21
О О5
ел
со
Изобретение относится к обработке проката давлением и сварке при изготовлении металлоконструкций для ЛЭП, а именно к конструкции кассеты для хранения и транспортировки стопы проката.
Цель изобретения - повышение производительности путем сокращения времени на переналадку кассеты с одного типоразмера стопы на другой, а также расширение технологических возможностей путем обеспечения транспортировки в кассете стопы углового проката.
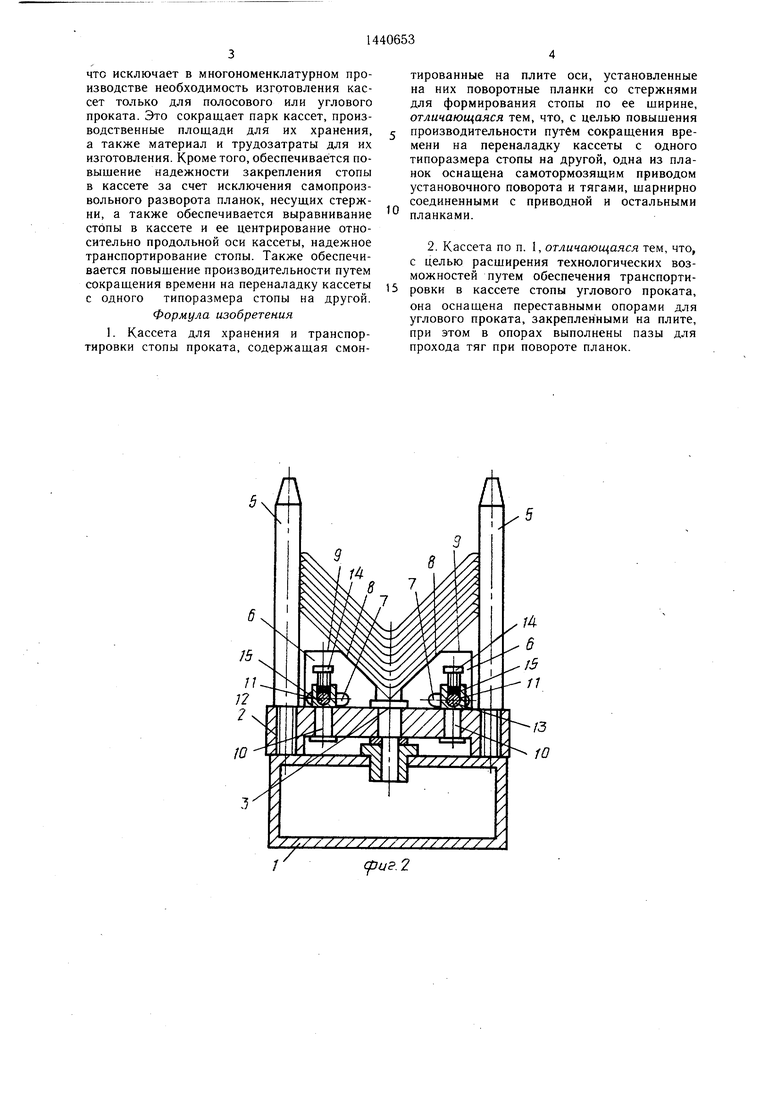
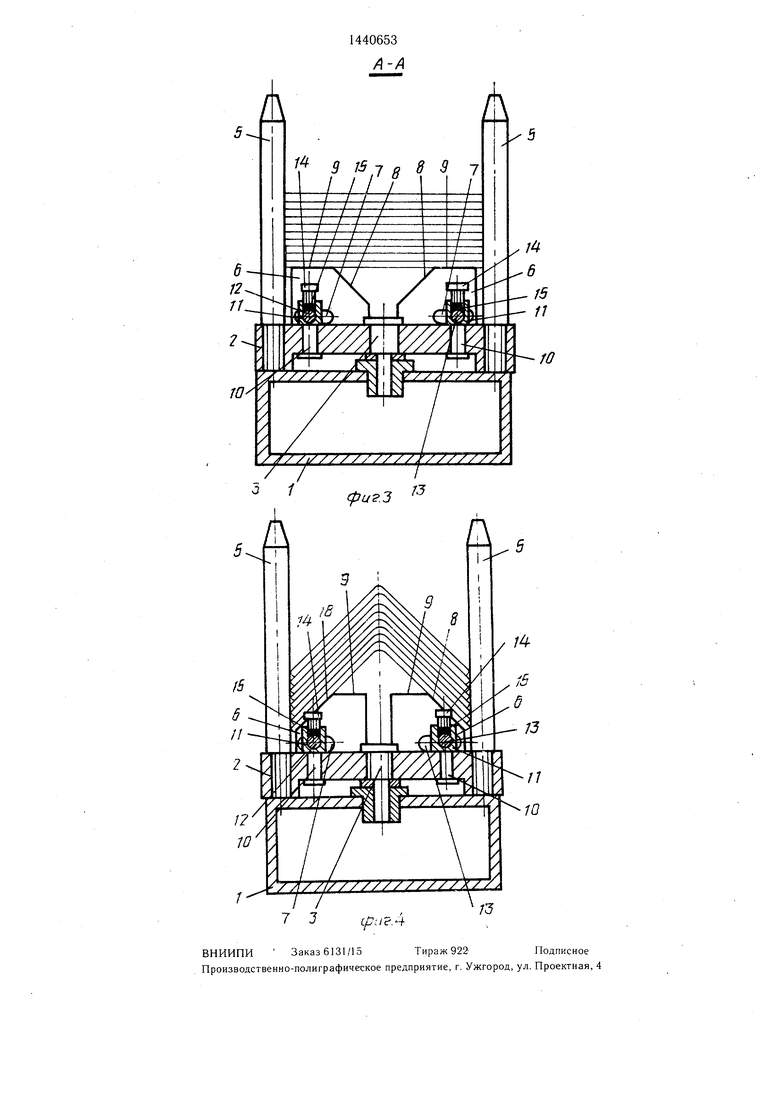
На фиг. 1 дана кассета, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (с загруженной в кассету стопой углового проката в ориентированном положении); на фиг. 3 - то же, с загруженной в кассету стопой полосового материала; на фиг. 4 - то же, с загруженной в кассету стопой углового проката в ориентированном положении «ребром вверх.
Кассета для хранения и транспортировки стопы проката содержит цлиту 1, расположенные вдоль плиты 1 планки 2, установленные с возможностью поворота на осях 3, закрепленных на плите 1 вдоль ее продольной оси 4. На планках 2 закреплены стержни 5 для формирования стопы по ее ширине.
На плите 1 по обе стороны от каждой планки 2 на одинаковом расстоянии от продольной оси 4 закреплены переставные опоры 6 для углового проката пазами 7. Каждая опора 6 имеет скошенную поверхность 8, а также горизонтально расположенную поверхность 9, при этом скошенные поверхности 8 набора призматических элементов 6 служат для ориентации углового проката в положении, необходимом для загрузки в обрабатываюшую машину, например, для гфобивки отверстий в заготовках опор ЛЭП, а горизонтальные поверхности 9 являются опорными для стопы полосового проката.
