СЛ
00
СО 00
Изобретение относится к обработке металлов давлением, а именно к устройствам для гибки изделий из листа.
Цель изобретения - повьшение ка- честна изделия за счет обеспечения его калибровки и повьшение надежности за счет предотвращения стягивания горизонтальной полки в сторону отгибаемого края,fO
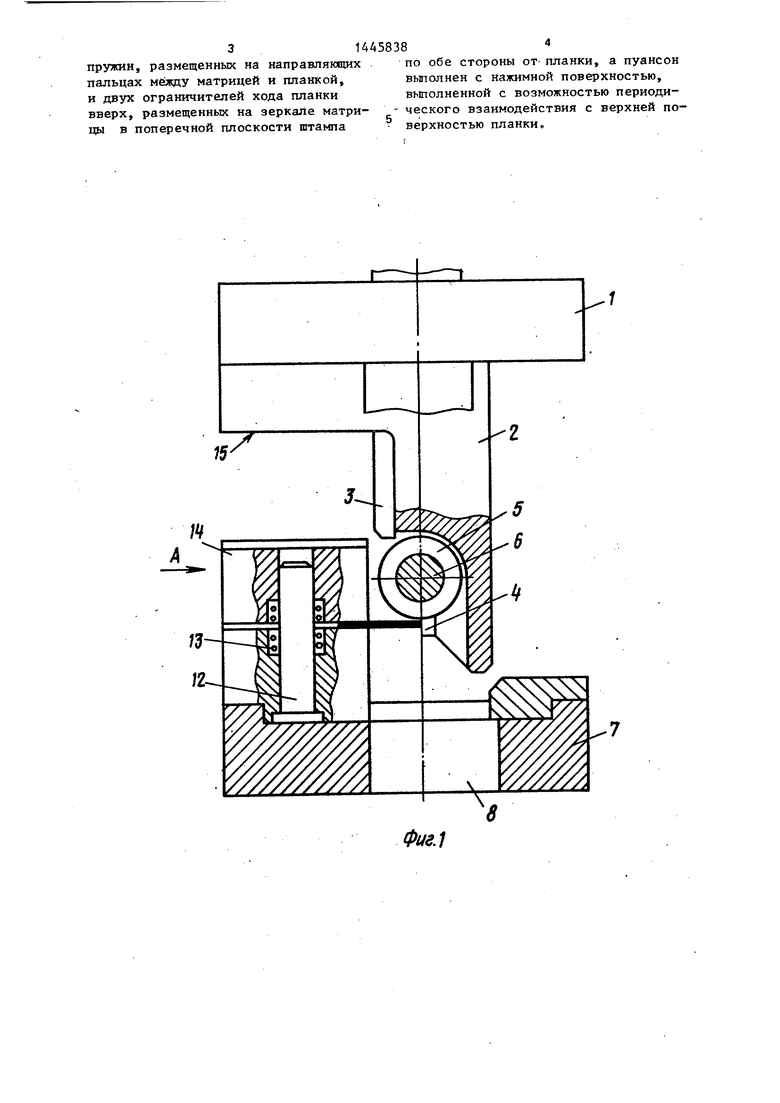
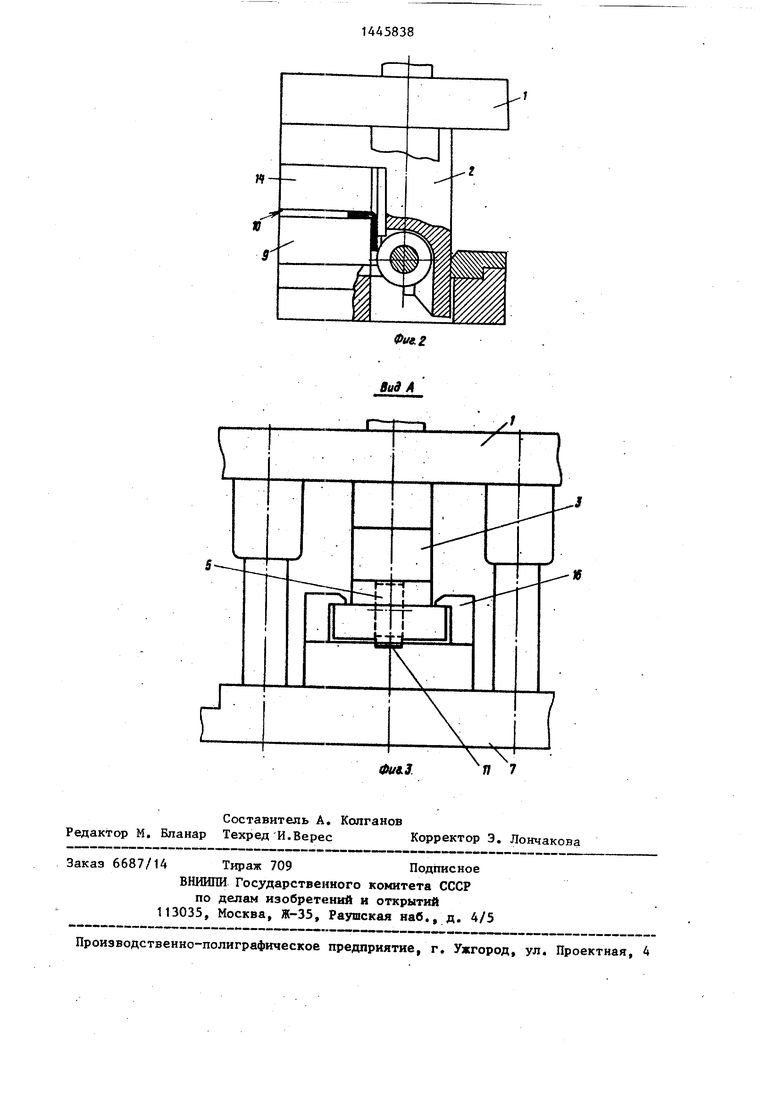
На фиг. 1 изображен штамп в исходном положении; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - вид А на фиг. 1.
Штамп состоит из установленного 15 на верхней плите 1 пуансона 2, на котором закреплены упоры 3 и 4, ролики 5 с осью 6, на нижней плите 7 с окном для удаления деталей 8, установлена матрица 9, содержащая паз 20 10 для продвижения заготовок 11. На зеркале матрицы установлен узел прижима, состоящий из направляющих пальцев 12, на которых установлены пружины 13 и планка 14, взаимодейству- 25 кшще с опорной поверхностью 15 пуансона 2, и ограничителей 16.
Штамп работает следуняцим образом,
Заготовки 11 подают одну за одной в паз 10 до упора 4. При движении 30 верхней части щтампа вниз ролик 5, воздействуя на свободньй конец заготовки, вначале гнет ее, а затем, про- -катьюаясь, правит. При дальнейшем. движении вниз опорная поверхность IS 35 пуансона 2 воздействует на планки 14, в результате чего происходит правка ,зажатой полки изделия между матрицей 9 и планкой 14. В исходном положении планка 14 с помощью 13 прижа- 40 та вверх к ограничителям 16, в результате чего обеспечивается свободное перемещение заготовок 11 по пазу 10. В начальньй момент гибки, когобразом удаляются из штампа детали. Размеры паза 10 предотвращают возможность наползания следующих друг за другом деталей, что особенно- важно при автоматизации процесса гибки.
