; 4
со со со
Aft./
ложенного на выходе из очага деформации. Исходные и конечные значения толщины полосы при указанном повороте не изменяются, а протяженность очага деформации уменьшается или увеличивается в зависимости от направления врап;ения зубчатого колеса, имеющего эксцентричную расточку. При осевом перемещении вертикального вала 10 зубья косозубой шестерни 8,
контактируя с зубьями колеса 7 с внутренней эксцентричной расточкой, осуп;ествляют его поворот и, как следствие, обеспечивают точное и плавное регулирование положения опорной подушки 2 с размещенным на ней неподвижным валком 1, Перемещение вертикального вала 10 осуществляется при помощи клина 11 и пружины 12. 1 з.п, ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 2010 |
|
RU2437729C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Клеть прокатного стана | 1981 |
|
SU1102649A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
Изобретение относится к области прокатного производства и может быть использовано в конструкциях рабочих клетей прокатных станов, предназна- ченных для получения полос повышенной точности. Цель изобретения - повышение производительности стана и улучшение качества полос за счет снижения поперечной разнотолщинности и улучшения их формы. Эксцентричная поверхность расточки зубчатого колеса 7 контактирует со сферической наружной поверхностью кольца 6, установленного на нижнем конце рычага 5, сопряженного с опорной подушкой 2. Такая конструкция позволяет произ- водить быструю предварительную наст- S ройку неподвижного валка 1 путем его поворота относительно ребра, распо(Л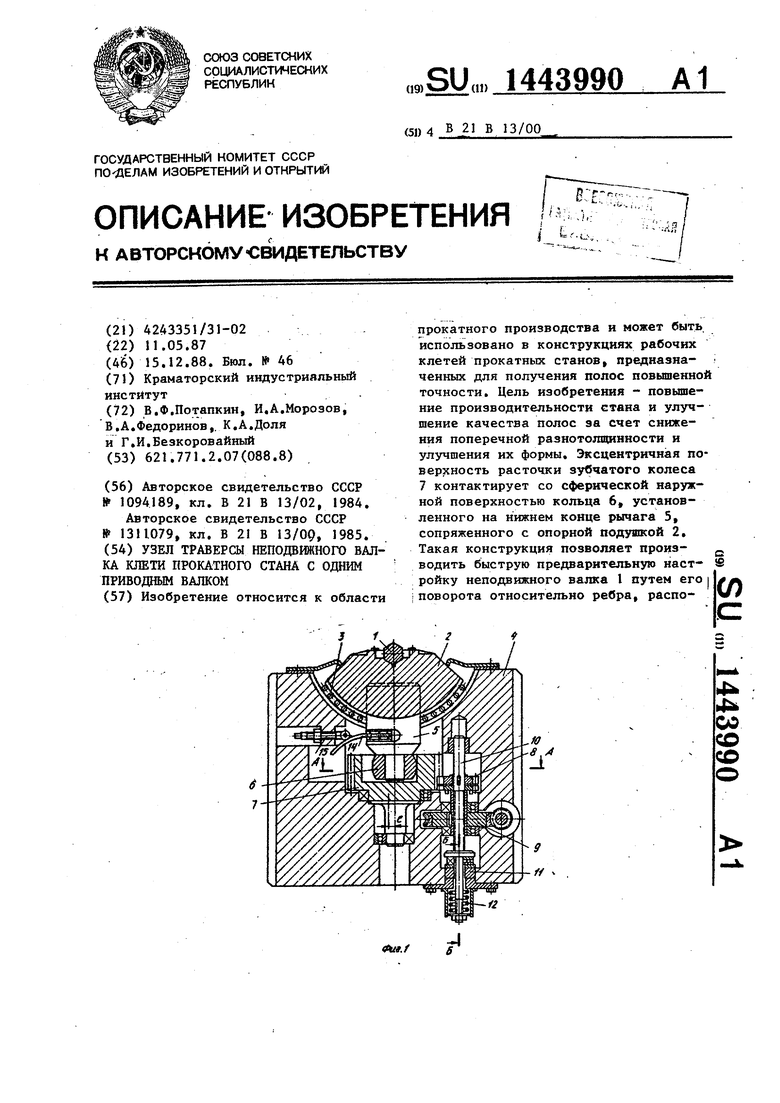
1
Изобретение относится к прокатному производству и может быть использовано в конструкциях рабочих клетей прокатных станов, предназначенных для получения полос повьгаенной точности.
Цель изобретения - повышение производительности стана и улучшение качества полос за счет снижения поперечной разнотолщинности и улучшения их формы.
