/(/I
чо
ч«
сл
с
Фиг.2
jii.
4
h-t OS
ы ы
Изобретение относится к сварке, в частности к горелкам для дуговой автоматической и полуавтоматической сварки в среде защитных газов неплавящимся электродом, и может быть использовано в любой отрасли народного хозяйства.
Целью изобретения является повышение надежности в работе горелки путем повышения усилия зажима электрода в цанге в процессе ее нагрева, улучшения условий ее обслуживания путем исключения приваривания электрода к цанге и повышения ламинарности истечения защитного газа путем его подогрева.
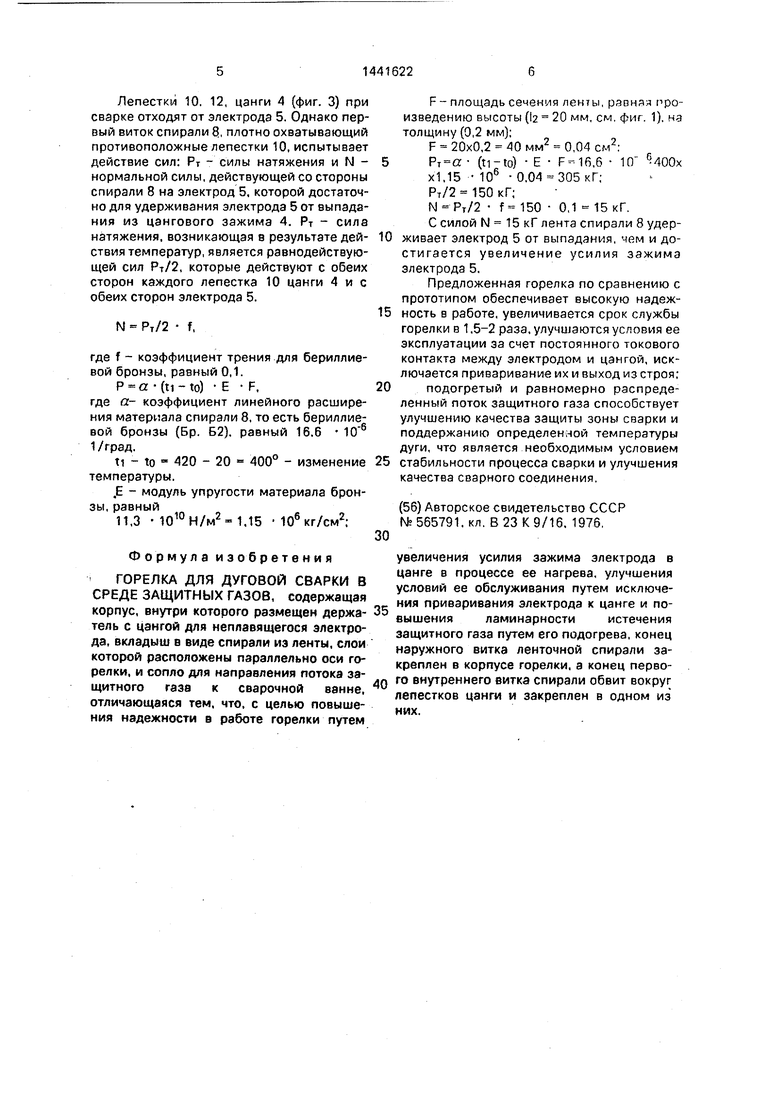
На фиг. 1 показана горелка, разрез; на фиг. 2 - сечение А-А на фиг. 1, где показано размещение витков спирали вкладыша до ее нагрева; на фиг. 3 - то же, в увеличенном масштабе, где показано размещение витков спирали вкладыша после ее нагрева и заделка конца ее первого витка на лепестках зажимной цанги,
Горелка для дуговой сварки в среде защитных газов содержит корпус 1 (см. фиг. 1}. в котором с возможностью перемещения вдоль его оси размещен электрододержатель 2, а в боковом отверстии жестко заделан то- когазопроеод 3. Внутри электрододержателя 2 установлен цанговь й зажим 4 (цанга) с неплавящимсл электродом 5. Снизу на корпус 1 по резьбе насажено сопло 6 для направления защитного газа - аргона (Аг) к месту сварки, а сверху по резьбе насажен винт 7, контактно связанный с электродо- держателем 2, несущим цангу 4. В полости корпуса 1 контактно рабочему участку цанги 4 размещен вкладыш в виде спирали 8 из упругой ленты, витки которой прилегают один к другому, а конец послй,цнего из них жестко за,делан з корпусе 1 горелки с образованием зазора 9 между витками и корпусом 1 горелки (см. ф лг. 2). Свободный конец первого аитка спирали 8 жестко заделан на одном из лепестков 10 (фип 2. 3) цангм 4 в прорези 11 между эти(.1 и следующим лепестком 12 и пропущен с поочередным огибанием внешних и внутренних поверхностей всех лепестков цанги 4. Нижняя часть кор пусэ 1 горелки лмеет форму конуса, в котором выполнены отверстия 13 для подачи защитного газа в сопло 6. Цанга 4 выполнена из бронзы, а спираль - из бериллиевой бронзы. Бр. 52 ГОСТ 1789-70.
