рами (У) 2-5 установлено основание в виде двух коробов 6. Последние выполнены с грузонесущими элементами в виде образующих конвейер приводных катков 7. На короба 6 опираются четыре вертикальные штанги (Ш) 8, имеющие пазы. Верхние концы Ш 8 попарно с двух сторон соединены планками 9. На них и на верхние концы Ш 8 опирается верхняя плита 11 П-образной формы с поперечными пазами и У 13-16. Между спаренными Ш 8 установлены каретки (К) 17 и 18 со смонтированными на них захватами 19 и 23 и фиксаторами 21 и 24. Гибкой связью К 17 и 18 соединены с механизмом подъема 26, размещенным на плите 11. На К 17 установлен механизм 20 поворота. Для регулировки положения
1
Изобретение относится к мащинострое- нию, а именно к устройствам для кантования крупногабаритных изделий прямоугольной формы на конвейере, и может быть использовано для кантования полуформ с обозначенным центром тяжести, применяемых в литейном производстве.
Целью изобретения является расширение технологических возможностей за счет обеспечения быстрой переналадки под нужные типоразмеры.
На фиг. 1 показано предлагаемое устройство; вид спереди; на фиг. 2 - то же, вид слева; на фиг. 3 - то же, вид сверху.
Устройство, содержит две опоры 1 с установочными упорами 2-5. На опорах 1 установлены основания в виде двух коробов 6 с грузонесущими элементами в виде приводных катков 7, образующих конвейер. На коробы 6 опираются четыре вертикальные щтанги 8, верхние концы которых попарно с двух сторон соединены планками 9. Каждая щтанга 8 имеет паз, в котором закреплена направляющая 10 (фиг. 3). На верхние концы четырех щтанг 8 и планки 9 опирается верхняя плита 11 П-образной формы, выполненная с поперечными пазами под крепежные элементы 12 щтанг 8 и установочными упорами 13-16, размещенными с внутренней и внещней сторон штанг. Между спаренными щтангами 8 установлены каретки 17 и 18, являющиеся узлом подъема. На каретке 17 смонтирован захват 19 с возможностью поворота вокруг горизонтальной оси с помощью механизма 20 и фиксатор 21 с приводом от цилиндра 22. На кагоризонтальной оси захватов 19 и 23 на коробах 6 под К 17 и 18 установлены четыре У. Для остановки изделия 35 в зоне действия захватов 19 и 23 на конвейере с двух сторон установлены выдвижные ловители. Опоры 1 выполнены с Т-образными поперечными пазами под крепежные элементы Ш 8. При этом У 2-5 и 13-16 расположены соосно пазам основания и плиты 11 с внещней и внутренней сторон Ш 8. Изделие 35 останавливается ловителями. Катки 7 прекращают вращение, и изделие 35 фиксируется фиксаторами 21 и 24. При включении механизма 26 К 17 и 18 синхронно перемещаются вверх. При включении механизма 20 производится поворот захватов 19 и 23 с изделием 35 на 180°. 3 ил.
ретке 18 смонтирован захват 23, свободно поворачивающийся вокруг горизонтальной оси, и фиксатор 24 с приводом от цилиндра 25. Каретки 17 и 18 гибкой связью соединены с механизмом 26, подъема,
расположенным на верхней плите 11. На коробах 6 установлены четыре регулируемых упора 27 (фиг. 2), по два упора на каждом коробе, для регулировки положения горизонтальной оси захватов 19 и 23.
Кроме того, на одном из коробов установлен механизм 28 для передачи вращения на катки 7. Вращение на катки 7 второго короба передается через шлицевую втулку 29, в которую входя- щлицевые полуоси 30 и 31 двух противоположных
катков 7. Каждый каток 7 снабжен пробук- совочной муфтой 32 и щестерней 33, контактирующей с цепью 34. Количество катков 7 определяется габаритами изделия 35, от которых зависит длина коробов 6.