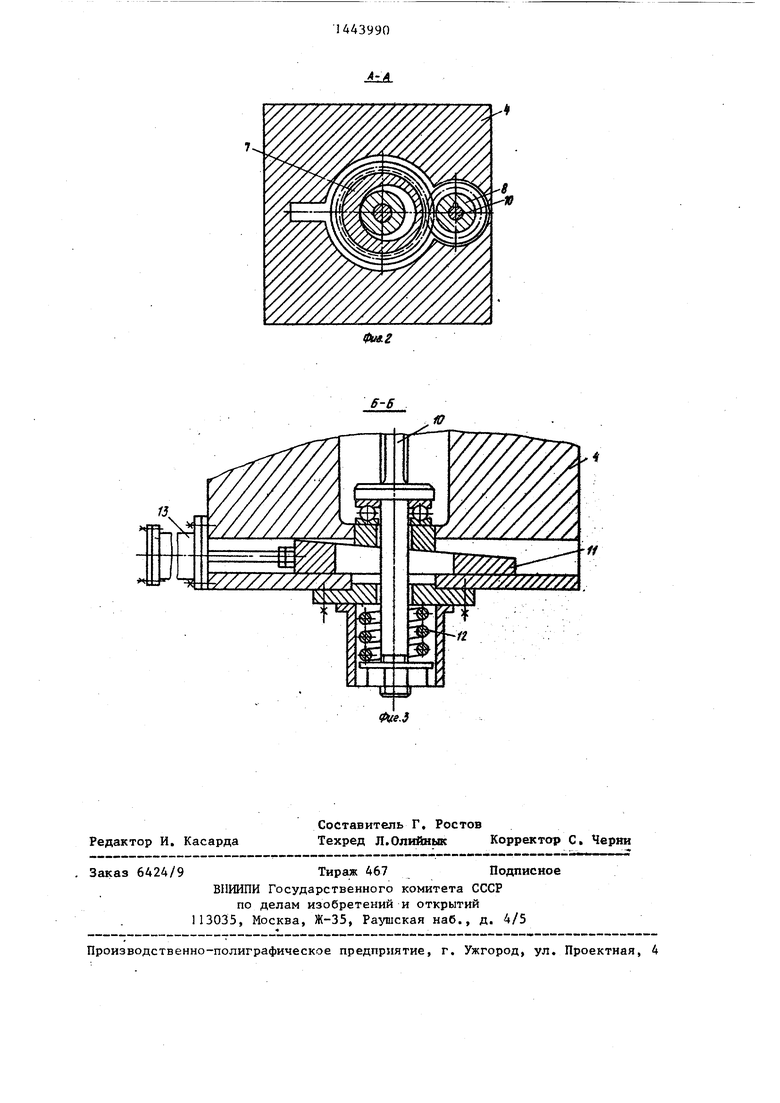
На фиг, 1 схематично показана конструкция узла траверсы неподвижного валка клети прокатного стана с одним приводным валком; на фиг. 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 1,
Узел состоит из неподвижного валка 1, помещенного в паз опорной подушки 2, которая посредством подшипников 3 качения установлена в расточке траверсы 4, Опорная подушка снабжена рычагом 5, на нижнем конце которого расположено кольцо 6 со сферической наружной поверхностью. Кольцо контактирует с эксцентричной по- оерхностью расточки зубчатого колеса 7, входящего в зацепление с шестерней 8, Последняя оснащена устройством для выборки зазоров в зубчатом зацеплении и приводится от электродвигателя через самотормозящийся червячный редуктор 9,
Колесо червячного редуктора 9 сопряжено при помощи щлицевого соединения с вертикальным валом 10, который- верхним концом на подшипнике скольжения установлен в расточке траверсы, а нижним концом -через упорный подшипник качения опирается на
клин 11, Вертикальный вал 10 установлен с возможностью вращательного и возвратно-поступательного движения относительно собственной оси, прижат
своей торцовой опорной поверхностью через упррный подшипник и кольцо к поверхности клина 11 пружиной 12, Перемещение клина осуществляется гидроцилиндром 13,
Для обеспечения постоянного такта кольца с эксцентрично расположенной поверхностью расточки зубчатог го колеса служит закрепленная на рычаге пластинчатая пружина 14, контактирующая с регулируемым упором 15 Узел работает следуюш им образом В начале прокатки очередного рулона полосы, в случае если ее форма не соответствует требованиям ГОСТа,
производится быстрая предварительная настройка валков, а затем тонкое регулирование профиля активной образующей рабочих валков, обеспечивающего получение качественных планшетных
полос. При предварительной настройке валков поворот опорной подушки 2 относительно ребра призматического валка 1 (ребро валка расположено на выходе полосы из очага деформации)
осуществляется при помощи электродвигателя, червячного.редуктора 9, вертикального вала 10, шестерни 8, зубчатого колеса 7, при вращении которого поверхность его эксцентричной
расточки контактирует с кольцом 6, закрепленном на нижнем конце рычага 5,
Установленная на рычаге опорной подушки пружина Н, контактируя с упором 15, обеспечивает постоянный
3
контакт кольца, имеющего сферическу наружную поверхность, с эксцентрично расположенной поверхностью расточки зубчатого колеса. Потенциальная энергия предварительно сжатой пластинчатой пружины, с учетом потерь на трение в подшипниках 3 качения, на 15-25% больше энергии, необходимой на преодоление момента сопротивления повороту опорной подушки со стороны деформируемого металла.