Плоская спираль 8 навита вокруг лепестков цанги 4 такмм образом, чтобы при нагреве в процессе сварки элементов горелки удержать электрод от выпадания и чтобы исключить возникновение зазора между электродом и внутренней поверхностью
цанги 4, что влечет за собой приваривание электрода к ней.
Одновременно спираль 8 служит для предварительного подогрева и создания
равномерно распределенного потока защитного газа, что способствует улучшению качества защиты сварочной ванны и уменьшению расхода газа.
Перед началом сварки устанавливают
неплавящийся электрод 5 в цанге 4 и вращением винта 7 обеспечивают зажатие неплавящегося электрода 5 с необходимым вылетом за срез сопла 6 в электрододержа- теле 2 (фиг. 1). Затем обеспечивают через
токогазопровод 3 подачу защитного газа Аг
(аргона) к .месту сварки и подвод тока сь от
источника сварочного тока.
: В процессе работы происходит нагрев
.всех элементов горелки от тепла Джоуля
при прохождении сварочного тока и лучи- стой энергии дуги, приводящей к возникно- .вемию деформаций элементов. Лепестки 10, 12 (фиг, 3) цанги 4 также испытывают термодеформацию, что приводит к
ослаблению зажима электрода 5 и нарушению токового контакта, то есть LO- средняя величина диаметра конуса рабочей части цангового зажима - изменяется на L (фиг. i):.
20,0 мм,, L - LO 1 + а (ti to). где с -коэффициент линейного расширения . бронзы, лз которой выполнена цанга, (fr-.M 10 1/град; .
ti - температура в зоне сварки, град,
ti 420°C;
to температура окружающей среды, то есть пере,д сваркой, град;1о 20°С;
L 20,0 1 + 17,5 10 (420 - 20) - 20,0 (1 -1- 0,007) 20,2 мм.
При сварке средняя величина диаметра LO конуса цанги 4 на участке Ii изменилась на AL;
А L L -U 20.2 - 20,0 0.2 мм. То есть образовался зазор, равный 0,2 мм,
достаточный для выпадания электрода 5.
Но электрод 5 не выпадает из цанги 4 благодари наличию спирали 8 на участке г (фиг. 1), Материал спирали 8 - бериллиевая бронза, С ираль 8 также подвержена термодеформац ляг-л, при этом витки спирали 8, раскручиваясь, равномерно распределяются по всему зазору 9, показанному на фиг. 2. образуя почти концентрические окружности (см. фиг. 3). Между витками спирали 8 проходит защ11тнь й газ Аг, который нагревается от витков спирали 8, равномерно распределяется на участке 12. образуя на выходе из отверстий 13 ламинарный поток подогретого газа.
Лепестки 10. 12, цанги 4 (фиг. 3) при сварке отходят от электрода 5. Однако первый виток спирали 8, плотно охватывающий противоположные лепестки 10, испытывает действие сил: Рт - силы натяжения и N - нормальной силы, действующей со стороны спирали 8 на электрод 5, которой достаточно для удерживания электрода 5 от выпадания из цангового зажима 4. Рт - сила натяжения, возникающая в результате действия температур, является равнодействующей сил Рт/2, которые действуют с обеих сторон каждого лепестка 10 цанги 4 и с обеих сторон электрода 5.
N Рт/2 f,
где f - коэффициент трения для бериллие- вой бронзы, равный 0,1.
Р а (ti - to) Е F, где а- коэффициент линейного расширения материала спирали 8, то есть бериллие- вой бронзы (Бр. Б2). равный 16.6 10 1/град.
ti - to 420 - 20 400° - изменение температуры.
.Е - модуль упругости материала бронзы, равный
11,3 ,15 -Ю кг/см Формула изобретения
ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ, содержащая корпус, внутри которого размещен держатель с цангой для неплавящегося электрода, вкладыш в виде спирали из ленты, слои которой расположены параллельно оси горелки, и сопло для направления потока защитного газа к сварочной ванне, отличающаяся тем, что, с целью повышения надежности в работе горелки путем
10 400х
F - площадь сечения ленты, равняя г ро- изведению высоты (12 20 мм. см, фиг. 1). на толщину (0,2 мм);
F 20x0,2 40 мм 0,04 см (ti-to) Е F-16,6
х1,15 10 0.04 305 кГ;
Рт/2 150 кГ;
N-PT/2 f 150 0,1 - 15 кГ.
С силой N 15 кГ лента спирали 8 удер- живает электрод 5 от выпадания, чем и достигается увеличение усилия зажима электрода 5.
