Изобретение, относится к литейному производству, в частности к оборудованию для изготовления форм для литья по выплавляемым моделям.
Цель изобретения сокращение потерь времени при транспортно-загру- зочных операциях и сокращение произ- водственных площадей.
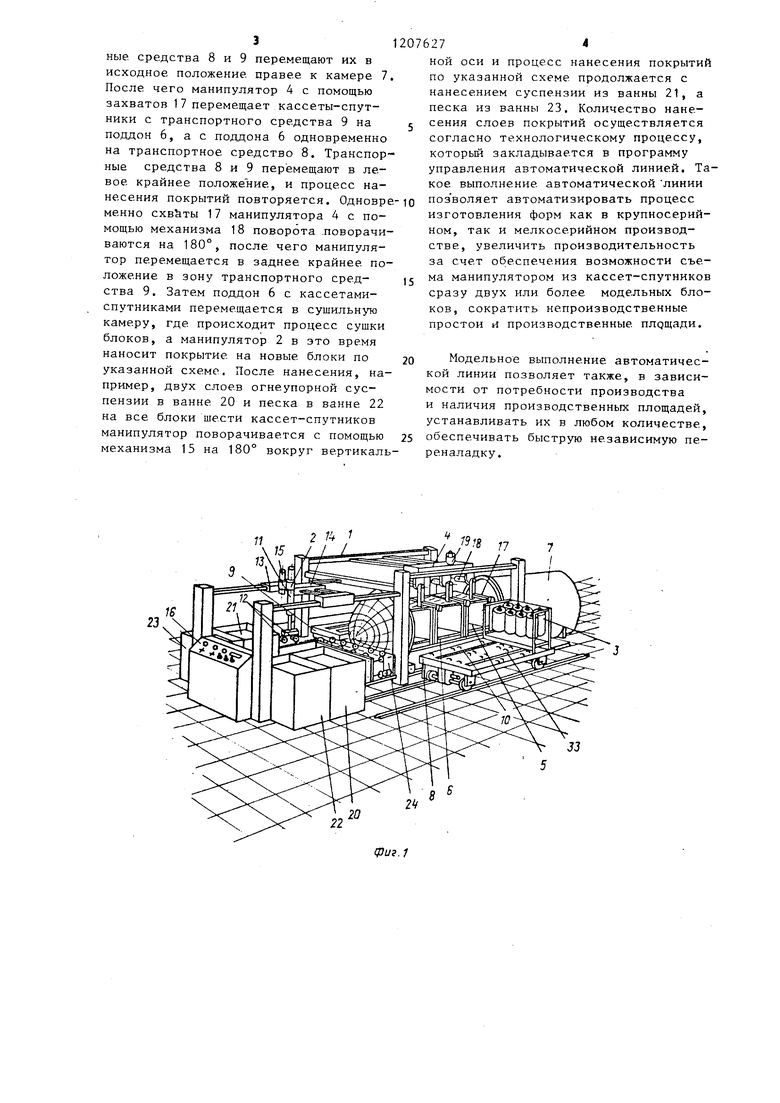
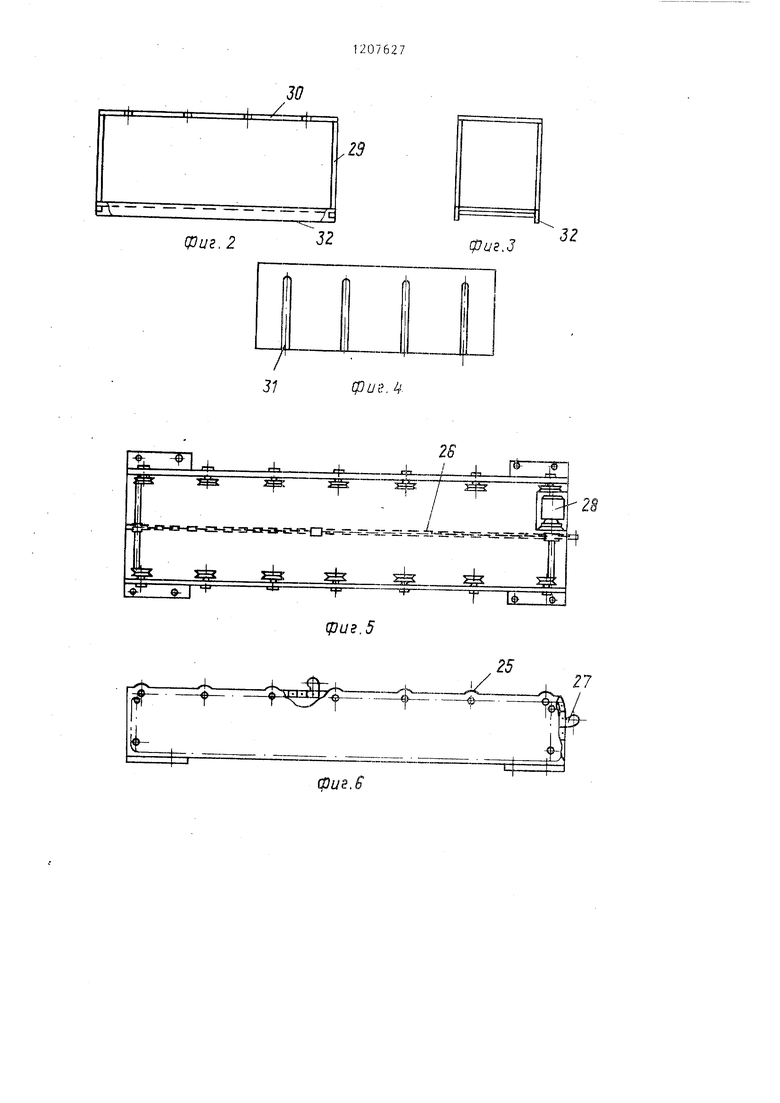
На фиг, 1 изображена автоматическая линия в аксонометрии,; иа фиг „ 2 4- три проекции кассет-спутников; на фиг. 5-6 - две проекции дополнительной транспортной ветви; на фиг, 7 - автоматическая линия, вид сбоку; на фиг, 8 и 9 то же, вид в плане (соответственно при выгрузке из сушила и при подаче ка обмазку
Линия содержит экстакаду 1, на :. которой размещены манипулятор2 нанесения огнеупорных покрытий на моделные блоки 3 и г анипулятор 4 для перемещния кассет-спутников 5 с поддона 6 ва умно-аммиачной сушильной камеры 7 на транспортные средства 8 и 9 в виде приводных тележек-накопителей механизмом шагового перемещения 10, Последний выполнен в виде цепного транспортера с захватами для кассет- спутников. Манипулятор 2 установлен над механизмом шагового перемещения и содержит руку 11, снабженную двумя захватами 12, тележку 13 продоль.- ного перемещения, тележку 14 поперечного перемещения, механизм 15 поворота руки вокруг вертикальной оси и пульт управления 16. Ма.нипулятор 4 снабжен тремя захватами 17 с механизмом 18 поворота их вокруг горизонтальной оси и механизмом 19 перемещения манипулятора,
В рабочей зоне, манипулятора 2 размещены ванны для огнеупорной суспензии 20 и 21, ванны для песка 22 и 23 и транспортная ветвь 24 (фиг. 5 и 6) с роликами 25, цепным транспортером 26, снабженным захватами 27 для кассет-спутников, и приводом 28 транспортера.
Кассета-спутник 5 (фиг. 2-4) включает основание 29, на котором сверху размещены ложемент 30 для модельного блока с односторонними прорезями- окнами 31, а снизу - направляющие 32 для перемещения кассет-спутников по роликам 33, размещенным на поддоне, вакуумно-аммиачной сушильной камеры и транспортных ветвях актоматн- ческой линии.
