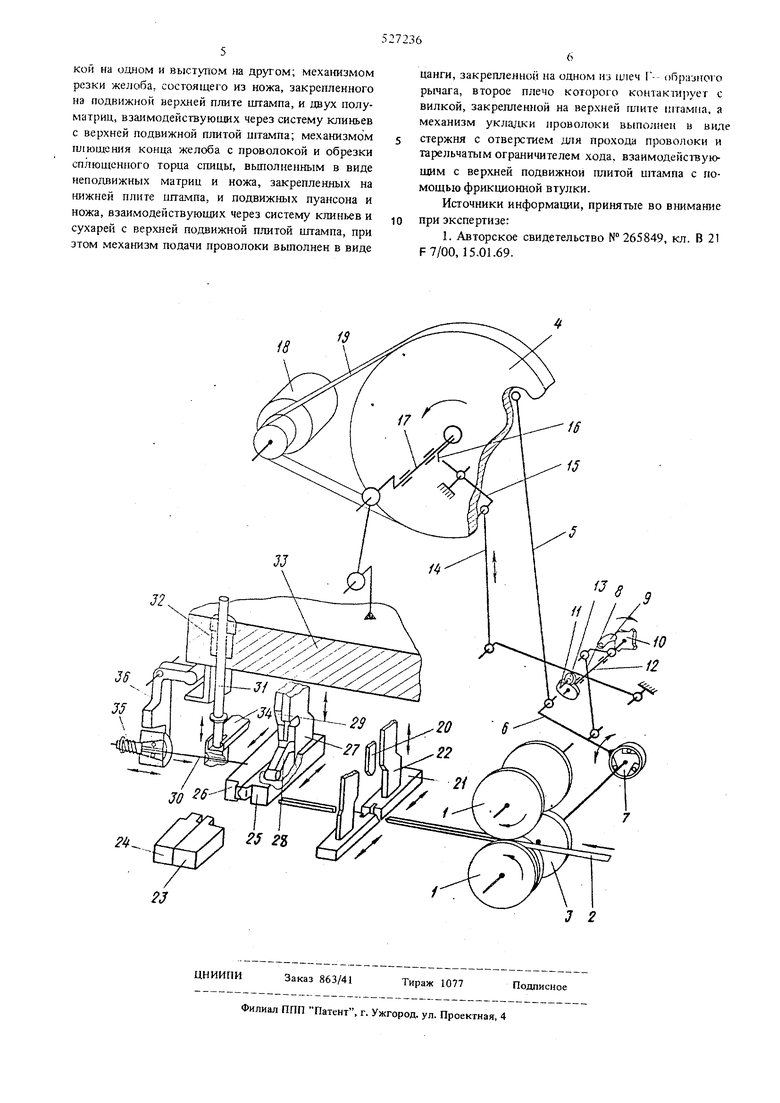
Механизм включения рабочего хода состоит из тяги 8, шарнирно закрепленной на рычаге 6, собачки 9, храпового колеса 10 и кулачка 11, жестко посаженных на валике 12. Кулачок 11 посредством рычага 13 и тяги 14 управляет упором 15, расположенным на пути движения поворотной шпонки 16 пресса, соединяющей на период рабочего хода
пресса маховик 4 с эксцентриковым валом 17. Маховик приводатся во враще}ше от электродвигателя 18 с помощью ременной передачи 19.
Мехаш1зм отрезки желоба состоит из ножа 20 и двух подвижных полуматрии 21, установленных на нижней гшите пресса и приводящихся от клиньев 22.
Механизм плюче шя желоба с проволокой и отрезки сплющенного конца по радиусу в размер состоит из неподвижных матриц 23 и ножа 24, подвижных пуансона 25 и ножа 26. Пуансон 25 совершает рабочий ход под воздействием клина 27 и ведущего сухаря 28, а обратный ход только под воздействием клина 27.
Нож 26 приводится в ддзижение клином 29.
Механизм укладки проволоки 30 в желоб содержит стержень 31 с поперечным отверстием для прохода проволоки 30. Стержень 31 проходит через фрикционную птулку 32, установленную в верхней плнгс- 33 ijiKiMiia. Перемещение стержня 31 вверх и BHHj осраинчивается неподвижно закрепленным упором 34.
.Механизм подичи проволоки вдоль ее оси включает клиновую цангу 35, закрепленную на рычаге 36, при; о;иицс.мся от верхней шпггы 33 штампа.
