Изобретение относится к автомати- зан,ии обработки гглоскнх заготовок.
Целью изобретения является расширение технологических возможностей за с .чет обеспечения безостановочной работы при 3л грузке бункера.
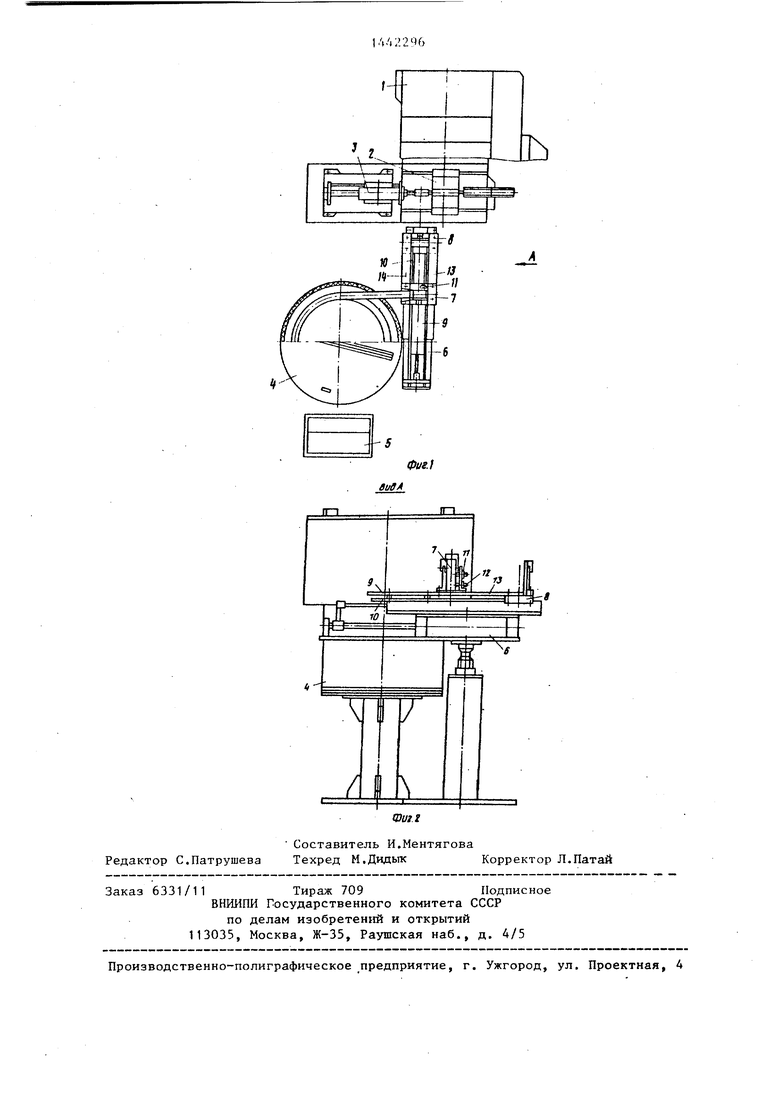
На фиг. 1 изображен комплекс, вид в плане; на фиг. 2 - вид А на фиг. 1.
Робототехнологический комплекс содержит пресс 1 (фиг. 1), штамп 2, проньшшенный робот 3, вибробункер 4, пульт 5 управления, шиберный питател 6, накопитель 7 верхний, накопитель 8 нижний. Ступенчатый шибер состоит из верхней части 9 и нижней части 10 (фиг. 2). Узел наличия стопы заготовок состоит из двух датчиков верхнего 11 (фиг. 1) и нижнего 12 (фиг. 2) комплекс содержит две направляющие правую 13 (фиг. 1) и левую 14 (фиг. 2 для перемеще 1ия по ним плоских заготовок.
Работа робототехнологического комплекса осуществляется следующим образом.
Плоские заготовки уложены в чашу вибробункера 4 и в нижний HaKonH- - тель 8.
При включении в работу вибробун- кера 4 плоские заготовки под действием сил инерции, ориентированными поштучно, выдаются в полость корпуса верхнего накопителя 7, где они укладываются в стопу, а при ее заполнении до уровня верхнего датчика . 11 вибробункер 4 отключается.
По команде с пульта 5 включается шиберньм питатель, нижняя плоская заготовка выталкивается из верхнего накопителя 7 верхней частью 9 ступенчатого шибера и перемещается по направляющим 13 и 14 вплоть до укладки ее в полость корпуса нижнего на копителя 8, одновременно из этого накопителя нижней частью шибера 10 плоская заготовка подается на позицию захвата промглдленного робота 3. Рука промышленного робота 3 захватывает плоскую заготовку вакуумным или магнитным охватом и переносит в зону штампа 2, укладывает ее в штамп 2 пресса 1 и возвращается в исходное положение, при этом также ступенча- fbifi шибер возвращается в исходное положение.
о
Q ,
5
0
5
Происходит технологическая операция - штамповка, после которой цикл повторяется, а готовая деталь удаляется при очередном перемещении руки промьшшениого робота 3 в зону штамта 2 с новой заготовкой.
При вьфаботке стопы заготовок в накопителе 7 до уровня нижнего контроля датчика 12 в пульт 5 поступает сигнал на включение в работу вибробункера 4, заготовки вновь поштучно поступают в полость корпуса верхнего накопителя 7.
Изобретение позволяет загрузить заготовками бункер без остановки комплекса.
Форм у л а изобретения
1.Роботизированный технологический комплекс, содержащий бункер для заготовок, лоток для вьщачи заготовок из бункера, приемник с опорной поверхностью для заготовок, загрузочное устройство с выходным окном, промьшшенный робот со охватом, установленным на уровне выходного окна, пресс и систему управления, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения безостановочной работы при загрузке бункера, приемник заготовок вьшолнен в виде накопителя, а загрузочное устройство снабжено дополнительным накопителем, имеющим приемное окно, при этом приемное окно дополнительно,го накопителя расположено на уровне опорной поверхности приемника для заготовок, а загрузочное устройство выполнено в виде установленного с возможностью возвратно-поступатель но,го перемещения шибера со ступенчатой рабочей поверхностью, одна ступень которого установлена с возможностью перемещения между приемником и дополнительным накопителем, а другая - между последним и выходным окном.
2.Комплекс по п. 1, отличающийся тем, что приемник для заготовок снабжен датчиками наличия заготовок, связанными с системой управления.
Фиг.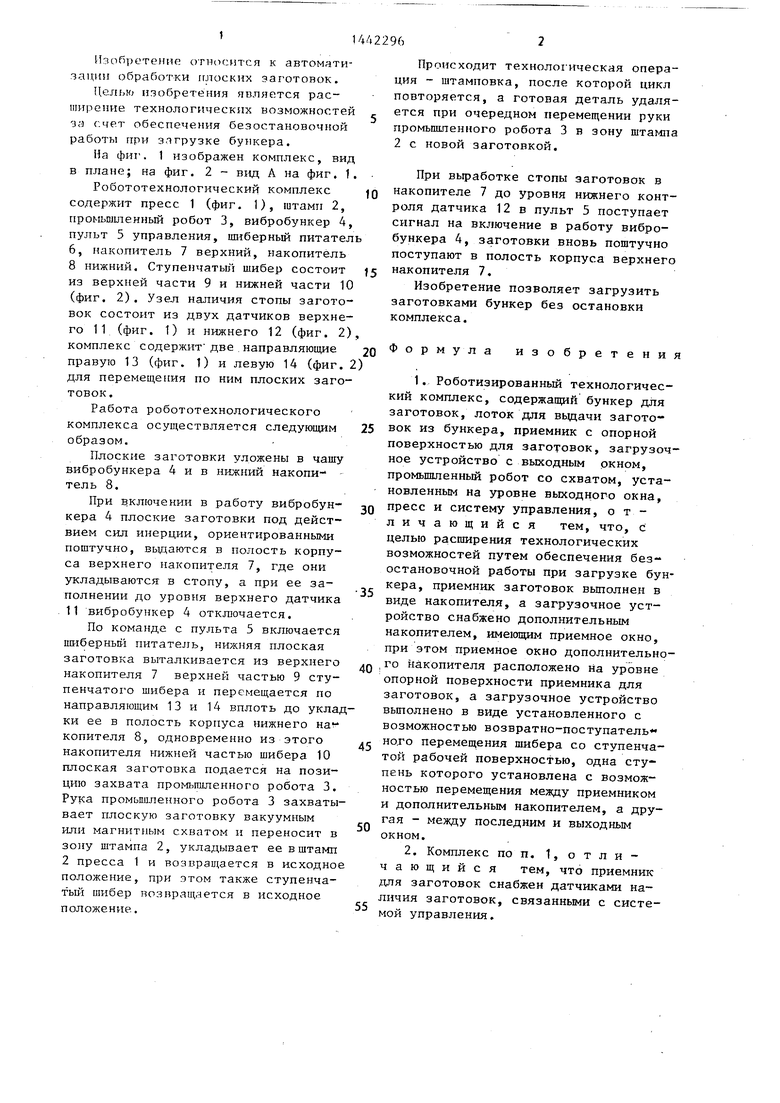
| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Устройство для поштучной выдачи листовых заготовок | 1990 |
|
SU1776479A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |
| Робототехнический комплекс для обработки часовых деталей | 1989 |
|
SU1699690A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
Изобретение относится к автоматизации обработки шюских заготовок. Цель изобретения - расширение технологических возможностей за счет обеспечения безостановочной работы при загрузке бункера. Робототехнологический комплекс включает вибробункер с узлом виброзагрузки и системой управления, промышленный робот, шиберный питатель с двумя накопителями, расположенными на разных уровнях. Шиберный питатель выполнен со ступенчатым шибером для поштучной вьщачи заготовок из соответствующего накбпителя. В одном накопителе, расположенном вьш1е другого, установлен датчик натг личия заготовок, который связан с системой управления вибробункером. Имеется также второй датчик. При вьфаботке стопы заготовок в накопителе до уровня нижнего датчика в сие- тему управления поступает сигнал на « включение вибробуйкера. Заготовки .поштучно поступают в полость верхнего накопителя. 1 з.п. ф-лы, 2 ил. СЛ
CJW./ Составитель И.Ментягова
Редактор С.Патрушева Техред М.Дидык
Заказ 6331/11Тираж 709Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
in
Корректор Л.Патай
| Кузнечн.о-штамповочное производство, 1985, № 6, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| t, 2. | |||
