Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из металлических порошковых материалов | 1990 |
|
SU1743697A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2326184C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ НА ОСНОВЕ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ | 2009 |
|
RU2405860C2 |
| Флюс для низкотемпературной пайки медных материалов | 1990 |
|
SU1764913A1 |
| Порошковый композиционный материал на основе меди | 1989 |
|
SU1785806A1 |
| Способ нанесения покрытий из металлического порошка | 1982 |
|
SU1013100A1 |
| Способ получения покрытий из металлических порошков | 1988 |
|
SU1694353A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2438829C2 |
| Способ изготовления многослойных спеченных фрикционных изделий | 1986 |
|
SU1444084A1 |
| Способ получения покрытий из металлического порошка | 1982 |
|
SU1140886A1 |
Изобретение относится к порошковой металлургии, в частности к способам получения покрытий из порошковых материалов на основе металла. Цель - повышение качества покрытия. На поверхность металлической подложки наносят слой желеобразного флюса, а затем слой порошка на металлической основе, высушенного до влажности 3-4%. После чего при помощи двух роликовых электродов осуществляют припекание порошкового слоя. Способ позволяет повысить поочность сцепления покрытия с основой и улучшить эксплуатационные характеристки изделий с покрытиями. 2 табл.
Изобретение относится к порошковой металлургии, в частности к способам получения покрытий из порошковых материалов на основе металлической матрицы путем припекания.
Целью изобретения является повышение качества покрытий.
Способ осуществляется следующим образом.
На поверхность металлической подложки наносят слой желеобразного флюса, а затем слой порошка на металлической основе, высушенного до влажности 3-4%, после чего при помощи двух роликовых электродов осуществляют припекание порошкового слоя. Стабилизации процесса припекания способствует ограниченное выделение влаги из высушенного порошка, а также более равномерное распределение температуры вследствие
теплопереноса в расплавленном слое флюса.
Пример 1 (известный). Получают покрытие из порошкового материала методом электроконтактного припекания. В качестве подложки используют медную ленту марки ДПРНМ 0,2x15 НДМЗ по ГОСТу, а в качестве материала покрытия - медный порошок ПМС-1 по ГОСТу с размером частиц 50-100 мкм. На поверхность медной ленты с помощью скребковоще- точной системы наносят слой желеобразного флюса ПБК-26М толщиной 60- 70 мкм. С помощью дозатора наносят предварительно высушенный до влажности 3% порошковый материал и формируют порошковый слой по толщине. Затем медную ленту с нанесенным и, сформированным порошковым слоем помещают между двумя роликовыми электродами диметром 200
ON VJ СЛ О Os О
мм и шириной 16 мм, сжимаемыми с псъ мощью пиевмоцилиндров, и прокатывают с пропусканием электрического тока и одновременным прикладыванием давления, в результате чего осуществляется припека- ние порошкового слоя к ленте.
Пример 2. Отличается от примера 1 тем, что в качестве материала покрытия применяют порошок медненного графита (содержание меди 80 мас.%) с размером частиц 50-100 мкм,
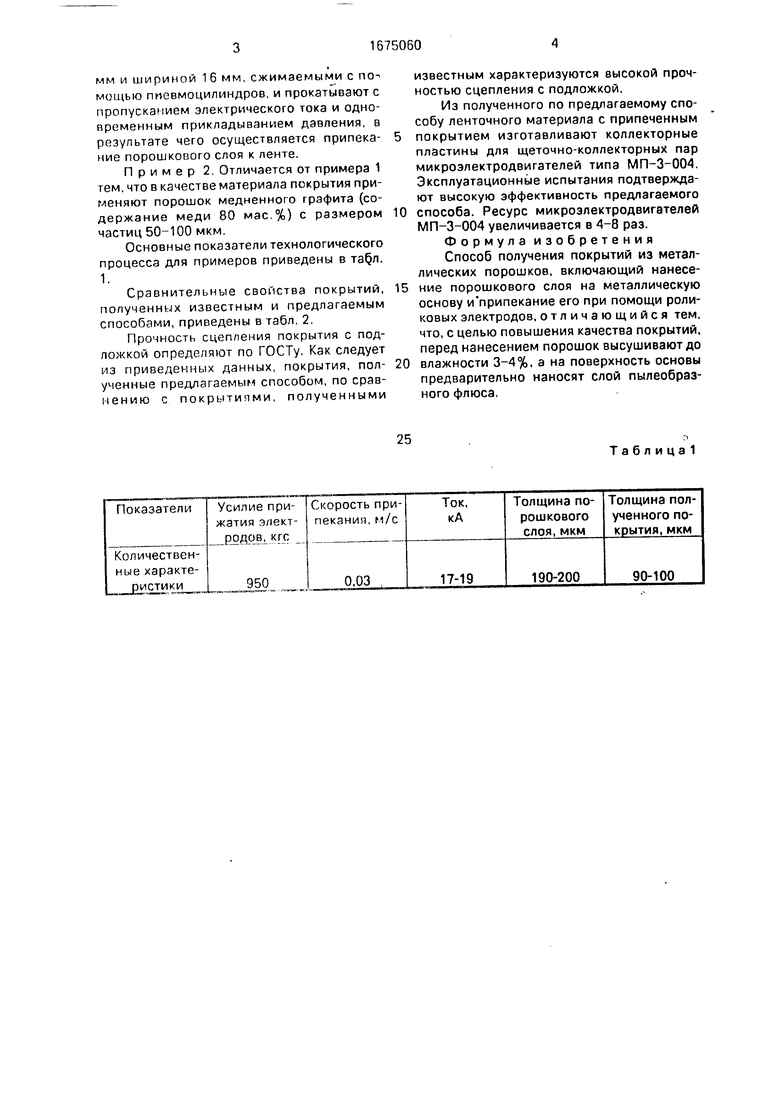
Основные показатели технологического процесса для примеров приведены в . 1.
