Изобретение относится к металлургии, а именно,к прокатному производству, и может быть использовано для совершенствования процесса перевалки валков рабочих клетей прокатных станов, имеющих стесненные габариты зоны .обслуживания, например, клетей кварто толстолистовых станов и универсальных реверсивных клетей широко полосных станов.
Цель изобретения - сокращение времени замены валков у клети с ограниченными габаритами зоны обслуживания за счет уменьшения пути тран- спортирования валков от клети до места боковой сдвижки, а также уменьшения хода перемещения валков при .боковой сдвижке.
На фиг. 1 показана прокатная клет с комплектами новых и извлеченных из клети изношенных валков, вид в плане; на фиг. 2 - разрез А-А на фиг.1 на фиг. 3 - разрез Б-Б на фиг.2 (положение после извлечения изношенных валков из клети); на фиг. 4 - то же, положение после сдвижки валков; на фиг. 5 - схема соединения подводов гидравлики устройства.
Способ замены рабочих валков pea- лизуется на прокатных клетях 1 , оснащен ных подушками 2 рабочих валков с Т-обраными закрыЛками 3 и имею1дих ограниченные габариты зоны обслуживания из-за близко примыкающего к клети . смежноЪо оборудования 4, и заключается в том, что новый комплект 5 валков предварительно устанавливают параллельно оси клети на расстоянии В от нее, меньшем наибольшей ширины валковых подушек 2 на длину Г выступа их Т-образного закрылка 3, и со смещением в направлении оси перевалки относительно положения извлеченных из клети I изношенных валков 6 на ширину Д выступа Т-образного закрылка 3 подушек 2. Перед заменой новый комплект 5 валков приподнимают над тележкой 7 боковой сдвижки на высоту Т-образного закрылка 3 подушки 2 и изношенный комплект 6 валков беспрепятственно извлекают из клети. При этом Т-образные закрылки 3 поду- щек 2 изношенного комплекта валков б проходят под приподнятыми над ними соответствующими закрылками 3 подушек 2 нового комплекта валков 5,
После извлечения, изношенных валков из клети осуществляют боковую
д
5
о 5
Q
0
5
0
5
сдвижку сменных комплектов валков на расстояние В, равное межосевому расстоянию сближенных комплектов валков до совмещения оси новых валков с осью клети. В процессе сдвижки синхронно осуществляют подъем изношенного комплекта 6 валков и опускание нового комплекта 5 на высоту выступа Т-образного закрылка 3 подушек 2 так, что в конце боковой сдвиж ки новый комплект 5 валков полностью опущен на тележку 7, а изношенньй поднят над ней.
После сдвижки новый комплект 5 валков беспрепятственно вводят в клеть, причем Т-образные закрьтки 3 подушек 2 его валков свободно проха дят под поднятыми над ними закрьшка- ми 3 подушек 2 изношенного комплекта валков.
Предлагаемый способ реализуется в устройстве для замены валков, содержащем привод 8 осевого перемещения валков и тележку 7 доя боковой сдвижки, снабженную направляющими 9 и О для перемещения соответственно нового и изношенного комплектов вилков, соединенную с приводом If ее бокового перемещения. Тележка 7 снабжена двумя парами подъемников 5 2 и 13 соответственно для нового и изношенного комплектов валков, размещен- ных по осям направляющих 9 и 0 перемещения валков под днищами подушек 2 нового и изношенного комплектов валков.
Пары подъемников 12 и 13 выполнены в виде штоков силовых гидроцилийд- ров 14 и 15, установленных на тележке 7. Поршневые полости 16 каждой пары гидроцилиндров соединень между собой и со штоковыми полостями 17 , другой пары, а также через одно из осевых отверстий i 8 и 19 в штоке 20 гидроцилиндра i1 бокового перемещения тележки 7 с его штоковой или поршневой полостью, так что штоковая полость гидроцилиндра 11 через отверстия 18 л в .его штоке 20 соединена с порпшевы- ми полостями 16 гидроцилиидров I4 подъема новых валков и со штоковыми полостями 17 гидроцилиндров 15 подъема изношенных валков, а его поршневая полость через отверстие 19 в што-; ке 20 соединена с поршневыми полостями 16 гидроцилиндров 15 и со штоковыми полостями 17 гидроцилиндров 14.
