4 4 4 О О5 1C
Изобретение относится к оборудованию литейного производства, в частности к устройствам для литвя по выполняемым моделям.
Цель изобретения - расширение технологических возможностей, повышение производительности труда и качества блоков.
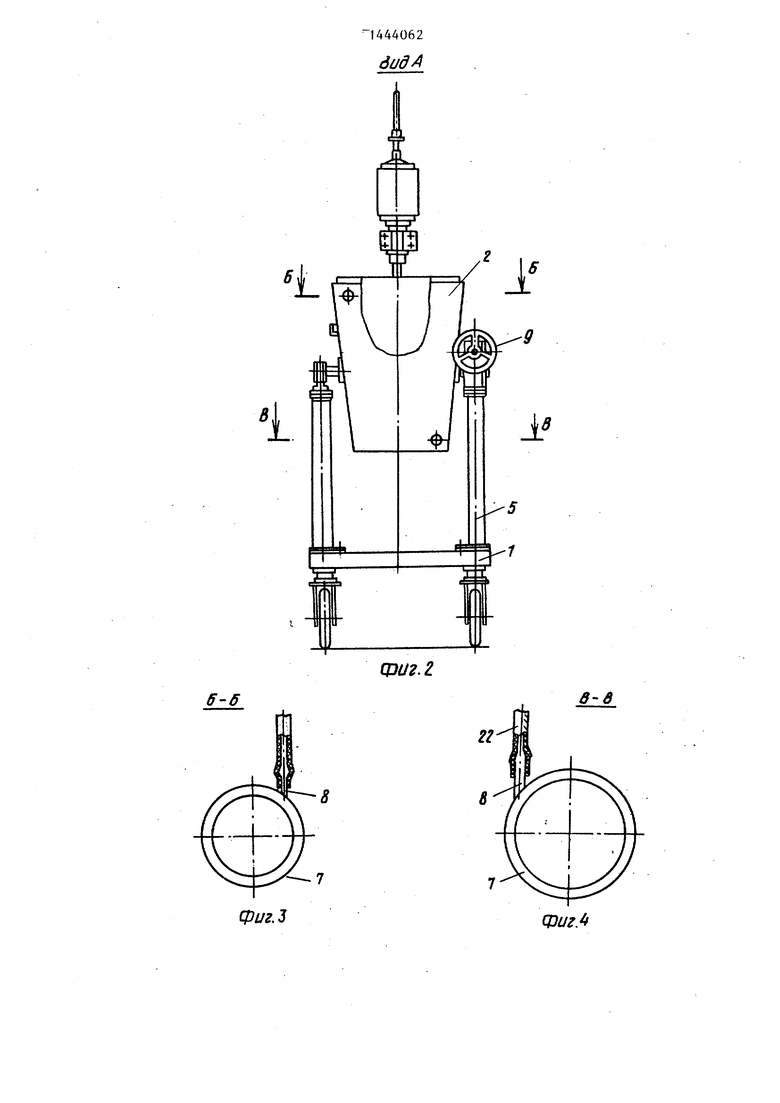
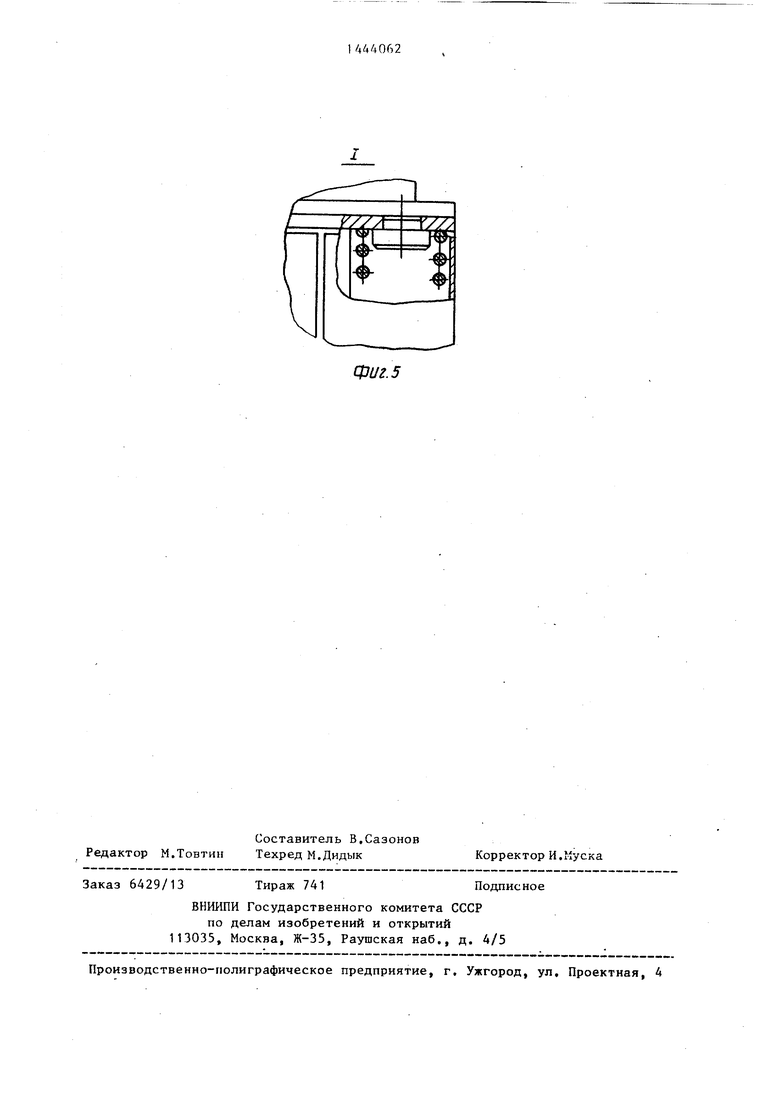
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2- вид А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - узел I иа фиг. 1.
