Ni::
4
Изобретение относится к порошковой металлургии, в частности к уст- ройствам для прокатки порошкга.
Цель изобретения - повьппение ка- чества изделий.
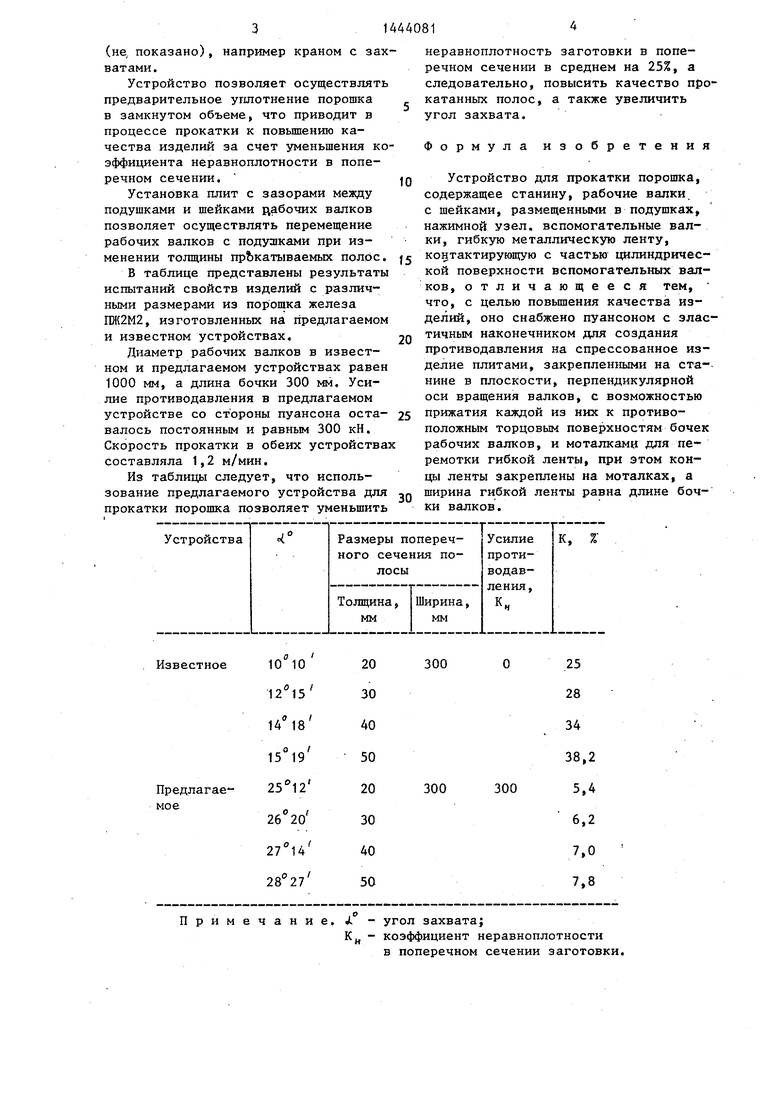
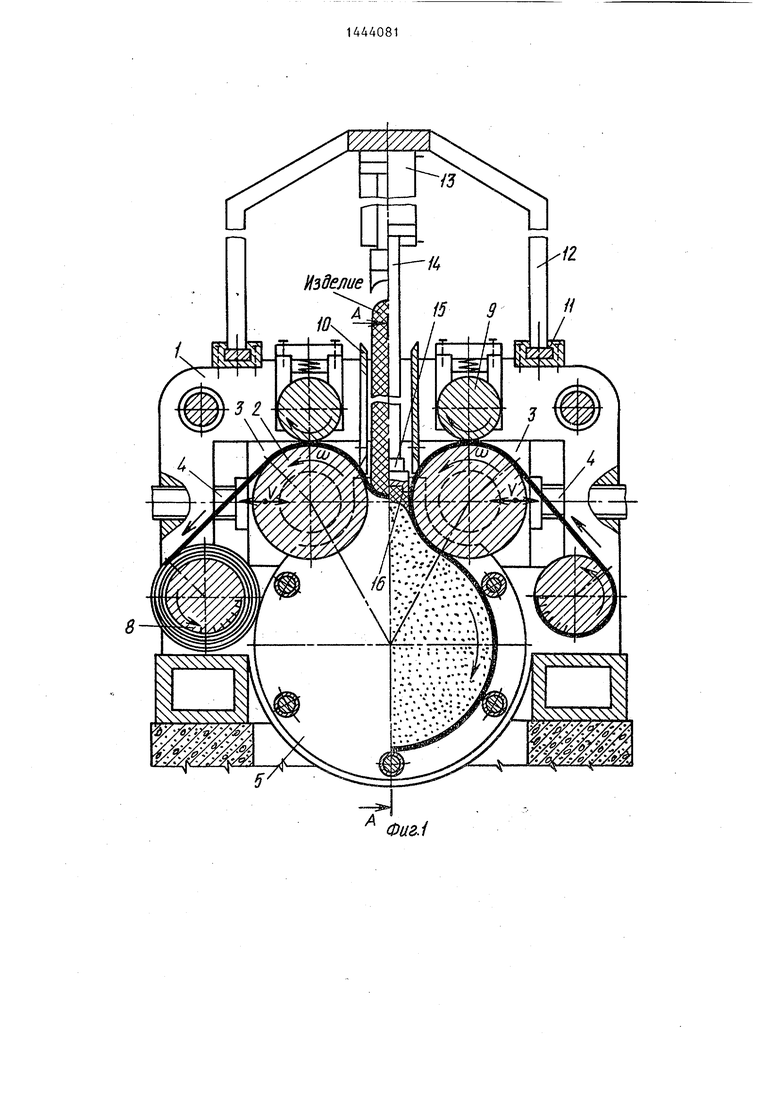
На фиг. 1 показано взаимное положение элементов устройства, с правой стороны - в начале прокатки, а с левой стороны - в конце прокатки; на фиг, 2 - разрез А-А на фиг.1.
Устройство содержит станину 1, рабочие валки 2 с шейками размещены в подушках 3, установленных в проеме станины 1 с возможностью возврат но-поступательного перемещения, нажимные винты 4 связаны с подушками 3 (привод винтов не показан). На станине перпендикулярно осям вращения валков неподвижно закреплены плиты 5 и 6, расположенные между подушками 3 и торцами бочек рабочих валков 2, при этом плиты установлены .с зазором между подушками 3 и с зазором д между их торцом и шейками валков, причем плиты прижаты к тор-, цам бочек рабочих валков.
Устройство снабжено лентой 7 и двумя моталками 8 для перемотки- ме- ,таллической ленты, концы которой жес ко закреплены на моталках. Ширина ленты 7 равна длине бочки валков 2, ее длину вйбирают из условия обеспечения возможности образования между плитами 5 и 6 петли необходимых размеров для размещения внутри ее исходного порошка. I
Подпружиненные прижимные ролики 9 предназначены для поджатия металлической лентю 7 к рабочим валкам 2, а к подушкам 3 прикреплены направляющие; линейки 10 для ориентации получаемого изделия. В верхней части станинь установлена с возможностью озвратно-поступательного перемещени