Устройство работает следующим образом.
Перед заменой новый комплект 5 валков устанавливают на направляющие 9 тележки 7, находящейся в крайнем правом положении,так, что шток 20 гидроцилиндра 1I боковой сдвижки полностью втянут. Подают давление в штоковую полость гидроцилиндра 11, При этом рабочая жи кocть через осевое отверстие 18 в его штоке 20 поступает в поршневые полости 16 гидроцилиндров 14 и штоковые полости 17 гидроцилиндров 15. Штоки (подъемни- ки) 13 гидроцилиндров 15 остаются неподвижными и втянутыми до упора , а штоки/(йодъемники) I 2 гидроцилиндров 14 вьщвигаются и приподнимают комплект 5 новых валков над тележкой 7. Так как шток 20 гидроцилиндра 11 полностью втянут, то тележка 7 также остается неподв.ижной в |срайнем правом положении.
Гидроприводом 8 комплект 6 изношенных валков извлекают из клети по направляющим 10 тележки 7 на полную дпину хода. После этого подают давление в поршенвую полость гидроци- линдра 11, его поршень 20 выдвигается и перемещает тележку 7. Одновременно через осевое отверстие 19 в штоке 20 рабочая жидкость поступае в поршневые полости 16 гидроцилиндро 15 и штоковые полости 17 гидроцилиндров 14. При этом подъемники 13 поднимаются, а подъемники 12 опускаются, соответственно поднимая изношенный 6 и опуская новый 5 комплекты валков, В конце бокового перемещения тележки 7 при совмещении оси новых валков с осью клети новый комплект 5 валков опускается на направлякицие 9 тележки 7, а изношенный комплект 6 припод нимается над ним. Далее приводом 8 новый комплект валков вводится в клеть по направлякицим 9 тележки 7.
Технико-экономическим преимуществом предлагаемого способа замены вал
ков является сокращение габаритов свободного пространства, необходимог для боковой сдвижки валков, достигаемое благодаря поочередному подъему в процессе перевалки одного из сменных комплектов валков относительно другого на высоту Т-образного закрылка подушки и их сближения за счет этого на длину Г закрылка. Это обеспечивает возможность вьтолнения сдвижки валков непосредственно у клети с ограниченньми габаритами зоны обслуживания, а также сокращение времени замены валков за счет уменьшения пути транспортировки валков от клети к месту боковой сдвижки и сокращения хода перемещения валков при боковой сдвижке.
Формула изобретения
Способ замены .рабочих валков прокатной клети с Т-образными закрылками подушек,включакнций размещение нового комплекта валков на тележке боковой сдвижки со смещением в направлении оси перевалки относительно положения извлеченных из клети изношенных Всшков на ширину закрыпка подушки, извлечение из клети изношенного комплекта валков, боковую сдвижку комплектов параллельно линии прокатки до совмещения оси новых валков с осью перевалки и последующее введение новых валков в клеть, о т л и - чающийся тем, что, с целью сокращения времени замены валков у клети с ограниченными габаритами зон обслуживания за счет уменьшения пути транспортирования валков от клети до места боковой сдвижки, а также уменьшения хода перемещения валков при боковой сдвижке, перед извлечением изношенных валков осуществляют подъем нового комплекта валков на высоту закрылка подушки, а в процессе сдвижки проводят опускание нового И подъем изношенного комплектов валков, на ту же величину.
/ ,
/5
1ЧФ
SjTT-iii
I
т
fO
/J
.