Таким образом, в штампе обеспечивается надежность подачи заготовок и съема деталей. Высокое качество изготовления деталей обеспечивается за счет установки упоров на подвижной части штампа, что устраняет возможные сдвиги заготовки и не требует ее зажима в начальньй момент гибки. Правка производится между стенками матрицы, роликом и планкой узла прижима. Конструкция матриц, узла прижима и ролика обеспечивает простоту настройки штампа и восстановление инструмента, так как все рабочие поверхности открытые. Наличие ролика на пуансоне и периодическая смазка трущихся поверхностей позволяют повысить стойкость инструмента. Конструкция штампа обеспечивает высокую надежность гибки и правки при автоматизации процесса, так как исключена возможность наползания или застревания деталей в штампе при подаче заготовок гибке и удалении готовых деталей. Формула изобретения
Штамп для гибки Г-образных изделий , содержащий установленньй на верхней плите пуансон с размещенными на нем по крайней мере одним роликом и упором для заготовки, установленную на нижней плите матрицу с отверстием для удаления изделия и пазом на зеркале во фронтальной плоскости и узел прижима, размещенньй на зеркале матрицы, отличающийся тем, что, с целью повьшгеда ролик 6 начинает взаимодей твовать 45 ния качества изделия за счет обеспес заготовкой, упор 4 предотвращает вьщвижение заготовки из канала. Упор 3 обеспечивает фиксахщю отогнутой вер тикальнрй полки в момент калибровки горизонтальной полки детали. В это время ролик 5 находится ниже,вертикальной полки детали.
При движении пуансона вверх планка 14 отжимается, ролик 5 еще раз прокатывает вертикальную полку детаЛИо
При подаче в паз 10 очередной за- готовки согнутая-деталь выходит из паза и проваливается в окно 8, таким
чения его калибровки и повышение надежности работы за счет предотвращения стягивания горизонтальной полки в сторону отгибаемого края, он
50 снабжен дополнительным упором с рабочей плоскостью, касательной к поверхности ролика, размещенным на боковой поверхности пуансона вьппе ролика, матрица выполнена с отверсти55 ями и пазом на ее зеркале, узел прижима выполнен в виде планки с отверстиями, соосными отверстиям матрицы, направлякщих пальцев, установленных в отверстиямх матрицы и планки, двух
образом удаляются из штампа детали. Размеры паза 10 предотвращают возможность наползания следующих друг за другом деталей, что особенно- важно при автоматизации процесса гибки.