Предложенная горелка по сравнению с прототипом обеспечивает высокую надеж- ность в работе, увеличивается срок службы горелки в 1.5-2 раза, улучшаются условия ее эксплуатации за счет постоянного токового контакта между электродом и цангой, исключается приваривание их и выход из строя: подогретый и равномерно распределенный поток защитного газа способствует улучшению качества защиты зоны сварки и поддержанию определенной температуры дуги, что является необходимым условием стабильности процесса сварки и улучшения качества сварного соединения.
30
35
(56) Авторское свидетельство СССР № 565791. кя. В 23 К 9/16, 1976,
увеличения усилия зажима злектрода в цанге в процессе ее нагрева, улучшения условий ее обслуживания путем исключения приваривания электрода к цанге и повышения ламинарности истечения защитного газа путем его подогрева, конец наружного витка ленточной спирали закреплен в корпусе горелки, а конец перво- Q го внутреннего витка спирали обвит вокруг лепестков цанги и закреплен в одном из них.
L
f7
12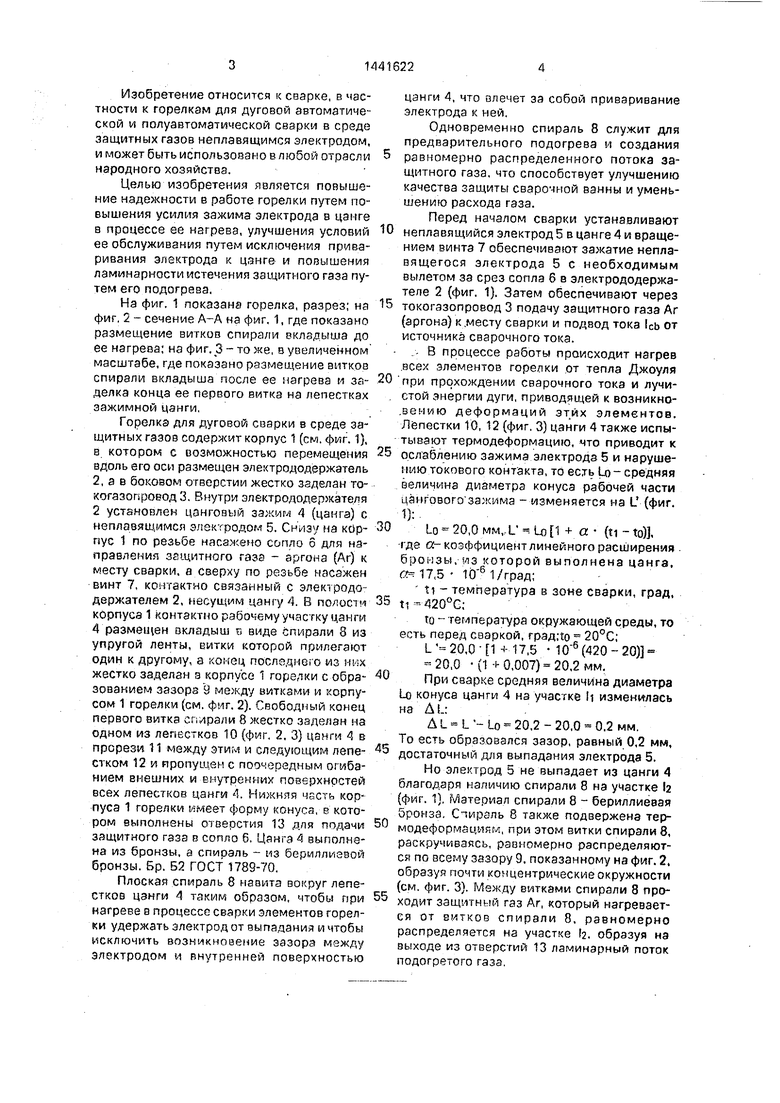
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1478525A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU1031671A2 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1073034A1 |
| Горелка для аргоно-дуговой сварки неплавящимся электродом | 1976 |
|
SU919823A2 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1983 |
|
SU1169270A1 |
| Способ дуговой сварки неплавящимся электродом в защитных газах | 1976 |
|
SU733905A1 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
Изобретение относится к сварке, в частноаи к горелкам для дуговой автоматической и полуавтоматической сварки в феде защитных газов нелла- вящимся эпектродоч и может быть использовано в любой отрасли народного хозяйства. Цель изобретения - ловышение надежности в работе горелки путем повышения усилия зажима электрода в цанге в процессе ее нагрева, улучшение условий ее обслуживания путем исключения приварипания электрода к цанге и повышения ламинарности истечения защитного газа за счет его подогрева. Плоская спираль 8. навитая. вокруг лепестков 10 и 12 цанги, при нагреве в процессе работы элементов горелки удерживает электрод 5 от выпадания. Одновременно спираль 8 служит дпя предварительного подогрева и создания равномерного распределенного потока защитного газа, что способствует повышению качества сварки. Спираль 8 искп очает зазор между электродом 5 и цангой, а тем самым устраняет возможность приваривания электрода 5 к цанге. 3 ил