Изобретение относится к металлургии, а именно к термической обработке прокатных валков холодной и горячей прокатки, и может быть использовано для термической обработки литых и литокованых рабочих и опорных, составных опорных валков.
Цель изобретения - повьшение качества за счет получения равномерных и высоких механических свойств как в литых, так и в прокованых заготовках валков и их частях, в частности литокованых цельных и литых бандаж10
ка до вьфавнивания температуры по сечению бочки, нагрев до температуры 700-7Ю С по М.П. с последующей выдержкой, обеспечивающей предупреждение образования флокенов и формирование структуры зернистого перлита, затем регулируемое охлаждение со скоростью 30 град/ч до 400°С и далее по 15 град/ч до 150°С, дальнейщее охлаждение на воздухе до комнатной температуры.
После грубой механообработки заготовки подвергают термическому улучных составных рабочих и опорных вал- 15 шению (повторная аустенизация) по ре
ка до вьфавнивания температуры по сечению бочки, нагрев до температуры 700-7Ю С по М.П. с последующей выдержкой, обеспечивающей предупреждение образования флокенов и формирование структуры зернистого перлита, затем регулируемое охлаждение со скоростью 30 град/ч до 400°С и далее по 15 град/ч до 150°С, дальнейщее охлаждение на воздухе до комнатной температуры.
После грубой механообработки заготовки подвергают термическому улуч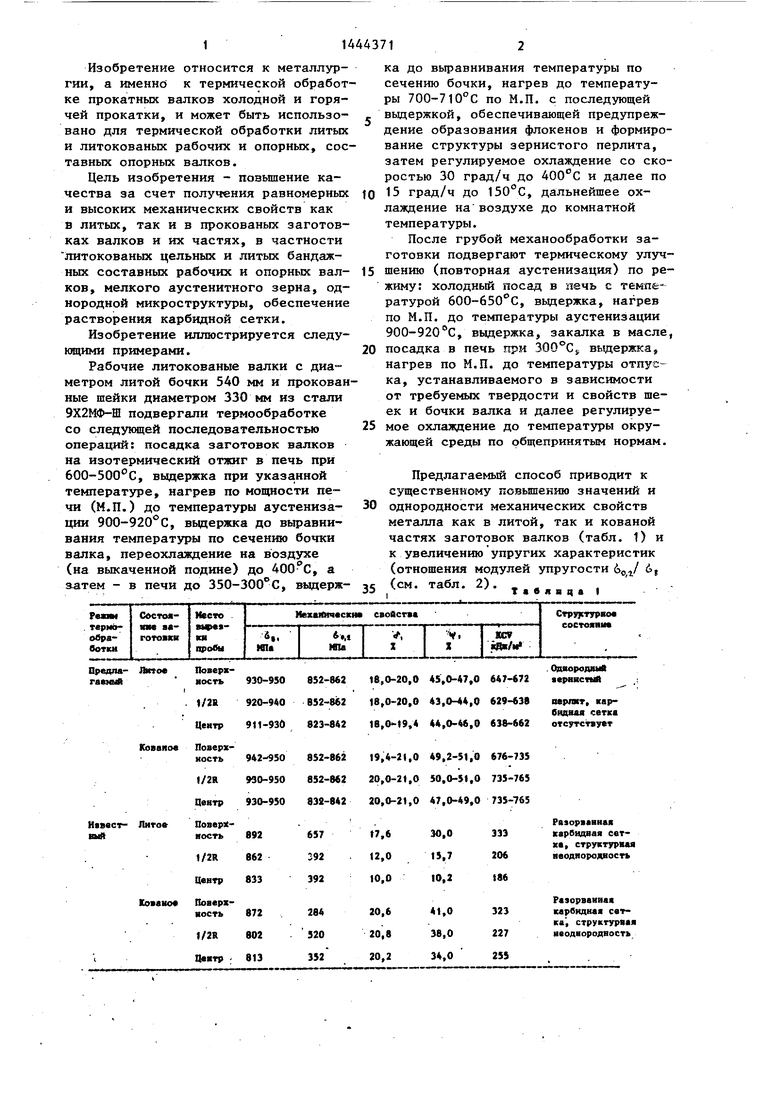
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства прокатных валков из белого чугуна | 1983 |
|
SU1139760A1 |
| Способ изготовления прокатных валков | 1977 |
|
SU667305A1 |
| Сталь | 1986 |
|
SU1381193A1 |
| Способ термической обработки прокатных валков | 1980 |
|
SU1076470A1 |
| Способ термической обработки стальных изделий | 1990 |
|
SU1749252A1 |
| Способ термической обработки слитков | 1980 |
|
SU905297A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ ХРОМОНИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2329331C2 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| Способ термической обработки литых валков из заэвтектоидной стали | 1984 |
|
SU1257108A1 |
Изобретение относится к области металлургии, а именно к термической обработке прокатных валков холодной и горячей прокатки, и может быть использовано для термической обработки литых и литокованых рабочих и опорных, составных опорных валков. Цель изобретения - повышение качества путем получения равномерных и высоких механических свойств как в литых, так и в проковочных заготовках валков и их частях, мелкого аустенитно- го зерна, однородной микроструктуры, обеспечение растворения карбидной сетки. Литокованые валки подвергают изотермическому отжигу при 600-500 С, аустенизации при 900-920°С, охлаждению и вьщержке при 350-300°С, нагреву до 700-7Ю С с последующей вьщерж- кой и регулируемому охлаждению со скоростью 30 град/ч до , далее по 15 град/ч до 150°С, далее на воздухе до комнатной температуры. После механической обработки проводят термическое улучшение с нагревом и выдержкой при 900-920°С, последующей закалкой в масло и отпуском. 2 табл. S (Л 4ib 4: 00 Ч
ков, мелкого аустенитного зерна, однородной микроструктуры, обеспечени растворения карбидной сетки.