272
Автоматическая липия работает ел ед ующкм образом.
Модельные блоки 3 устанавливаются в кассеты-спутпики 5, которые загр:.,7жаются на поддон 6 вакуумно-амми- ачкой сушильной камеры 7 и транспортное средство 8 (фиг. 7), например, по три на каждую позицию (на транс- пор TJJOM средстве 8 фиг . 1 две кассе гы-спут1-;ика условно не показаны), включается система управленияавтоматической линии на пульте 16 и транспортные средства 8 и 9 перемещаются в левое крайнее положение к транспортной ветви 24.
Включается привод 28 транспортера 26, который,, вращаясь против часовой стрелки (фиг. 6); захватывает захватами 27 первую кассету-спутник
с транспортного )едства 8 (на фиг.1 условно не. показана) и перемещает ео. по роликам 25 на позицию съема манипулятора 2 моде.очьных блоков 3, Манипулятор 2 подходит к месту съема
блоков и с помошью захватов 12 берет сразу два блока, установленных ка ложаменте 30 в первом окне 31 кассе- ть; спутника 5 к переносит их в ванну с огн.еупорной суспензлей 20, а затем, после нанесения с.лоя суспензии, в вапньг22 с песком. После нанес г.ния суспензии и песка манипулятор 2 переносит блоки обратно к месту съема и через то же окно 31 устанавливает их на ложемеБ:т 30 кассеты
Касг.ета-спутник перемещается с по- мошью цепного транспортера 26 па один ,, манипулятор 2 берет оче- рзцные два блока и процесс нанесения покрьп ий повторяется,, После нанесения покрытий на все блоки кассета- спутник с помоасью тра;-;спортера 26 п,«ремещаетс.я на транспортное средст45
после чего ПJaгoвьrй механизм 10
транспортного средства 8 перемещает л1ве кассеты-спутника на один шаг влево 5 а транспортного средства 9 - одну кассету-спутник вправо. Таким
образ ом S пос,ле накесения покрытий на блоки очередной кассе.ты-спутника и передачи ее с транспортной ветви 24 на транспортное средство 9 шаговые ivjexaKKSiMH перемещают кассетыспутники на один .шаг,,
1,:осле осуществления процесса нане- сенмя покрыти,й на все модельные блоки трех кассет-спутников транспорт3
ные средства 8 и 9 перемещают их в исходное положение правее к камере 7. После чего манипулятор 4 с помощью захватов 17 перемещает кассеты-спутники с транспортного средства 9 на поддон 6, а с поддона 6 одновременно на транспортное средство 8. Транспор- ные средства 8 и 9 перемещают в левое крайнее положение, и процесс нанесения покрытий повторяется. Одновре менно схваты 17 манипулятора 4 с помощью механизма 18 поворота .поворачиваются на 180°, после чего манипулятор перемещается в заднее крайнее положение в зону транспортного средства 9. Затем поддон 6 с кассетами- спутниками перемещается в сушильную камеру, где происходит процесс сушки блоков, а манипулятор 2 в это время наносит покрытие на новые блоки по указанной схеме. После нанесения, например, двух слоев огнеупорной суспензии в ванне 20 и песка в ванне 22 на все блоки шести кассет-спутников манипулятор поворачивается с помощью механизма 15 на 180° вокруг вертикаль
10
07627Л
ной оси и процесс нанесения покрытий по указанной схеме продолжается с нанесением суспензии из ванны 21, а песка из ванны 23. Количество нане- 5 сения слоев покрытий осуществляется согласно технологическому процессу, который закладывается в программу управления автоматической линией. Такое выполнение автоматической линии поз воляет автоматизировать процесс изготовления форм как в крупносерийном, так и мелкосерийном производстве, увеличить производительность за счет обеспечения возможности съема манипулятором из кассет-спутников сразу двух или более модельных блоков, сократить непроизводственные простои и производственные плдщади.