Установка состоит из тележки 1, на которой смонтирована ванна 2 с огнеупорной суспензией 3, постоян- ньы уровень которой обеспечен пружинно-весовой системой, содержащей четыре пружины 4 сжатия, установленные в стойках 5, снабженные регулируюищ- ми винтами 6. Для охлаждения суспензии ванна 2 имеет охладительную рубашку 7, в которую тангенциально установлены штуцеры 8 для подвода и слива охладителя. Поворот ванны 2 при сливе суспензии и при ее очистке обеспечивается редуктором 9, расположенным на одной из подвижных опор 10, являющихся направляющими для вертикального перемещения ванны 2 по мере расхода суспензии.
Установка снабжена перемешивате- лем 11, кинематически связанным с приводом вращения 12, работающим на сжатом воздухе. Извлечение перемеши- ватёля 11 из ванны в процессе очистки обеспечено благодаря наличию ручного привода 13. Регулировка наклона перемепгавателя 11 осуществлена винтом t4. Ручной привод 13 вертикального перемещения перемеишвателя 11 установлен на подвижном кронштейне 15 и имеет возможность перемещения по периметру ванны 2. Транспортировка установки обеспечена благодаря наличию поручней откидывающегося трапа 16 и имеет защелку 17. Установка снабжена ориентирующим устройством 18, которое имеет кроме направляющих регулирующие упоры 19 и подпятники 20. Подключение питания перемешива- т.еля 11 и системы охлаждения обеспечено посредством быстродействующих разъемов 21, установленных на гибких ишангах 2Z.
Установка работает следующим образом.
5
0
5
0
5
0
5
0
5
После завершения подготовки огнеупорной суспензии на участке установка транспортируется напольным транспортом -или вручную на участок изготовления литейных форм и устанавливается на рабочую позицию автоматизированного устройства огнеупорного покрытия, где происходит точная ориентация тележки 1 посредством ориентирующего устройства 18, упоров 19 и подпятников 20, Ванна 2 с суспензией 3 точно устанавливается на рабочей позиции. Защелка 17 поднимается, вертикально вверх, а трап 16 опускается. Подключают питание перемешива- теля 11 и охлаждающей жидкости к ванне 2 посредством быстродействуюш;их разъемов 21, которые установлены на гибких шлангах 22. После завершения этих операций дается сигнал готовтг ности ванны 2 к работе.
Во время работы установки происходит постоянный расход суспензии 3. Поддержание постоянного уровня пензии в ванне 2 осуществляется весовой системой, которая включает четыре пружины сжатия 4, установленные в стойках 5 и воздействующие на подвижные опоры 10, на которых размещена ванна 2 с суспензией.
Характеристика четырех пружин сжатия 4 рассчитана таким образом, что по мере расхода суспензии с соответствующим уменьшением суммарного веса всех частей установки, уравновешиваемых указанными пружинами 4, происходит подъем ванны за счет пружин ровно на столько, на сколько снизился уровень суспензии относительно ванный, таким образом, уровень суспензии относительного пола остается постоянным,
Регулировка весовой системы осуществляется регулирующими винтами 6. Расход суспензии 3 осуществляется да определенного уровня, после чего дается сигнал на наполнение суспензии 3. Специальньй дозатор автоматизированного устройства огнеупорного покрытия вводит в ванну 2 порцию суспензии 3. При этом введение порции суспензии происходит без остановки процесса нанесения огнеупорной суспензии на модельные блоки.
