СО О k(
Изобретение относится к электротермии, в частности к индукционному нагреву под закалку холоднодеформи- рованных длинномерных цилиндрических деталей переменного по длине сечения.
Цель изобретения - улучшение качества путем получения однородной структуры металла по всему объему холоднодлиной 65 мм каждый. На оставшейся длине вал имеет диаметр 55 мм и степень деформации 0,46.
Нагрев выполняют следующим образом.
Деталь помещают в первый индуктор петлевого типа и сообщают ей вращение. Нагрев ведут с постоянной по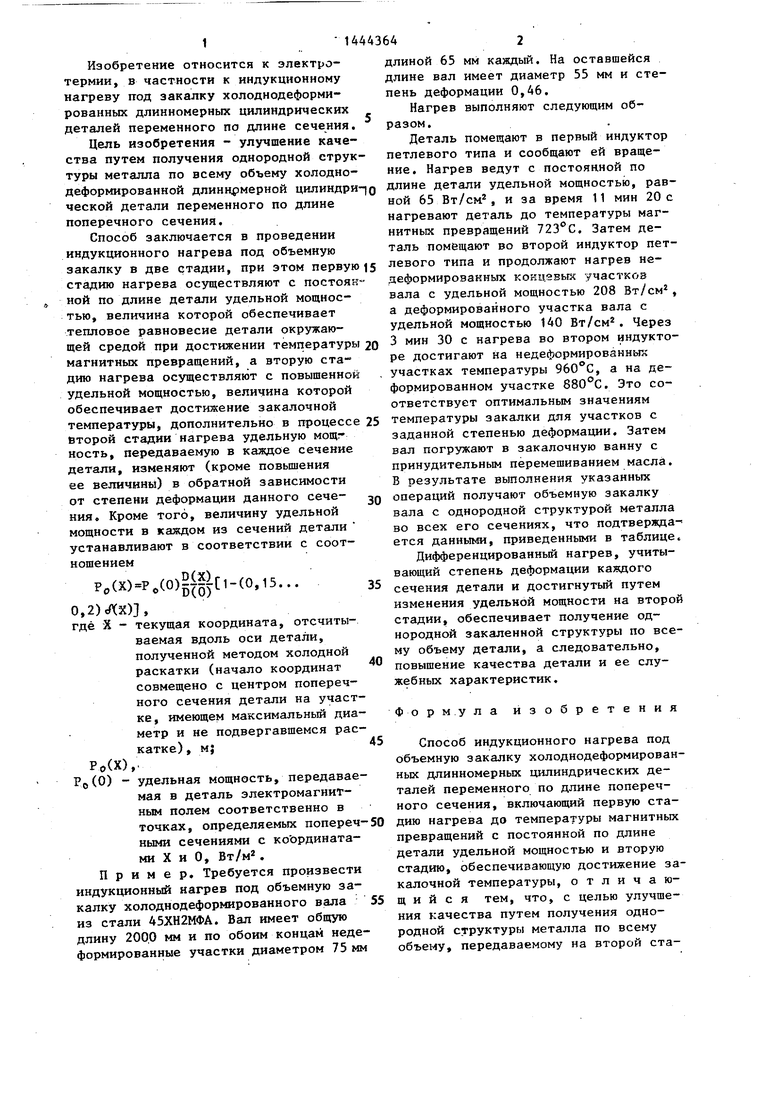
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева трубных заготовок | 1982 |
|
SU1050136A1 |
| Способ непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения и устройство для его осуществления | 1981 |
|
SU1001513A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛОВ ИЗ МАРТЕНСИТНОСТАРЕЮЩЕЙ СТАЛИ | 2023 |
|
RU2821981C1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Способ закалки распределительного вала | 1980 |
|
SU1129244A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| Способ нагрева металлических изделий из листового материала переменной толщины | 1980 |
|
SU892746A1 |
| Способ поверхностной термообработки изделий из нержавеющих хромистых сталей | 2018 |
|
RU2691022C1 |
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| СЕПАРАТОР ШАРНИРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ШАРНИР И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2004 |
|
RU2391577C2 |
Изобретение относится к области электротермии, в частности к способам индукционного нагрева под закалку холоднодеформированных длинномерных цилиндрических деталей переменного по длине сечения. Цель изобретения - улучшение качества путем получения однородной структуры металла по всему объему детали. На первой стадии деталь нагревают до температуры магнитных превращений с постоянной удвль - ной мощностью, а вторую стадию нагрева до закалочной температуры осуществляют с повыщенной удельной мощностью, величину которой рассчитывают в зависимости от степени деформации данного участка детали. Дифференцированный нагрев, учитывающий степень деформации, обеспечивает получе- g ние однородных механических свойств по всему объему детали. 1 табл. C/J
деформированной длинномерной цилиндри-)о длине детали удельной мощностью, равной 65 Вт/см , и за время 11 мин 20с нагревают деталь до температуры магнитных превращений . Затем деталь помещают во второй индуктор петлевого типа и продолжают нагрев не- деформировакньгх концавых участков вала с удельной мощностью 208 Вт/см, а деформированного участка вала с удельной мощностью 140 Вт/см. Через
ческой детали переменного по длине поперечного сечения.