20 Модельное выполнение автоматической линии позволяет также, в зависимости от потребности производства и наличия производственных площадей, устанавливать их в любом количестве,
25 обеспечивать быструю независимую переналадку.
15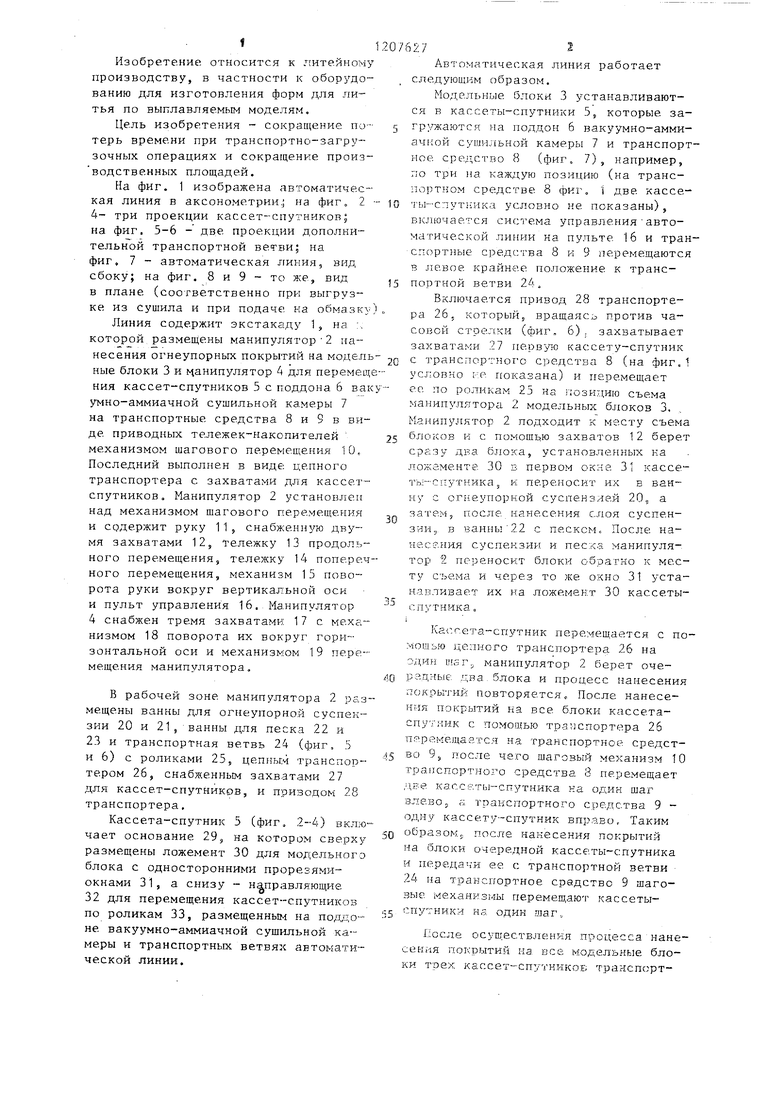
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для изготовления огнеупорных оболочек по выплавляемым моделям | 1985 |
|
SU1329888A1 |
| Автоматическая линия для изготовления топливных элементов | 1988 |
|
SU1576945A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Механизированная поточная линия окраски литейных стержней | 1981 |
|
SU984642A1 |
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |

2 74 /
22
./9/S 777
JJ
20
2
/
J/7
f
Фиг. 2
32
31
.J
n
фШ. l4
±
J
1I /
25
TT
-T
us.5
фи.б
//7/7///7////////////////
Фиг. 7
//////
22
Фиг.ё J
J
rev
Фиг.
ВНИИПИ Заказ 122/11 Тираж 757 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Установка для изготовления керамических форм | 1972 |
|
SU529887A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка вакуумно-аммиачной сушки огнеупорных покрытий на крупногабаритных выплавляемых моделях | 1978 |
|
SU738748A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