Таким образом, в штампе обеспечивается надежность подачи заготовок и съема деталей. Высокое качество изготовления деталей обеспечивается за счет установки упоров на подвижной части штампа, что устраняет возможные сдвиги заготовки и не требует ее зажима в начальньй момент гибки. Правка производится между стенками матрицы, роликом и планкой узла прижима. Конструкция матриц, узла прижима и ролика обеспечивает простоту настройки штампа и восстановление инструмента, так как все рабочие поверхности открытые. Наличие ролика на пуансоне и периодическая смазка трущихся поверхностей позволяют повысить стойкость инструмента. Конструкция штампа обеспечивает высокую надежность гибки и правки при автоматизации процесса, так как исключена возможность наползания или застревания деталей в штампе при подаче заготовок гибке и удалении готовых деталей. Формула изобретения
Штамп для гибки Г-образных изделий , содержащий установленньй на верхней плите пуансон с размещенными на нем по крайней мере одним роликом и упором для заготовки, установленную на нижней плите матрицу с отверстием для удаления изделия и пазом на зеркале во фронтальной плоскости и узел прижима, размещенньй на зеркале матрицы, отличающийся тем, что, с целью повьшге ния качества изделия за счет обеспечения его калибровки и повышение надежности работы за счет предотвращения стягивания горизонтальной полки в сторону отгибаемого края, он
снабжен дополнительным упором с рабочей плоскостью, касательной к поверхности ролика, размещенным на боковой поверхности пуансона вьппе ролика, матрица выполнена с отверстиями и пазом на ее зеркале, узел прижима выполнен в виде планки с отверстиями, соосными отверстиям матрицы, направлякщих пальцев, установленных в отверстиямх матрицы и планки, двух
пружин, размещенных на направляющих пальцах между матрицей и планкой, и двух ограничителей хода планки вверх, размещенных на зеркале матрицы в поперечной плоскости штампа
по обе стороны от планки, а пуансон выполнен с нажимной поверхностью, выполненной с возможностью периодического взаимодействия с верхней поверхностью планкио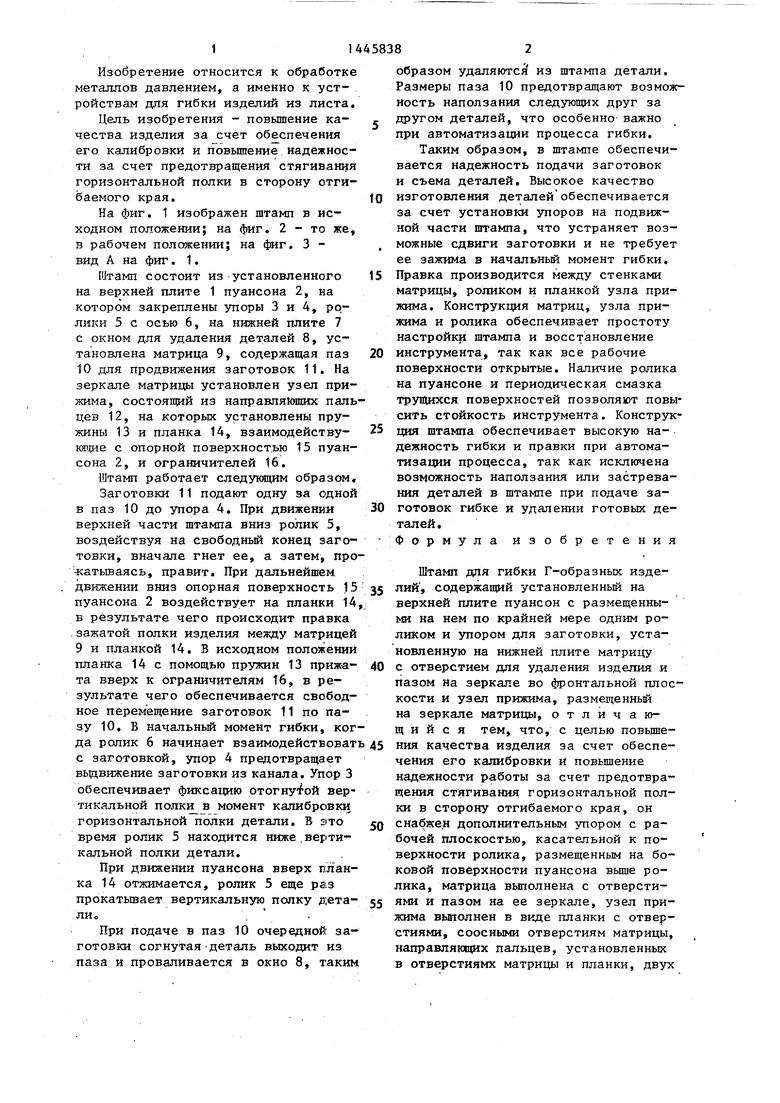
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Способ получения U-образных деталей из листовых заготовок | 1989 |
|
SU1680411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2277989C2 |
| Гибочный штамп | 1982 |
|
SU1061887A1 |
Изобретение относится к обработке металлов давлением, а именно к штампам для гибки Г-образных деталей. Цель изобретения - повышение качества изделия за счет обеспечения его калибровки и повышение надежности за счет предотвращения стягивания горизонтальной папки. Штамп состоит из установленного на верхней плите пуансона с упорами и роликом. На нижней плите установлен а матрица с.окном для провала деталей, содержащая паз для продвижения заготовки. На матрице размещен узел прижима, состоящий из планки, направляющих пальцев с пружинами и ограничителей хода планки вверх. Ролик воздействует на свободный конец заготовки, гнет ее, а затем, прокатьшаясь, правит. Упоры исключают возможность смещения заготовки во время гибки и правки. 3 ил.
W
Фи9.3.
| Универсальный штамп для гибки и обрезки | 1974 |
|
SU496077A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| л | |||