Способ заключается в проведении индукционного нагрева под объемную закалку в две стадии, при этом первую 15 стадию нагрева осуществляют с постоянной по длине детали удельной мощностью, величина которой обеспечивает тепловое равновесие детали окружающей средой при достижении температуры 20 - нагрева во втором индукторе достигают на недеформированны : участках температуры 960°С, а на деформированном участке . Это соответствует оптимальным значениям температуры закалки для участков с заданной степенью деформации. Затем вал погружают в закалочную ванну с принудительным перемешиванием масла. В результате выполнения указанных операций получают объемную закалку вала с однородной структурой металла во всех его сечениях, что подтвержда- ется данными, приведенными в таблице. Дифференцированньй нагрев, учитывающий степень деформации каждого сечения детали и достигнутый путем изменения удельной мощности на второй стадии, обеспечивает получение однородной закаленной структуры по всему объему детали, а следовательно, повышение качества детали и ее служебных характеристик.
магнитных превращений, а вторую стадию нагрева осуществляют с повыщенной удельной мощностью, величина которой обеспечивает достижение закалочной температуры, дополнительно в процессе второй стадии нагрева удельную мощг ность, передаваемую в каждое сечение детали, изменяют (кроме повышения ее величины) в обратной зависимости от степени деформации данного сечения. Кроме того, величину удельной мощности в каждом из сечений детали устанавливают в соответствии с соотношением
Ро(Х)РДО)(0,15...
0,2)ЛХ),
где X - текущая координата, отсчитываемая вдоль оси детали, полученной методом холодной раскатки (начало координат совмещено с центром поперечного сечения детали на участке, имеющем максимальный диаметр и не подвергавшемся раскатке) , м; РО(Х),РО(О) - удельная мощность, передаваемая в деталь электромагнитным полем соответственно в
точках, определяемых попереч-50 дию нагрева до температуры магнитных
ными сечениями с ко ординатами X и О, Вт/м.
Пример. Требуется произвести индукционный нагрев под объемную закалку холоднодеформированного вала из стали 45ХН2МФА. Вал имеет общую длину 2000 мм и по обоим концам недеформированные участки диаметром 75 мм
0
5
5
0
5
ре достигают на недеформированны : участках температуры 960°С, а на деформированном участке . Это соответствует оптимальным значениям температуры закалки для участков с заданной степенью деформации. Затем вал погружают в закалочную ванну с принудительным перемешиванием масла. В результате выполнения указанных операций получают объемную закалку вала с однородной структурой металла во всех его сечениях, что подтвержда- ется данными, приведенными в таблице. Дифференцированньй нагрев, учитывающий степень деформации каждого сечения детали и достигнутый путем изменения удельной мощности на второй стадии, обеспечивает получение однородной закаленной структуры по всему объему детали, а следовательно, повышение качества детали и ее служебных характеристик.
Ф о р м.у ла изобретения
Способ индукционного нагрева под объемную закалку холоднодеформирован- ных длинномерных цилиндрических деталей переменного по длине поперечного сечения, включающий первую стапревращений с постоянной по длине детали удельной мощностью и вторую стадию, обеспечивающую достижение закалочной температуры, отличаю- щ и и с я тем, что, с целью улучшения качества путем получения однородной структуры металла по всему объему, передаваемому на второй стадни нагрева в каждое сечение детали удельную мощность устанавливают исхо- соотношения
дя из
f
Р.,(Х)Р,,(0
)2Шг1
L
D(0)
(0,15...
0.2)(/ (X)J,
где X - текущая координата, отсчитываемая вдоль оси детали, полученной методом холодной раскатки (начало координат . совмещено с центром попереч.
ного сечения детали на участ ке, имеющем максимальный диаметр и не подвергавшемся раскатке) , м;
.
Мелкоигольча- тый мартенсит по всему объе- му детали: по сечению недеформированногоучастка 175
по сечению деформированногоучастка 177
, закалка в масло, отпуск печной , 5ч
10
15
РО(Х),
РО(О) удельная мощность, передаваемая в деталь электромагнитным полем соответственно в точках, определяемых поперечными сечениями с координата-: ми X и О, D(X),
D(0) - диаметр детали в точках, определяемых поперечными сечениями с координатами соответственно X и О, м
(«- w i-§rfo}:
« - стёп ень деформации детали в
поперечном сечении, определяемом координатой X, отн.ед.
202 11 40 4,2
51,5-52
202 12 44 4,3
51,5-52
| Гридиев В.Н | |||
| и др | |||
| Физические основы электротермического упрочнения стали | |||
| Киев: Наукова думка, 1973, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Пневматический ударный гайковерт | 1987 |
|
SU1433784A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
