Изобретение относится к ирокатному производству, а именно к полистному способу прокатки.
Цель изобретения - повышение производительности стана путем защиты прокатных валков и другого оборудования клети от повреждений.
На чертеже приведена блок-схема устройства, реализующего способ полистной прокатки.
Устройство содержит клеть 1, подающий рольганг 2, электропривод 3 Клети, электропривод 4 рольганга, измеритель 5 линейной скорости валков, блок 6 сравнения, измеритель 7 линейной скорости рольганга, блок 8 аварийного отктоочения, блок 9 измерения толщины, причем выход измерителя 5 линейной скорости валков соединен с первым входом блока 6 сравнения и вторым входов электропривода 4,рольганга. Выход измерителя 7 линейной . скорости рольганга соединен с вторым входом блока 6 сравнения, выход которого соединен с вторым входом блока 8 аварийного отключения, первый вход которого соединен с блоком 9 измерения толщины. Выход блока 8 аварийного отключения соединен с входом электропривода 3 клети и электропривода- 4 рольганга..
Устройство работает следующим образом.
В режиме совместной работы управляющий сигнал подается в систему 3 электропривода клети.
Измеритель 5 линейной скорости валков клети задает скорость электроприводу 4 роликов подающего рольганга 2.. Таким образом, при всяком изменении скорости клети (в том числе и при возникновении неисправности в самом электроприводе) будет пропорционально изменяться скорость рольганга.
Контроль наличия разности скоростей клети и рольганга осуществляется в блоке 6 сравнения, куда поступает сигнал от измерителей 5 и-7 скоросг тей клети и рольганга.
В случае возникновения неисправное ти в системе электропривода рольганга, при которой его скорость начинает увеличиваться и сравнивается со скоростью клети или превыщает ее, в блок 8 аварийного отключения з блока 6 сравнения поступает команда на отключение электроприводов клети и рольган га.;
0
5
0
5
0
5
0
5
0
5
Устройство блока 6 измерения толщины контролирует предварительно заданную толщину листа и при ее превышении формирует команду в блок 8 на остановку клети и рольганга. Контроль за измерением толщины ли стов предотвращает попадание повышенной толщины в валки клети.
В процессе прокатки увеличение толщины перемещающихся по рольгангу листов контролируется измерительным устройством, расположенным от оси валков клети на расстоянии, большем пути торможения рольганга. Скорость подающего рольганга задается измерителем скорости клети и выбирается 0,9-0,95 от линейной скорости валков клети. Измеряется разность скоростей валков клети и рольганга. При изменении знака этой разности или превьш ении заданного значения толщины листа формируется команда на остановку всех механизмов стана.
Снижение скорости подающего рольганга до величины 0,9-0,95 от линейной скорости валков клети обусловлено следующим.
Принимают зазор между листами в районе валков клети равным в среднем -0,3 м.
За время t лист пройдет путь по рольгангу
S,Vp t(1)
Путь листа, пройденный через валки клети Sj за время t с учетом зазора 0,3м равен
,-bO,,.t,(2)
где VP,VK - линейные скорости рольганга и валков клети, Рещая совместно (l) и (2) получают
V .
р в,о7з
Существующему диапазону длины листов (3-5) м соответствует требуемое значение изменения скорости рольганга.
Для того, чтобы после команды на торможение листы с двойной толщиной не попали в валки клети, измеритель толщины располагают на расстоянии, чуть большем пути торможения электропривода рольганга.
Путь торможения S. электродвигателя рольганга можно представить в виде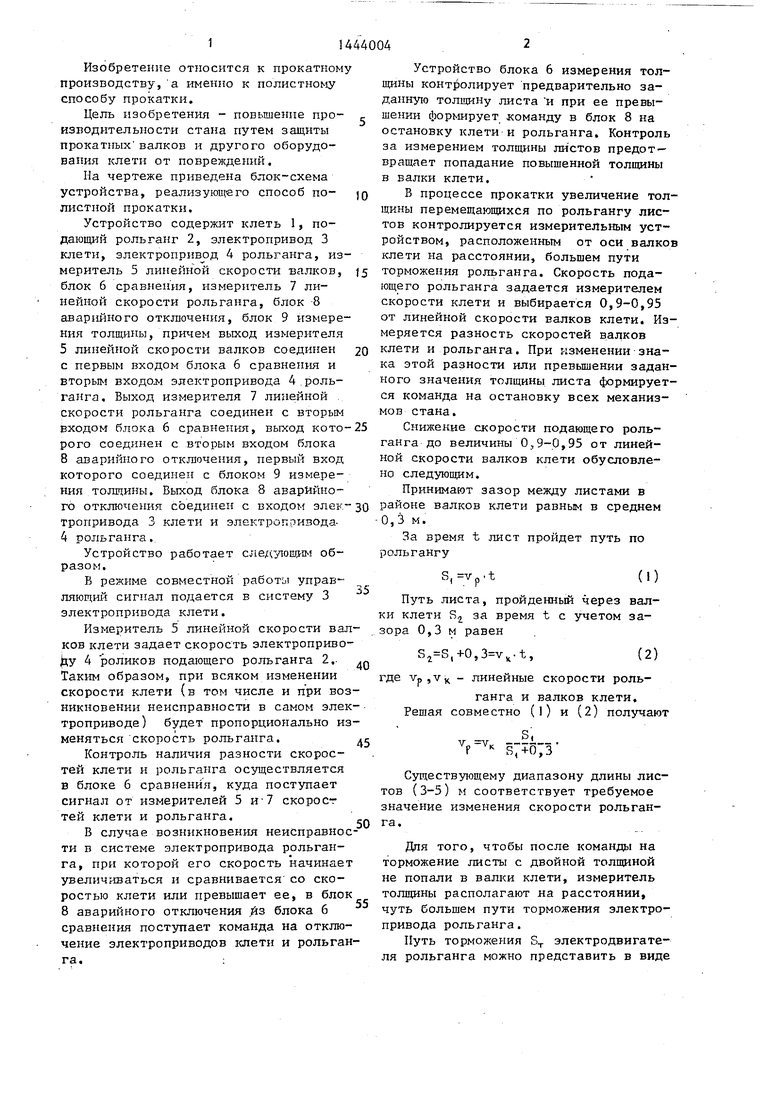
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления приводными двигателями клети толстолистового прокатного стана с индивидуальным электроприводом валков | 2024 |
|
RU2822900C1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для управления непрерывным станом холодной прокатки | 2023 |
|
RU2809885C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Способ производства листового проката и прокатный стан для его осуществления | 1980 |
|
SU984514A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1993 |
|
RU2044580C1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
Изобретение относится к прокатному производству, конкретно к плоской прокатке с полистнь1М способом деформирования . Цель изобретения - повышение производительности стана путем защиты прокатных валков п другого оборудования клети от повреждецпй. В процессе полистной прокатки увеличение толщины поступающих по рольгап- гу листов контролируется измерительным устройством, расположенным от оси валков клети на расстоянии, большем 1,2 пути торможения рольганга, скорость подающего рольганга устанавливается равной 0,9-0,95 линез йюй скорости валков. В случае изменения (увеличения) толщины листов или изменения соотношения скоростей рольганга и клети формируется команда на остановку всех механизмов, стана. 1 ил. с: €
| Васильев Я.Д., Сафьян М.М | |||
| Производство полосовой и листовой стали | |||
| Киев t Высшая школа, 19 76, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