Устройство работает следуюншм образом.
Электродвигатель 18 через ременную передачу 19 врашает маховик 4, свободно сидящий на эксцентриковом валу 17. От маховика 4 посредством тяги 5 приводится в качательное движение рычаг 6, который с помощью муфты свободного хода 7 приводит в прерывистое враще1гае формующие ролики 1.
Для обеспечения вращения роликов 1 без прозкальзывания друг относительно друга служит пара зубчат1,1х колес 3. Диаметр роликов 1 и угол поворота рычага 6 подобраны таким образом, что за два оборота маховика 4 обеспечивается подача сформованной ленты 2 на заданную длину.
Величина подачи сформованной ленты регулируется путем изменения длины рычага 6. От рычага 6 посредством тяги 8 и собачки 9 приводится во вращение че1Ъ рехзубое храповое колесо 10 и кулачок 11 с двумя выступами и двумя впадинами.
В положении ролика рычага 13 на меньшем радиусе кулачка 11 yiiop 15, связанный тягой 14 с рычагом 13, своим концом задерживает поворотную шпонку 16 и отключает эксцентриковый вал 17 от маховика 4.
Следующим оборотом маховика 4 кулачок 11 поворачивается на 90° и подводит под ролик ръ1чнга13 выступ, благодаря чему упор 15 освоПождаег шпонку 6. которая теперь жестко соединяет маховик 4 с валом 17, который ведет вниз и вверх верхнюю плиту 33 штампа.
При движении п.питы 33 вниз полуматрицы 21 под воздействием клиньев 22 сходятся и нож 20 отрезает заготовку желоба заданного размера. Сте1 женьЗ опускает и укладывает проволоку 30 в желоб С1ШЦЫ, при этом он начинает движение одновременно с плитой 33 и, упершись своим верхним буртом в упор 34, останавливается, i шшта 33 продолжает движение вниз для выполнения операдай плющения и отрезки спицы.
Под воздействием клина 27 и ведущего сухаря 28, пуансона 25 и матрицы 23 коней спицы с уложенной проволокой и обжимается. Затем сплющенный конец спицы и проволока отрезаются по торцу неподвижным ножом 24 и подвижным ножом 26, который приводится от к;тна 29.
В начале обратного хода плиты 33 стержень 31 идет вверх до тех пор, пока нижний бурт не подойдет к упору 34 и не поднимет конец fipoBOлоки 30 над спицей. Ножи 20 и 26, пуансон 25, полуматрицы 21 возвращаются в исходное положение, обеспечивая последуюпдее свободное продольно движение готовой спицы и заготовки.
Сформованная лента 2 подается вперед, выталкивая при этом готовую спицу. Плита 33, воздействуя на рычаг 36 с цангой 35. подаст проволоку 30 навстречу движению спицы и ленть: 2.
Наличие привода роликов подачи от пресса упрощает конструкцию механизма подачи, обеспечивает четкую синхронизацию работы механизма подачи и штампа.
Примене1ше муфты свободного хода в механизме подачи позволяет производить плавную регу;шровку за счет изменения плеча рычага 6, благодаря чему без перестановки роликов можнс перейти на изготовление другого типоразмера спиц.
Наличие механизма плюще.чия желоба с проволокой и отрезки в размер, а также механизмов подачи проволоки и укладки в желоб позволяет производить сборку спицы в автоматическом режиме.
Применение в приводе пуансона 25, ведущего сухаря 28 увеличивает поверхность контакта с клином 27, что позволяет увеличить срок службы щтампа.
Формула изобретения
Устройство для изготовления спип зонта из проволоки и металлической ленты, содержащее механизмы подачи, резки и укладки проволоки, отличающееся тем, что, с целью автоматизации процесс изготовления спицы, оно снабжено связанным посредством муфть; свободного хода. рычага и тяги с маховиком пресса механизмом подачи и формовки в желоб металлической , вьшолненным в виде связанных с помощью зубчатого зацепления роликов с калибрующими проточ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ ПРОВОЛОЧНЫХ РЕЗИСТОРОВ | 1967 |
|
SU223880A1 |
| Устройство для полуавтоматического изготовления П-образных пакетов трансформаторов | 1960 |
|
SU144216A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Пресс-автомат листоштамповочный | 1983 |
|
SU1207575A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| Шайбонавивочный автомат | 1987 |
|
SU1416251A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
