Известны устройства для полуавтоматического изготовления П-образных пакетов трансформаторов из ленточного трансформаторного железа, состоящие из подающего механизма, отрезного ножа и системы управляющих кулачков.
Однако известные устройства не обеспечивают операции гибки и сборки пластин различной длины методом протягивания изгибаемой детали через полуматрицы.
Предлагаемое устройство этого недостатка не имеет. Это достигается тем, что полуматрицы предлагаемого устройства выполнены раздвижными.
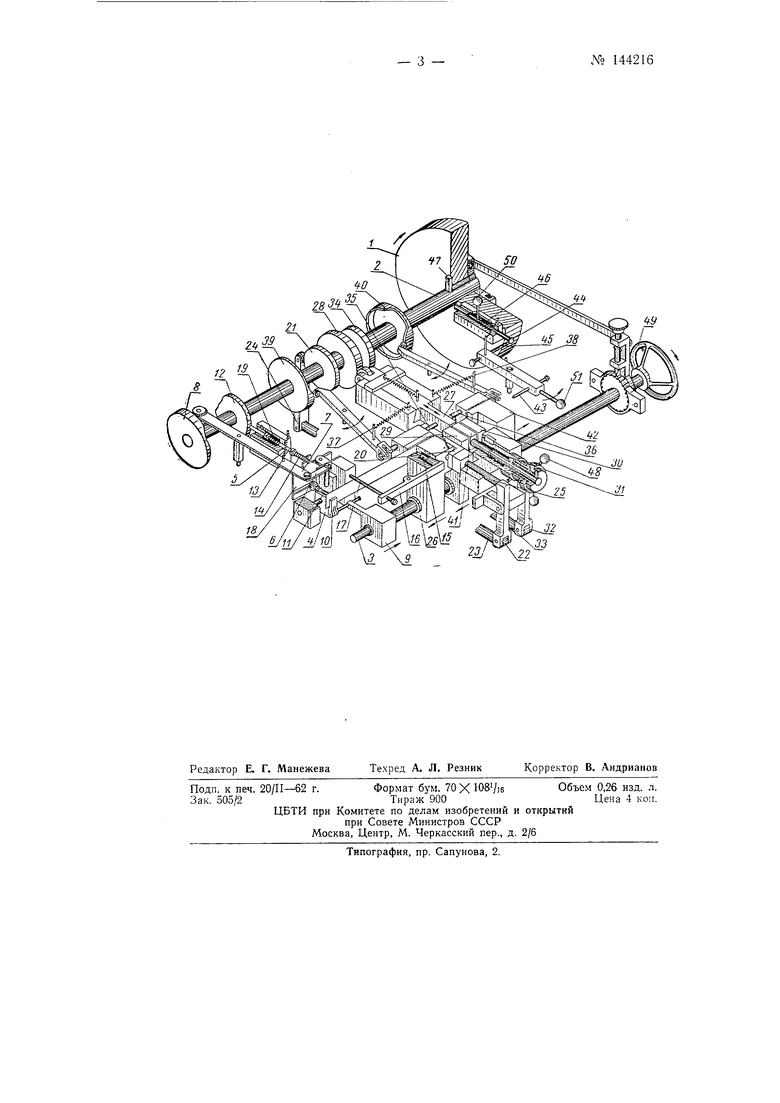
На чертеже изображена кинематическая схема предлагаемого устройства.