При длине изделия от 600 до 1200 мм ус- танолено по пяти катков на каждом коробе. Диаметр катка 350 мм и расстояние между осями катков 360 мм.
На конвейере с двух сторон установлены два выдвижных ловителя 36 (фиг. 3) с
приводом от цилиндров 37 для остановки изделия 35 в зоне действия захватов 19 и 23 кантователя. Опоры 1 выполнены с Т-образными поперечными пазами под крепежные элементы 38 щтанг 8. Установочные упоры 2-5 и 13-16 расположены соосно пазам основания и верхней плиты 1I с внутренней и внещней сторон щтанг 8.
Устройство для кантования изделий на конвейере работает следующим образом.
Изделие 35 подается катками 7 конвейера в зону кантователя. При движении его вперед захваты 19 и 23 входят в сквозной паз изделия. Выдвинуты в стороны изделия ловители 36. Дойдя до ловителей 36, изделие 35 останавливается. При этом катки 7 под изделием 35 прекращают вращение в результате срабатывания пробук- совочных муфт 32. Включаются силовые цилиндры 22 и 25, перемещающие фиксаторы 21 и 24 в сторону изделия 35, осуществляя его фиксацию.
Затем включается механизм 26 подъема. При этом каретки 17 и 18 синхронно перемещаются с изделием 35 на высоту Н. Включается механизм 20 поворота, осуществляя поворот захватов 19 и 23 с изделием 35 на 180°. После выполнения поворота, срабатывая в обратной последовательности, механизм устанавливает изделие 35 на те же установочные места на конвейере, с которых оно было взято.
Убираются выдвижные ловители 36, выходя из контакта с изделием 35, которое возобновляет движение. Работа устройства повторяется.
Устройство для кантования изделий на конвейере встраивается в основной конвейер и работает с основным конвейером в автоматическом режиме. При встраивании устройства в основной конвейер для транспортировки и кантования изделия с другими параметрами (длиной,щириной, высотой) производится переналадка устройства. Для этого ослабляют все крепежные элементы 12 и 38 {фиг. 3). С помощью упоров 4, 5, 13 и 14 производят перестановку на 1/2 требуемого размера левой части конвейера и закрепляют крепежные элементы. Затем ослабляют крепежные элементы 12 и 38 правой части конвейера и с помощью упоров 2, 3, 15 и 16 передвигают ее на 1/2 требуемого размера в
противоположную сторону. После закрепления крепежных элементов 12 и 38 правой части конвейера устройство готово к работе.
Формула изобретены
Устройство для перемещения и -кантования изделий, включающее конвейер в виде установленных на основании грузонесущих
элементов, смонтированные на основании выдвижные ловители и вертикальные итан- ги, узел подъема с установленными на осях захватами и связанный с узлом подъема механизм подъема, отличающееся тем, что, с
целью расщирения технологических возможностей за счет обеспечения быстрой переналадки под нужные типоразмеры, оно снабжено установочными упорами для регулировки положения осей захватов, установленными под узлом подъема на основа0 НИИ, которое выполнено в виде смонтированных посредством опор коробов конвейера, при этом грузонесущие элементы выполнены в виде установленных на коробах приводных катков, а щтанги попарно
5 соединены посредством планок и связаны посредством опирающейся на планки верхней плиты, причем узел подъема выполнен в виде двух кареток, установленных между двумя спаренными щтангами и связанных посредством гибких связей с механизмом
0 подъема, размещенного на верхней плите, а основание и верхняя плита выполнены с поперечными пазами и связаны со щтангами посредством смонтированных на последних и размещенных в поперечных пазах основания и верхней плиты кре5 пежных элементов, при этом установочные упоры смонтированы на основании и верхней плите соосно их поперечным пазам и размещены с внутренней и внещней сторон каждой из щтанг.