вдоль оси рабочих валков в направляющих 11 опора 12. На опоре 12 зак- реплен гидроцилиндр 13, предназначенный для создания противодавления, а на торце его штока 14 закреплен сменный пуансон 15 с эластичным рабочим наконечником 16 (например, из полиуретана) для полного перекрытия им зева валков, при этом форма рабочей поверхности наконечников 16 имеет вогнутую конфигурацию для получения изделия с торцами одинаковой формы, так как задний конец прокатываемой полосы, формируемый металличес™
ю
15 20 25
зо
40 45 CQ
35
кой лентой и выходящий из зева валков, выпуклый.
Устройство работает следующим образом.
В начальный момент металлическая лента 7 находится с передней стороны валков 2 в их зеве, опора 12 с гидроцилиндром 13 и пуансоном 15 отведены за пределы зоны прокатки. Затем включают привод вращения нажимных винтов 4, осуществляя перемещение подушек 3 с валками на заданную ве- личйну, соответствующую толщине прокатываемой полосы, при этом торцы бочек валков перемещаются по поверхностям плит, прилегающим к ним. При включении привода валков 2 (не показан) лента 7, скручиваясь с моталок 8, зажинает положение в форме петли, показанное на фиг. 1 с правой стороны, после чего привод валков 2 отключают. В полость, образованную петлей металлической ленты 7 и плитами. 5, 6, загружают порошок, после чего возвращают опору 12 с гидроцилиндром 13 и пуансон 15 в зону прокатки, затем в верхнюю полость гид- роцилиндра 13 от гидросистемы (не показана) подают масло, при этом,; шток 14 и связанный с ним пуансон 15 вводят в зев валков 2 между плитами 5 и 6.