При работе устройства от электродвигателя вращение передается через редуктор на маховик /, с которым связаны два рабочих вала 2 и 3. Вал 2 получает вращение от маховика через муфту с поворотной щпонкой и при включенной муфте делает столько же оборотов, сколько и маховик. Вал 5 также получает вращение от маховика через храповой механизм, позволяющий за один оборот маховика поворачивать вал на определенный угол. Для отрезки и гибки одной пластины вал 2 должен повернуться на один оборот, а вал 3 на некоторую часть оборота. Эти валы при помощи копиров и резьб с различным шагом управляют перемещениями всех механизмов устройства. Лента подается кареткой 4 механизма подачи, которая приводится в движение пружиной 5 через рычаги 6 к 7. Отвод каретки производится кулачком 8. Перемещение каретки вперед ограничивается подвижным упором 9, установленным на рабочем валу 3 при помощи винтовой пары. При повороте вала 3 на определенный угол упор движется по направлению, указанному стрелкой, и каретка увеличивает ход на необходимую величину. При подаче лента зажимается между крышкой каретки 10 и иглой 11 при помощи
№ 144216- 2 -
копира 12 через щиток 13 и пружину 14. При отходе каретки назад копир 12 освобождает иглу //, а для предотвращения сдерживания лента зажимается иглой 15 через рычаг 16, толкатель 17, планку 18 и щиток 13 усилием пружины 19. Поданная лен,та отрезается ножом 20, который получает движение от копира 21 через рычаги 22, 23, 24 и толкатель 25. Для сохранения оси симметрии пластины (т. е. неизменной линии гибки) после каждого цикла нож отходит по направлению, указанному стрелкой, на 0,5 приращения длины пластины. Отвод ножа производится при повороте вала 3 гайкой 26 корпуса. Гибка пластины производится пуансоном 27 от копира 28 между полуматрицами 29 и 30. Полуматрицы установлены на валу 3 на ленточной резьбе - одна на правой, другая на левой. При повороте вала 3 на определенный угол полуматрицы раздвигаются, каждая на величину, равную толщине штампуемой ленты. При ходе пуансона вперед лента зажимается между пуансоном и выталкивателем, сжимая пружину выталкивателя 31. При отходе пуансона 27 выталкиватель подается вперед через рычаг 32, тягу 33 от копира 34 с таким расчетом, что выходит за пределы границы полуматриц 29 и 30 и придерживает загнутую пластину до прижатия ее захватами 35 и 36, которые работают от пружин 37 к 38 и отводятся копирами 39 и 40. После того, как захваты прижмут согнутую первую пластинку, выталкиватель 41 отходит в первоначальное положение немного ниже уровня полуматриц с таким расчетом, чтобы не мещать подаче следующей пластины. Рычаги выталкивателя 41 работают так же, как и рычаги отрубного ножа 20. При повороте вала 3 на определенный угол от храпового механизма полуматрицы 29 и 30, гайка корпуса, щека 42 и упор 9 раздвигаются каждый в своем н аправлении. Лента подается большей длины, и весь процесс начинается сначала. Пуансон одной пластины служит пуансоном для второй и т. д. После того, как набран пакет из необходимого количества пластин, щека 42 упирается в винт 43, упор 44 выходит из зацепления с рычагом 45 и подается вперед пружиной 46. Рычаг поворотной щпонки 47 наскакивает на упор 44, шпонка поворачивается, выключая муфту, и валы 2, 3 останавливаются. Пуансон останавливается в таком положении, что набранный пакет остается зажатым только между пуансоном 27 и выталкивателем 41. Это позволяет поворотом ручки 48 отвести выталкиватель и освободить пакет. Пакет легко снимается вручную или магнитом.
Перед включением полуавтомата необходимо выталкиватель 41 возвратить в исходное положение поворотом ручки 48 против часовой стрелки. Поворотом маховика 49 по часовой стрелке возвращаются в исходное положение - полуматрицы 29, 30, упор 9, гайка 26 корпуса и щека 42. Повернув ручку 50 направо, полуавтомат включается; поворотом ручки 51 полуавтомат выключается.
Предлагаемое устройство прощло заводские испытания и показало надежность в работе. Кроме того, предлагаемое устройство обеспечивает высокое качество изготавливаемых пакетов.
Предмет изобретения
Устройство для полуавтоматического изготовления П-образных пакетов трансформаторов из ленточного трансформаторного железа, состоящее из подающего механизма, отрезного ножа и системы управляющих кулачков, отличающееся тем, что, с целью осуществления операций гибки и сборки пластин различной длины методом протягивания изгибаемой детали через полуматрицы, последние выполнены раздвижными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения скрученных однопроволочных электрических проводов | 1987 |
|
SU1453491A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для изготовления зонта из проволоки и металлической ленты | 1975 |
|
SU527236A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |