I
Изобретение относится к обработке металлов давлением и может быть использовано при ковке дисков турбин, требующих повышенного качества и равномерной проработки структуры металла по сечению.
Известен способ ковки дисков турбин из слитка, включаюш,ий биллетирование и разделку слитка, его осадку, протяжку, удаление осевой зоны, разрубку на две части, каждую из которых окончательно осаживают для получения диска 1.
Недостатком такого способа является то, что сложность технологического процесса приводит к повышению трудоемкости изготовления. Кроме того, при удалении осевой зоны пустотелым прошивнем удаляется как осевая зона прибыльной части слитка, так и более качественная зона донной части, а разделение заготовок по отверстию приводит к получению неровностей на торцах, которые усложняют операцию осадки заготовок и повышают припуски на механическую обработку.
Цель изобретения - повышение качества, снижение трудоемкости изготовления и снижение расхода металла.
Поставленная цель достигается тем, что в способе ковки дисков турбин из слитка, включаюилем биллетирование и разделку слитка, его осадку, протяжку, удаление осевой зоны, разрубку на две части, каждую из которых окончательно осаживают для получения дисков, протяжку слитка ведут по оси, перпендикулярной оси слитка, а удаление осевой зоны осуществляют при разрубке слитка.
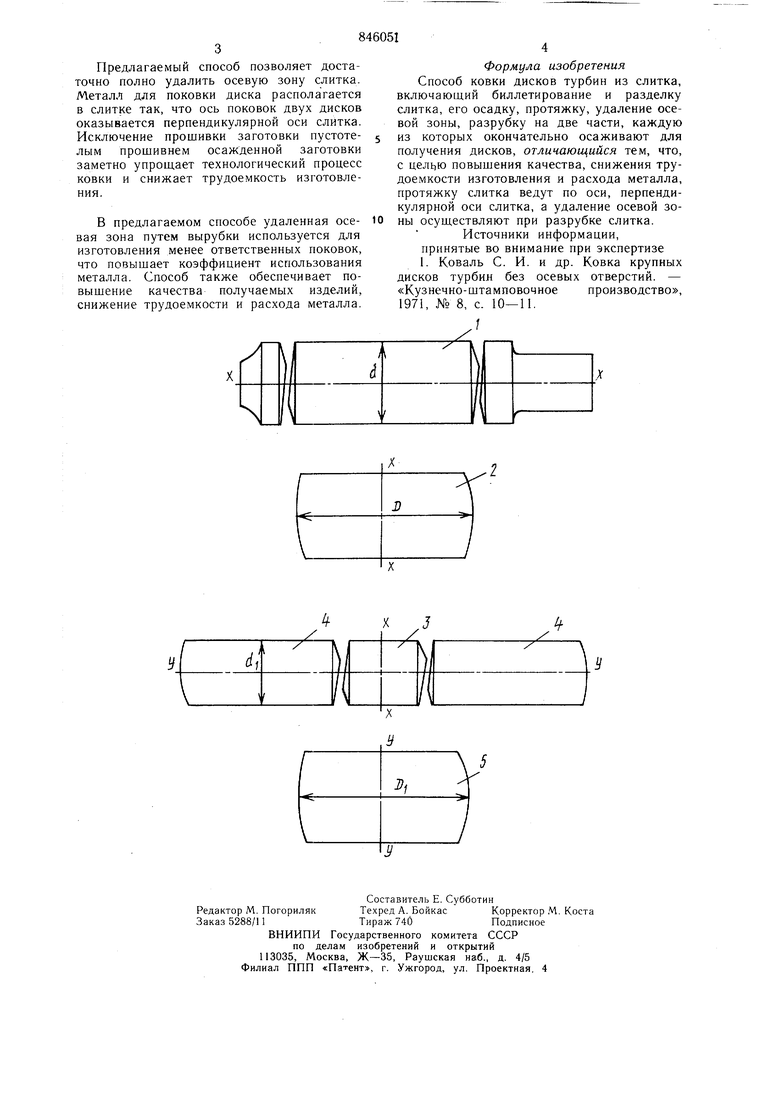
fM На чертеже показана схема ковки по предлагаемому способу.
Слиток биллетируют на диаметр d и удаляют донную и прибыльную части. Полученную заготовку 1 осаживают. Осаженную
15 заготовку 2 до диаметра D протягивают перпендикулярно оси слитка х-х.. При такой протяжке осевая зона 3 слитка располагается в центральной части протянутой заготовки 4 диаметром d i, которую удаляют путем вырубки. Каждую заготовку 4
20 осаживают в направлении оси предыдущей протяжки у-у и получают заготовку 5 диаметром D i, из которой путем окончательной осадки получают изделие - диск. Предлагаемый способ позволяет достаточно полно удалить осевую зону слитка. Металл для поковки диска располагается в слитке так, что ось поковок двух дисков оказывается перпендикулярной оси слитка. Исключение прошивки заготовки пустотелым прошивнем осажденной заготовки заметно упрош,ает технологический процесс ковки и снижает трудоемкость изготовления. В предлагаемом способе удаленная осевая зона путем вырубки используется для изготовления менее ответственных поковок, что повышает коэффициент использования металла. Способ также обеспечивает повышение качества получаемых изделий, снижение трудоемкости и расхода металла. Формула изобретения Способ ковки дисков турбин из слитка, включающий биллетирование и разделку слитка, его осадку, протяжку, удаление осевой зоны, разрубку на две части, каждую из которых окончательно осаживают для получения дисков, отличающийся тем, что, с целью повышения качества, снижения трудоемкости изготовления и расхода металла, протяжку слитка ведут по оси, перпендикулярной оси слитка, а удаление осевой зоны осуществляют при разрубке слитка. Источники информации, принятые во внимание при экспертизе 1. Коваль С. И. и др. Ковка крупных дисков турбин без осевых отверстий. - «Кузнечно-щтамповочное производство, 1971, № 8, с. 10-11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки крупных сплошных дисков | 1986 |
|
SU1442323A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
