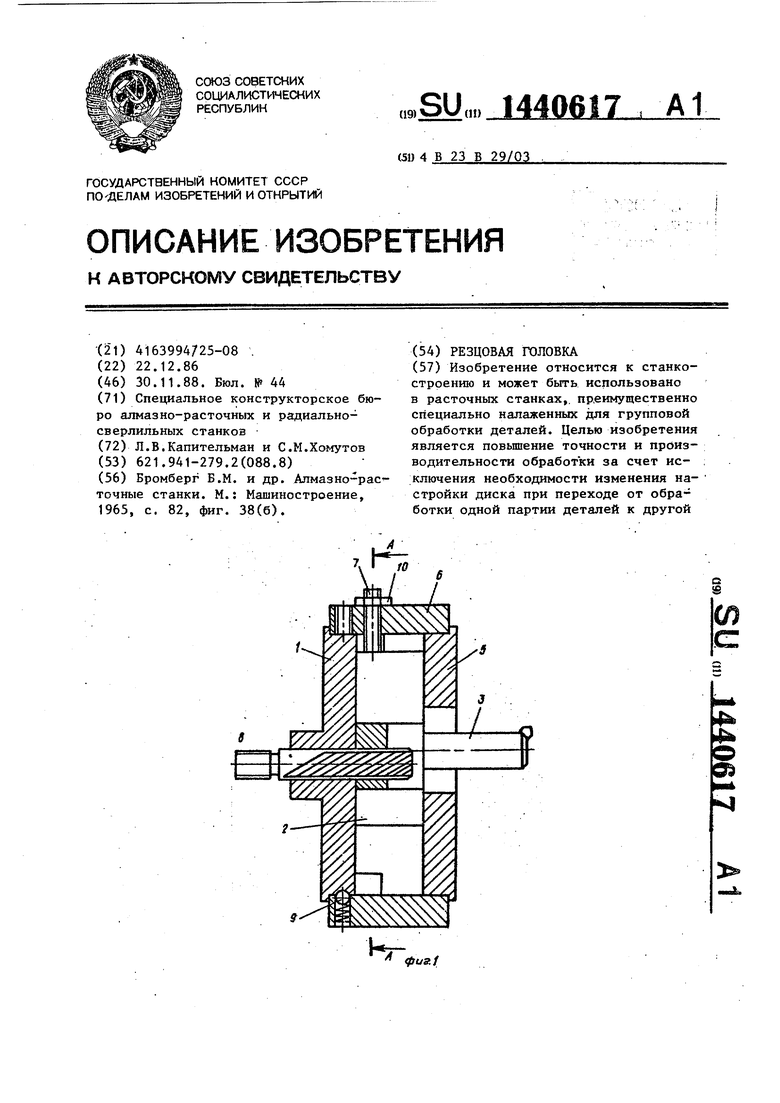
Изобретение относит.ся к станкостроению и может быть использовано в расточных станках, преимущественно в специально налаженных для групповой обработки деталей.
Целью изобретения является повьппе- ние производительности и точности обработки за счет исключения необходимости изменения настройки упора при переходе от обработки одной партии деталей к другой (при групповой обработке) и расположения упора в плоскости, проходящей через середину рейки суппорта.
На фиг.1 показана резцовая головка, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Головка состоит из корпуса 1, в пазу которого размещены суппорт 2с резцовой оправкой 3 и противовес 4. Стенки паза и внутренний торец крьш- ки 5 являются направляющими суппорта 2 и противовеса 4. На наружной цилиндрической поверхнрсти корпуса 1 установлена обойма 6 с упорами 7, ус таковленными в радиальных отверстиях расположенных в плоскости, проходяще через середину закрепленной на нем рейки, находящейся в зацеплении с двухсторонней косозубой рейкой штанги 8 привода подачи суппорта 2. Количество упоров 7 определяется количеством обрабатьшаемых деталей.
В обойме установлен шариковый фик сатор 9, определяклций ее угловое положение.
Головка работает следуняцим образом.
Перед началом обработки каждый из упоров 7 настраивается для растачивания отверстия (подрезания торца) в данной группе деталей и фиксируетс контргайкой 10. Переналадка головки при переходе от обработки одной группы -деталей к другой производится путем поворота обоймы 6 вручную и последующего ее зажима винтом 11. Для растачивания отверстия (подрезания торца) штанга 8 приводом подач,(не показан) перемещается в осевом направлении и посредством косозубой передачи движет суппорт 2 в радиальном направлении до контакта с соо тветст- вунщим упором 7. Одновременно противовес 4 смещается в противоположном направлении. По окончании позиционирования суппорта 2 производится растачивание отверстия (подрезание торца производится перемещением суппорта 2 до упора 7), .после чего суппорт штангой 8 смещается в исходное положение.
Расположение упора 7 . по. линии действия вертикальной составляющей результирующего усилия в реечной передаче не создает реактивный момент, которьйразворачивает. суппорт при поджиме к упору 7 в конце хода в пределах зазора в направляюпщх, благодаря чему повышается точность позиционирования суппорта
Формула изобретения
Резцовая головка, содержащая корпус, установленный в нем с возможностью радиального перемещения суппорт с рейкой, находящейся в зацеплении с.рейкой привода подачи, и упор, предназначенный для ограничения перемещения суппорта, отличающа- .я с я тем, что, с целью повышения производительности и точности обработки, головка снабжена установленной .она корпусе с возможностью поворота и
фиксации обоймой и несколькими допол-
1440617
нительными упорами, при этом все упоры установлены в расположенных по окружности радиальных резьбовых отвер.стиях, выполненных в обойме в плоскости, проходящей через середину рейки суппорта.
А8
| Бромберг Б.М | |||
| и др | |||
| Алмазно-рас - точные станки | |||
| М.: Машиностроение, 1965, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