Затем включают привод моталок 8 (не показан), производя намотку ленты 7 на барабаны моталок, осуществляя тем самым уменьшение размера петли, находящейся за валками 2, что приводит к уменьшению замкнутого объема, занимаемого порошком, и, следовательно, к его предварительному уплотнению, при этом степень предварительного уплотнения порошка может изменяться путем изменения усилия противодавления, создаваемого изменением давления масла в гидроцилиндре 13,
По достижении заданной степени предварительного уплотнения привод моталоК отключают, шток 14 с пз ансо- ном 15 возвращают в первоначальное положение, а опору 12 от привода (не показан) смещают за пределы зоны про- катки« Затем одновременно включают привод валков 2 и йоталок 8, осуществляя прокатку полосы. После окончания процесса прокатки отключают привод валков и моталок и прокатанную полосу удаляют съемным устройством
3
(не, показано), например краном с заватами.
Устройство позволяет осуществлят предварительное угшотнение порошка в замкнутом объеме, что приводит в процессе прокатки к повышению качества изделий за счет уменьшения кэффициента неравноплотности в поперечном сечении.
Установка плит с зазорами между подушками и шейками цабочих валков позволяет осуществлять перемещение рабочих валков с подушками при изменении толщины пр&катываемых полос
В таблице представлены результат испытаний свойств изделий с различными размерами из порошка железа ПЖ2М2, изготовленных на предлагаемо и известном устройствах,
Диаметр рабочих валков в известном и предлагаемом устройствах раве 1000 мм, а длина бочки 300 мм. Усилие противодавления в предлагаемом
неравноплотность заготовки в поперечном сечении в среднем на 25%, а следовательно, повысить качество прокатанных полос, а также увеличить угол захвата.
Формула изобретения
Устройство для прокатки порошка, содержащее станину, рабочие валки с шейками, размещенными в подушках, нажимной узел, вспомогательные валки, гибкую металлическую ленту, контактирующую с частью цилиндрической поверхности вспомогательных валков, отличающееся тем, что, с целью повьштения качества изделий, оно снабжено пуансоном с эластичным наконечником для создания противодавления на спрессованное изделие плитами, закрепленными на ста-, нине в плоскости, перпендикулярной оси вращения валков, с возможностью
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Установка для прессования заготовок из металлических порошков | 1986 |
|
SU1360899A1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Рабочая клеть стана для прокатки порошка | 1989 |
|
SU1623835A1 |
| Установка для прессования металлических порошков | 1987 |
|
SU1438924A1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| Пресс-форма для прессования изделий из металлического порошка | 1986 |
|
SU1416270A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки порошка. Цель - повьшение качества прокатываемых изделий. После засыпки порошка в по- лость, образованную гибкой лентой 7 и плитами 5,, закрепленными на станине 1 с прижатием к торцовым поверхностям валков 2, вводят пуансон 15 в зев валков, включают привод моталок 8 и производят предварительное уплотнение порошка за счет намотки ленты. Возвращают пуансон 15 в исходное положение и осуществляют прокатку порошка, включая одновременно привод валков и моталок. Качество изделий повьш1ается за счет уменьшения неравноплотности в поперечном сечении изделия и принудительной подачи порошка в валки, увеличивающей угол захвата. 2 ил., 1 табл. с (Л с
устройстве со стороны пуансона оста- 25 прижатия каждой из них к противовалось постоянным и равным 300 кН. Скорость прокатки в обеих устройствах составляла 1,2 м/мин.
Из таблицы следует, что использование предлагаемого устройства для прокатки порошка позволяет уменьшить
Примечание. JL - угол захвата;
К - коэффициент неравноплотности
в поперечном сечении заготовки.
положным торцовым поверхностям бочек рабочих валков, и моталками для перемотки гибкой ленты, при этом концы ленты закреплены на моталках, а ширина гибкой ленты равна длине бочки валков.
Фuг.i
Х
//
Редактор А. Долинич
Составитель А. Джетымов Техред М.Дидык
Заказ 6429/13
Тираж 741
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
х7-/
.2
Корректор И. Муска
Подписное
| Устройство для прокатки порошка | 1973 |
|
SU451502A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прокатки порошка | 1977 |
|
SU645755A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