/7
6 38
27 J4 JJ /
38
W

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Устройство для кантования изделий на конвейере | 1983 |
|
SU1098878A1 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| Кантователь | 1983 |
|
SU1154175A1 |
| Устройство для передачи штучных грузов с одного конвейера на другой | 1980 |
|
SU967929A1 |
| Конвейер для межоперационного перемещения изделий | 1981 |
|
SU994373A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1983 |
|
SU1097543A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Перегрузочное устройство | 1987 |
|
SU1602833A1 |
| Устройство для передачи изделий между конвейерами,размещенными на разных уровнях | 1983 |
|
SU1105422A1 |


Изобретение относится к машиностроению, а именно к устр-вам для кантования крупногабаритных изделий прямоугольной формы на конвейере. Цель изобретения - расширение технологических возможностей за счет обеспечения быстрой переналадки под нужные типоразмеры. На двух опорах 1 с установочными упо(Л со 05 Ю 05 СО СО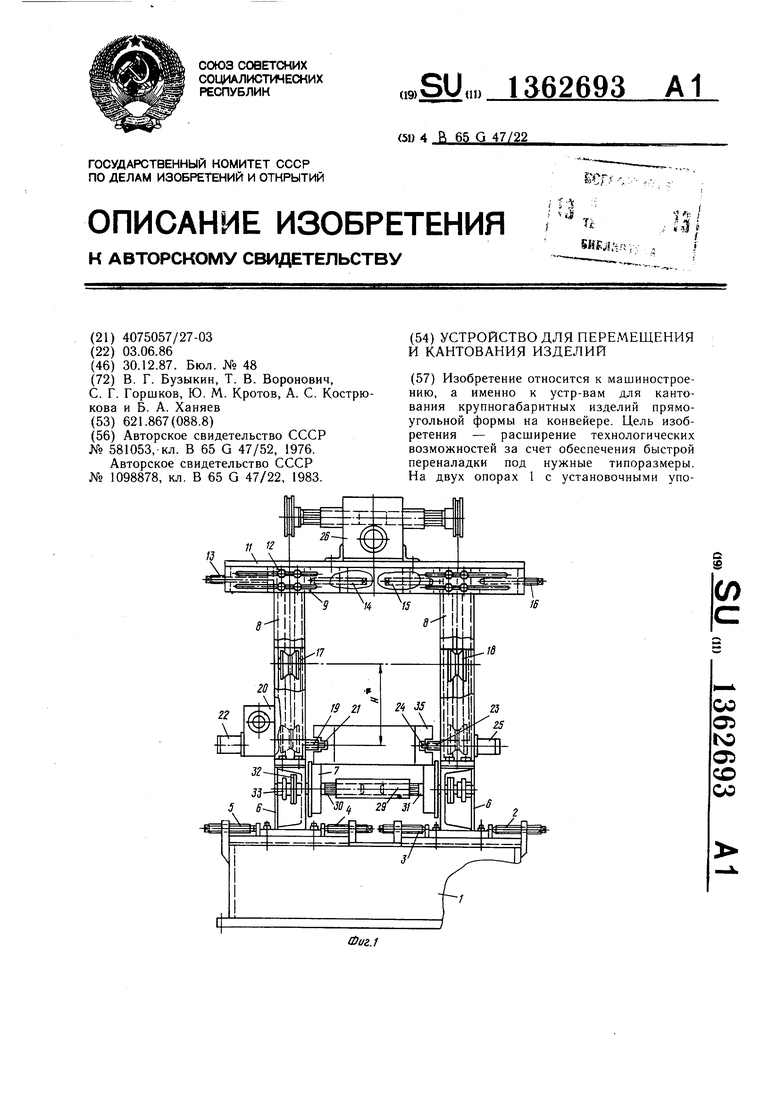
Шиг.2
1/
Фиг. 5
| Устройство для перегрузки изделий с одного конвейера на другой с одновременным его поворотом на 180 | 1976 |
|
SU581053A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для кантования изделий на конвейере | 1983 |
|
SU1098878A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