При введении новой порции суспензии пружины 4 сжимаются и ванна 2 с суспензией вертикально опускается до крайнего нижнего положения, после чего цикл работы повторяется.
Для поддержания постоянной температуры суспензии в ванне 2 в процессе работы устано вки производится охлаждение ванны путем подачи холодной воды через приваренные к кожуху 7 тангенциальные штуцера 8, которые позволяют создавать равномерньш поток охлаждающей жидкости по всему объему охлаждаемой емкости. На всем протяжении работы установки производится ( перемешивание суспензии посредством перемешивателя 11.
Регулировка наклона перемешивателя 11 осуществляется регулировочным винтом 14. Извлечение перемешивателя из суспензии на время очистки ванны и смены крыльчатки перемешивателя 11 осуществляется посредством ручного привода 13, который вьтолнен в виде цилиндрического зубчатого колеса и рейки, что позволяет полностью извлекать перемепшватель из суспензии. Для слива отработанной суспензии и очистки ванны производят отключение питания перемешивателя и охлаждающей жидкости посредством быстродействующих разъемов.
Производят подъем трапа 16 до крайнего верхнего положения, где автоматически происходит защелкивание трапа 13 защелкой 17. После этого установка отправляется на участок очистки и приготовления новой суспензии.
На освободившееся рабочее место устанавливается новая установка со свежей огнеупорной суспензией и цикл работы продолжается. Внедрение установки позволит повысить качество вьшускаемой продукции за счет поддержания стабильной температуры связующего материала (суспензии) посредством активного охлаждения, повысить
культуру производства, так как очистка установки и смена связующего состава (суспензии) производится не на рабочем месте, а в отдельном по мещении, использовать данную установку в автоматизированном комплек се и повысить качество выпускаемой продукции за счет стабршьного вьшолне- Q ния технологического процесса нанесения огнеупорного покрытия. Повысить производительность труда в 1,7 раза за счет уменьшения времени останова для замены суспензии.
5
Формула изобретения
Установка для нанесения огнеупорной суспензии на модельные блоки, con
0 держащая ванну для смешивания суспензии, в которой размещен перемепмва- тель, установленный на валу, кинематически связанном с приводом, и устройство для: поддержания постоянно5 го уровня суспензии в ванне, о т - л и чающаяся тем, что, с целью расширения технологических возможностей, повьшгения производительности, качества блоков, она снабQ жена транспортной тележкой и закрепленным на ней механизмом крепления ванны, весовой сигнализирующей системой и охладительной рубашкой ванны, входной и вькодной штуцеры которой размещены тангенциально относительно ее корпуса, при этом весовая сигнализирующая система выполнена в виде пружин сжатия и регулировочных винтов, установленных в стойках
- транспортной тележки, а механизм крепления ванны выполнен в виде направляющих для вертикального пере- ещения ванны, регулировочных упоров . и подпятников.
5
В
фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для приготовления связующего и керамической суспензии | 1990 |
|
SU1771867A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ОГНЕУПОРНОЙ СУСПЕНЗИИ НА МОДЕЛЬНЫЕ БЛОКИ | 1989 |
|
SU1822023A1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| Способ регенерации огнеупорных материалов из отходов форм,используемых в производстве литья по выплавляемым моделям и установка для их регенерации | 1984 |
|
SU1245395A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям | 1984 |
|
SU1207627A1 |
| "Установка для нанесения покрытия на модельные блоки в "кипящем" слое" | 1991 |
|
SU1822356A3 |
| Установка для приготовления огеливаемой суспензии и ее вариант | 1984 |
|
SU1171181A1 |

Изобретение относится к литейному производству, к литью по вьшлав- ляемым моделям. Цель изобретения расширение технологических возможностей, повышение производительности и качества блоков. Для этого установка смонтирована на транспортной тележке с возможностью ориентации и фиксации на рабочей позиции и имеет охладительную рубашку с тангенциальным подводом и отводом хладагента, а также снабжена весовой сигнализирующей системой, обеспечивающей стабильное положение зеркала суспензии относительно уровня пола цеха. Установка позволяет наносить огнеупорную суспензию на модельные блоки в автоматизированном комплексе, повысить качество вьтускаемой продукции. 5 ил . ю
6-6
фцг,3
цзиг.г
в-в
ОЗиг.
фиг. 5
| Устройство для нанесения огнеупорной суспензии на модельные блоки | 1975 |
|
SU524599A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