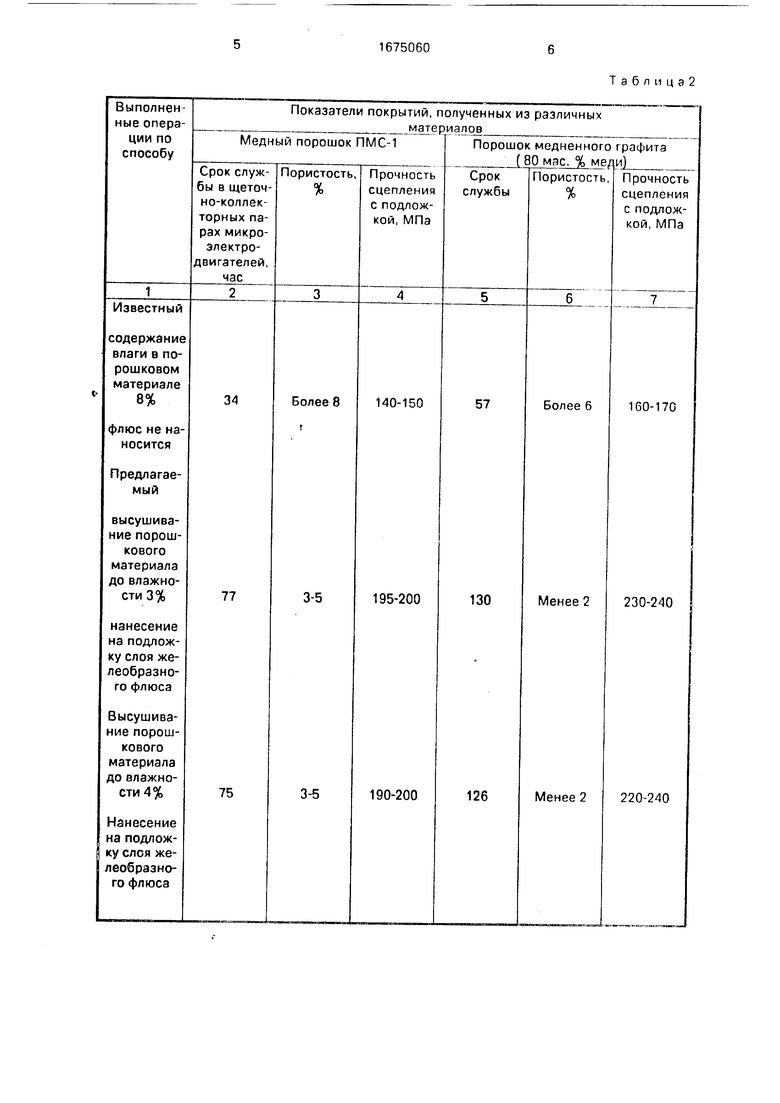
Сравнительные свойства покрытий, полученных известным и предлагаемым способами, приведены в табл. 2.
Прочность сцепления покрытия с подложкой определяют по ГОСТу. Как следует из приведенных данных, покрытия, полученные предлагаемым способом, по сравнению с покрытиями, полученными
известным характеризуются высокой прочностью сцепления с подложкой,
Из полученного по предлагаемому способу ленточного материала с припеченным
покрытием изготавливают коллекторные пластины для щеточно-коллекторных пар микроэлектродвигателей типа МП-3-004. Эксплуатационные испытания подтверждают высокую эффективность предлагаемого
способа. Ресурс микроэлектродвигателей МП-3-004 увеличивается в 4-8 раз. Формула изобретения Способ получения покрытий из металлических порошков, включающий нанесение порошкового слоя на металлическую основу и припекание его при помощи роликовых электродов, отличающийся тем, что, с целью повышения качества покрытий, перед нанесением порошок высушивают до
влажности 3-4%, а на поверхность основы предварительно наносят слой пылеобразного флюса,
Таблица1
Таблицэ2
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 1972 |
|
SU429117A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Рыморов Е.В | |||
| Технология и оборудование сварочных и наплавочных работ | |||
| - Тула: ТПИ | |||
| с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