1ЧФН1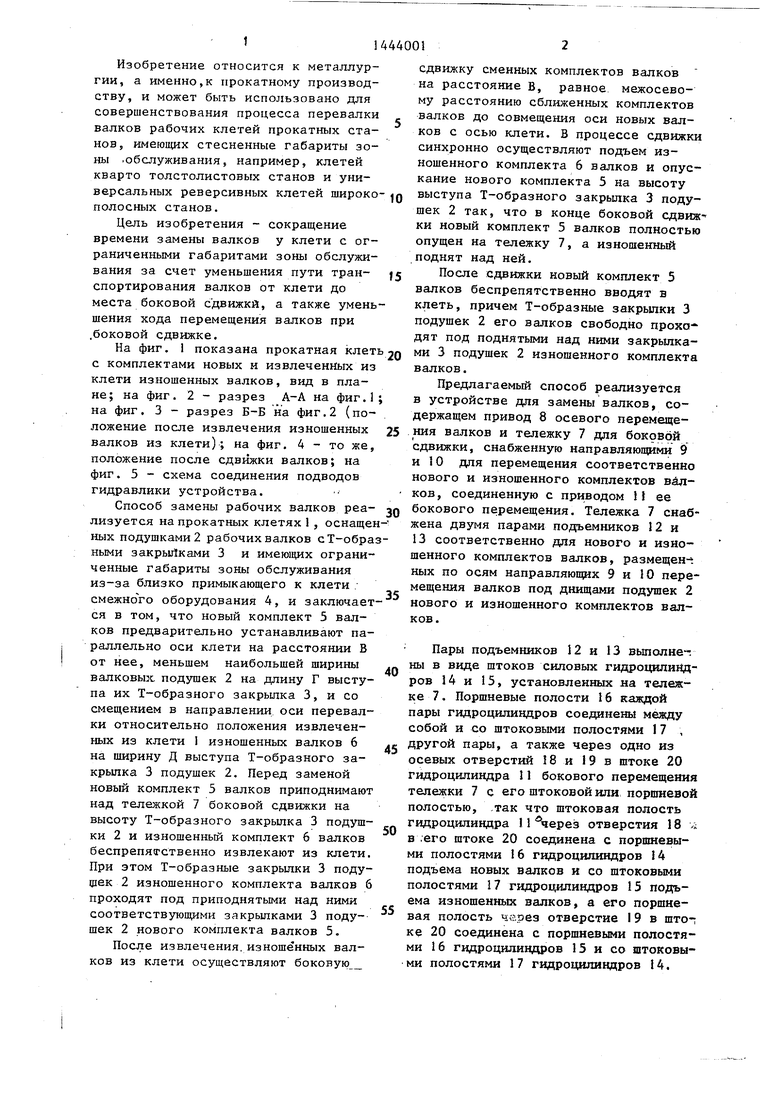

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ замены рабочих валков прокатной клети с Т-образными подушками и линия прокатной клети | 1990 |
|
SU1731315A1 |
| Устройство для замены валков вертикальной прокатной клети | 1991 |
|
SU1794514A1 |
| Устройство для смены рабочих валков прокатной клети | 1988 |
|
SU1526862A2 |
| Устройство для смены рабочих и опорных валков прокатной клети кварто | 1992 |
|
SU1819164A3 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| Устройство для смены валков прокатной клети | 1989 |
|
SU1713701A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| Способ замены рабочих и опорных валков прокатных клетей кварто и устройство для его осуществления | 1991 |
|
SU1817712A3 |
| Устройство для смены валков прокатной клети с Т-образными подушками | 1989 |
|
SU1639815A1 |
| Устройство для смены валков прокатной клети | 1986 |
|
SU1382519A1 |



Изобретение относится к области металлургии, точнее к прокатному производству, и может быть использова- йо для совершенствования процесса перевалки валков рабочих клетей прокатных станов, имеющих стесненные габариты зоны обслуживания, например I клетей кварто толстолистовых станов и универсальных реверсивных клетей широкополосных станов. Цель изобретения - сокращение времени замены валков у клети с ограниченными габаритами зоны обслуживания за счет уменьшения пути транспортирования валков от клети до места боковой сдвижки, а также уменьшения хода перемещения валков при боковой сдвижке. В процессе замены валков новый комплект предварительно поднимают над тележкой боковой сдвижки на высоту Т-образного закрылка подушки, извлекают из клети изношенный комплект валков, после чего осуществляют боковую сдвижку комплектов. При боковой сдвижке валков проводят опускание нового и подъем изношенного комплектов валков на ту же величину. За счет этого появляется возможность сближения .комплект- тов и экономии места для перевалки. 5 ил. о S (Л с
/f-/f
77/ ////////////77///X / /:/,Y/ ///////////
фиг.З
/// // //// /// //// / /// / //j ////// //// //7// /// j ///Z f
дзиеЛ
77/7
k-.-.-Я i yyVf j yy Y ff-t
1 tS /Hi
W/l // / /jY//
20 n
/7
ф(г.6