Изобретение иллюстрируется следу кщими примерами.
Рабочие литокованые валки с диаметром литой бочки 540 мм и прокованые шейки диаметром 330 мм из стали 9Х2МФ-Ш подвергали термообработке со следующей последовательностью операций: посадка заготовок валков на изотермический отжиг в печь при 600-500 С, вьздержка при указанной температуре, нагрев по мощности печи (М.П.) до температуры аустениза- ции 900-920 С, вьщержка до выравнивания температуры по сечению бочки валка, переохлаждение на воздухе (на выкаченной подине) до 400 с, а
аатем - в печи до 350-300 С, выдерж
Кованое
И«ввст- Лито вьй
Ковано
(см. табл. 2).
жиму: холодный посад в печь с температурой бОО-бЗО С, вьздержка, нагрев по М.П. до температуры аустенизации 900-920°С, выдержка, закалка в масле посадка в печь при выдержка, нагрев по М.П. до температуры отпуска, устанавливаемого в зависимости от требуемых твердости и свойств шеек и бочки валка и далее регулируемое охлаждение до температуры окружающей среды по общепринятым нормам
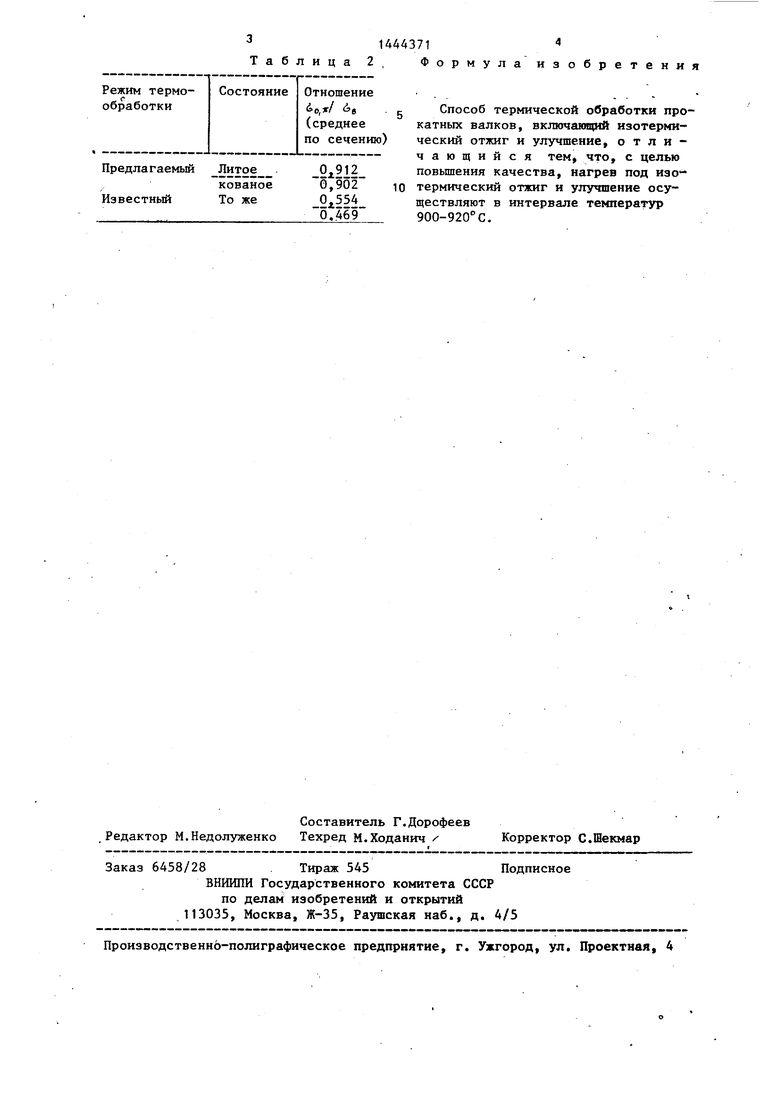
Предлагаемый способ приводит к существенному повышению значений и однородности механических свойств металла как в литой, так и кованой частях заготовок валков (табл. 1) и к увеличению упругих характеристик (отнощения модулей упругости (J 6,
т в я а q I
18,0-20.043,0-44,0629-63В
16,,444,0-4«,0638-662
19,4-2,О49,2-51,0676-735
20,0-21,050,0-51,0735-765
20,0-21,047,0-49,0735-765
30,0 15,7 10,2
1,0 ЗВ.О 34,0
333 206 186
323 227 255
Разорванная карбидная сет- ха, структурная неоднородность
Разорванная карбидная сетка , структурная нводнородност
Литое.
кованое То же
о,902
0.469
Способ термической обработки прокатных валков, включающий изотермический отжиг и улучшение, отличающийся тем что, с целью повьшения качества, нагрев под изотермический отжиг и улучшение осуществляют в интервале температур 900-920 С.
| Проблемы специальной металлургии | |||
| Сборник | |||
| - М., вьт | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Полухин В.П | |||
| и др | |||
| Надежность и долговечность валков холодной прокатки | |||
| М.: Металлургия, 1976, с.159. | |||