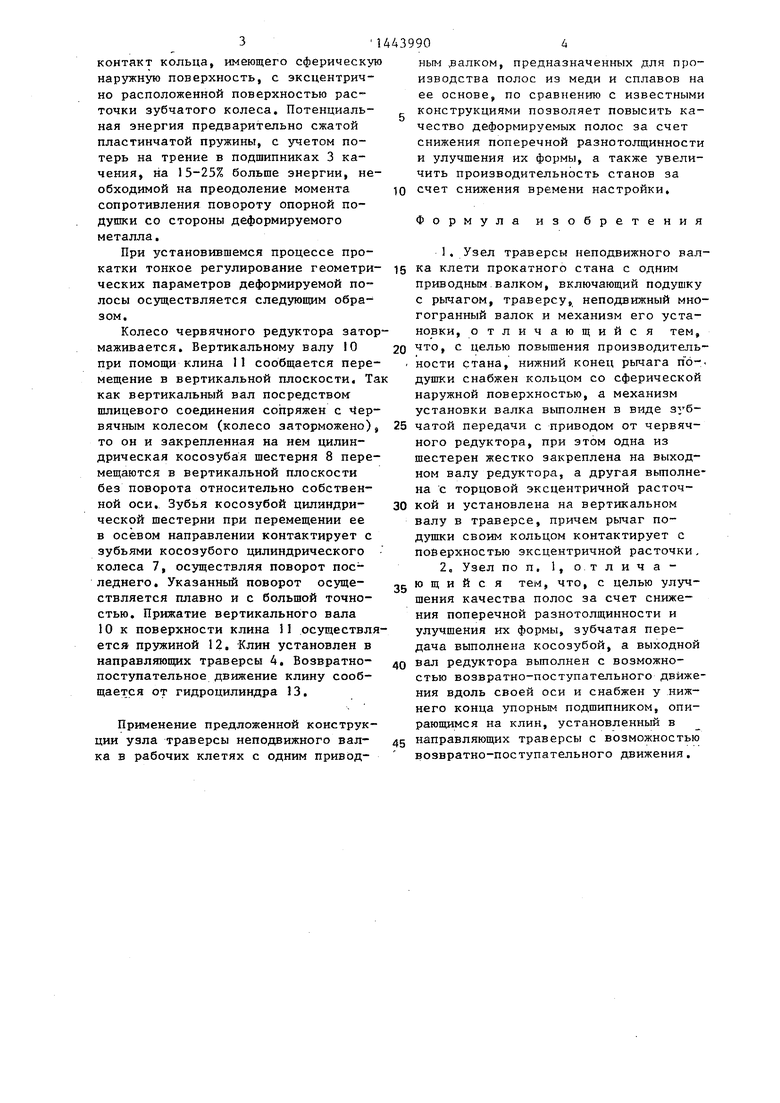
При установившемся процессе прокатки тонкое регулирование геометри ческих параметров деформируемой полосы осуществляется следующим образом.
Колесо червячного редуктора затомаживается. Вертикальному валу 10 при помощи клина 11 сообщается перемещение в вертикальной плоскости. Т как вертикальный вал посредством шлицевого соединения сопряжен с Червячным колесом (колесо заторможено) то он и закрепленная на нем цилиндрическая косозубая шестерня 8 перемещаются в вертикальной плоскости без поворота относительно собственной оси. Зубья косозубой цилиндрической шестерни при перемещении ее в осевом направлении контактирует с зубьями косозубого цилиндрического колеса 7, осуществляя поворот последнего. Указанный поворот осуществляется плавно и с большой точностью. Прижатие вертикального вала 10 к поверхности клина 11 осуществлется пружиной 12, Клин установлен в направляющих траверсы 4, Возвратно- поступательное движение клину сообщается от гидроцилиндра 13,
Применение предложенной конструкции узла траверсы неподвижного валка в рабочих клетях с одним приводным валком, предназначенных для производства полос из меди и сплавов на ее основе, по сравнению с известными конструкциями позволяет повысить качество деформируемых полос за счет снижения поперечной разнотолщинности и улучшения их формы, а также увеличить производительность станов за счет снижения времени настройки.
Формула изобретения
1, Узел траверсы неподвижного валка клети прокатного стана с одним приводным валком, включающий подушку с рычагом, траверсу, неподвижный многогранный валок и механизм его установки, отличающийся тем.
что, с целью повышения производитель- ности стана, нижний конец рычага п 6-. душки снабжен кольцом со сферической наружной поверхностью, а механизм установки валка выполнен в виде зубчатой передачи с приводом от червячного редуктора, при этом одна из шестерен жестко закреплена на выходном валу редуктора, а другая вьтолне- на с торцовой эксцентричной расточкой и установлена на вертикальном валу в траверсе, причем рычаг по- дущки своим кольцом контактирует с поверхностью эксцентричной расточки,
2, Узел по п. 1, отличающийся тем, что, с целью улучшения качества полос за счет снижения поперечной разнотолщинности и улучшения их формы, зубчатая передача выполнена косозубой, а выходной вал редуктора вьтолнен с возможностью возвратно-поступательного движения вдоль своей оси и снабжен у нижнего конца упорным подшипником, опирающимся на клин, установленный в направляющих траверсы с возможностью возвратно-поступательного движения,
6-6
11
| Авторское свидетельство СССР 1094189, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР 1311079, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