Каждая планка 2 оснащена смонтированными на ней с возможностью поворота цилиндрическими пальцами 10 со сквозным отверстием 11 и зажимным элементом, а также параллельными тягами 12, 13, расположенными вдоль продольной оси 4 плиту 1 и пропущенными через пазы 7 опор 6 и отверстия 11 пальцев 10. Пальцы 10 связаны с тягами 12, 13 при помощи зажимных элементов, каждый из которых выполнен в виде винта 14, ввинченного в резьбовое отверстие каждого из пальцев 10, и нажимной планки 15, взаимодействующей с соответствующей тягой 12, 13 и винтом 14, что обеспечивает шарнирное соединение тяг 12, 13 с планками 2.
Одна из планок 2 оснащена самотормозящим приводом установочного поворота, выполненным в виде жестко связанного с осью 3 червяка 16 и сцепленного с ним червячного колеса 17, смонтированных в корпусе, закрепленном на плите 4, при этом упомянутая ось 3 связана с планкой 2 щпон- кой 18.
Для поворота червяка 16 предусмотрен смонтированный на шейке 19 маховичок 20.
Кассета оснаш,ена также жестко связанными с плитой 1 цапфами 21, служащими для связи с чалочным приспособлением грузоподъемного средства.
Кассета работает следующим образом. Для формирования в кассете стопы полосового проката вначале производят установку стержней 5 в положение, соответствующее ширине полос, укладываемых в кассету. Для этого приводят во вращение в нужную сторону маховичок 20, в результате чего че5 рез червяк 16 и червячное колесо 17 движение передается одной из планок 2, а от нее через тяги 12, 13 остальным планкам 2, при этом поворот указанных планок, а значит и стержней 5, становится возможным за счет перемещения тяг 12, 13 в па0 зах 7 набора переставных опор 6. После установки стержней 5 в заданное положение производят укладку полос в кассету, формируя их в стопу, причем первая снизу полоса укладывается на горизонтально распо ложенныё поверхности 9 набора опор 6, образующих ложемент для полосы.
Для формирования в кассете стопы углового проката наладку кассеты на заданный сортамент проката производят как описано выше.
Q После установки стержней 5 в заданное положение производят укладку углового проката в кассету, формируя их в стопу, причем первый снизу уголок укладывается на скошенные поверхности 8 набора опор 6, образующего ложемент для углового про5 ката, чем достигается ориентация углового проката в положении, необходимом для его подачи в обрабатывающую машину или на сварку и тем самым исключается неправильное формирование стопы.
После получения стопы полосового или
0 углового проката путем вращения .маховичка 20 поворачивают планки 2 и выбирают зазор между стержнями 5 боковыми гранями стопы проката, в результате чего стержни 5 взаимодействуют с боковыми гранями стопы и про5 исходит выравнивание стопы и последующее ее закрепление в кассете.
Поворот планок 2 в обратном направлении предотвращается самотормозящим приводом установочного поворота одной из планок 2. Транспортировку кассеты осуществля0 ют грузоподъемным средством при помощи чалочного приспособления, взаимодействующего с цапфами 21.
Таким образом, кассета для хранения и транспортировки стопы проката обеспечивает расширение технологических возмож5 ностей за счет формирования в ней стопы из полосового, а также углового проката в ориентированном положении для подачи в обрабатывающую машину или на сварку.
что исключает в многономенклатурном производстве необходимость изготовления кассет только для полосового или углового проката. Это сокращает парк кассет, производственные площади для их хранения, а также материал и трудозатраты для их изготовления. Кроме того, обеспечивается повышение надежности закрепления стопы в кассете за счет исключения самопроизвольного разворота планок, несущих стержни, а также обеспечивается выравнивание стопы в кассете и ее центрирование относительно продольной оси кассеты, надежное транспортирование стопы. Также обеспечивается повышение производительности путем сокращения времени на переналадку кассеты с одного типоразмера стопы на другой. Формула изобретения
1. Кассета для хранения и транспортировки стопы проката, содержащая смонтированные на плите оси, установленные на них поворотные планки со стержнями для формирования стопы по ее ширине, отличающаяся тем, что, с целью повышения производительности путем сокращения времени на переналадку кассеты с одного типоразмера стопы на другой, одна из планок оснащена самотормозящим приводом установочного поворота и тягами, щарнирно соединенными с приводной и остальными
планками.
2. Кассета по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения транспорти- ровки в кассете стопы углового проката, она оснащена переставными опорами для углового проката, закрепленными на плите, при этом в опорах выполнены пазы для прохода тяг при повороте планок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для размещения стопы полос | 1986 |
|
SU1323184A2 |
| Стенд для сборки и сварки металлоконструкций | 1983 |
|
SU1164027A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Кассета для размещения деталей | 1988 |
|
SU1588647A1 |
| Кассета для размещения деталей | 1989 |
|
SU1666381A1 |
| Магазин-накопитель | 1986 |
|
SU1404263A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Плитка для закрепления свариваемых изделий | 1980 |
|
SU919845A1 |
| Устройство для перемещения и кантования изделий | 1986 |
|
SU1362693A1 |
| Устройство для поштучной выдачи деталей | 1989 |
|
SU1703374A1 |
Изобретение относится к обработке проката давлением и сварке при изготовлении металлоконструкций, а именно к кон- / струкции кассеты для хранения и транспортировки стопы проката. Цель - повышение производительности. Кассета содержит смонтированные на плите 1 оси 3, на которых установлены поворотные планки 2 со стержнями 5 для формирования стопы по ее ширине. Одна из планок 2 оснащена самотор- МОЗЯШ.ИМ приводом 16 установочного поворота и тягами 13, шарнирно соединенными с приводной и остальными планками 2. При вращении привода 16, выполненного в виде червячной передачи, благодаря наличию тяг 13 происходит поворот всех планок 2 и тем самым изменяется расстояние между стержнями 5. Это сокращает время на переналадку кассеты с одного типоразмера стопы на другой. При транспортировке стопы углового проката прокат укладывают на скошенные поверхности опор, обеспечивая его ориентацию. 1 з.п. ф-лы, 4 ил. (р (Л
срир.2
f 5 В -I
I I I
1440653
f{-A
T5
| Кассета для размещения стопы полос | 1984 |
|
SU1204303A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
