4 СП
00
i(ib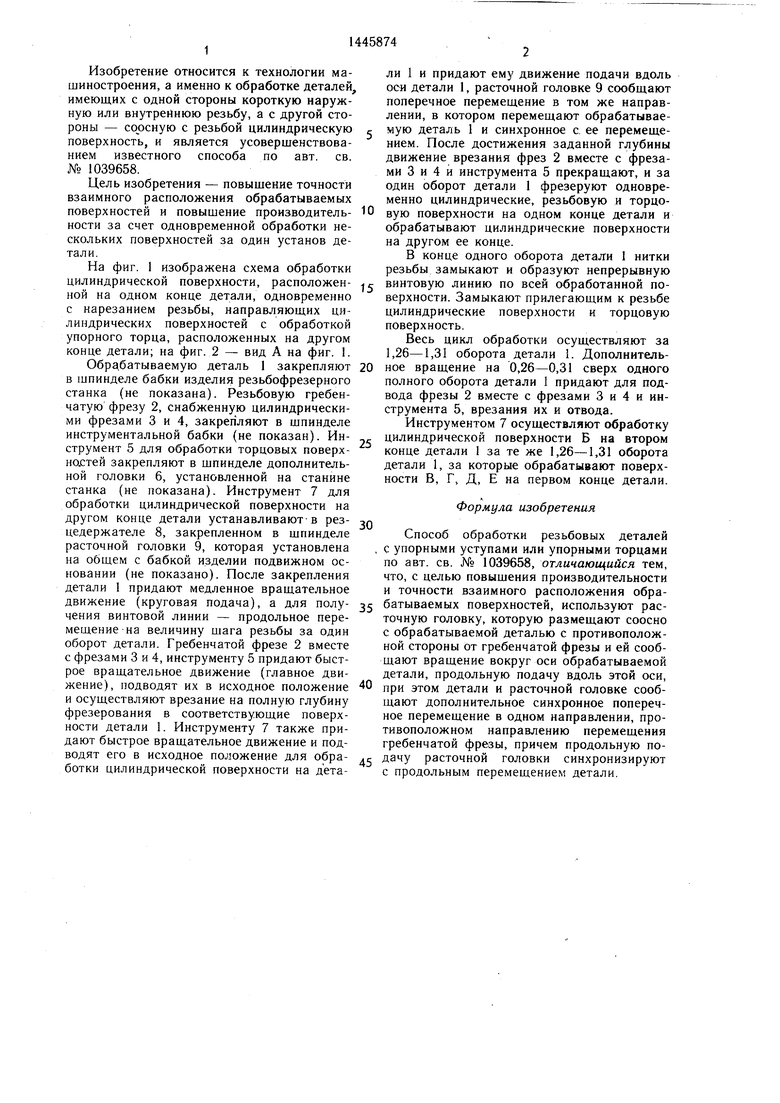
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбофрезерный станок для обработки деталей с упорными уступами или упорными торцами | 1987 |
|
SU1458118A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Устройство для обработки двух осесимметричных деталей | 2021 |
|
RU2768925C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Станок для обработки цилиндрических поверхностей | 1990 |
|
SU1759569A1 |
| Комбинированный продольно-фрезерный станок | 1979 |
|
SU772748A1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
Изобретение относится к технологии машиностроения, а именно к обработке деталей, имеющих с одной стороны короткую наружную или внутреннюю резьбу, а с другой стороны соосную с резьбой цилиндрическую поверхность. Цель изобретения - повышение точности взаимного расположения обрабатываемых поверхностей и повышение производительности за счет одновременной обработки нескольких поверхностей за один установ детали. Нарезают резьбу гребенчатой резьбовой фрезой на одном конце детали путем вращения детали и фрезы, их взаимного поперечного перемещения в направлении, противоположном друг другу, и продольного перемещения одной относительно другой на щаг резьбы за один оборот детали и одновременно обрабатывают соосные с резьбой цилиндрические поверхности на другом конце детали другим режущим инструментом. При этом режущему инструменту придают вращение вокруг оси детали, движение подачи вдоль оси детали, а расточной головке, в которой закреплен инструмент, и детали сообщают дополнительное перемещение в одном направлении и противоположном направлении перемещению гребенчатой фрезы, причем величину продольной подачи расточной головки синхронизируют с величиной продольного перемещения детали за полный цикл обработки. 2 ил. с е (Л
N)
Изобретение относится к технологии машиностроения, а именно к обработке деталей, имеющих с одной стороны короткую наружную или внутреннюю резьбу, а с другой стороны - сорсную с резьбой цилиндрическую поверхность, и является усовершенствованием известного способа по авт. св. № 1039658.
Цель изобретения - повышение точности взаимного расположения обрабатываемых поверхностей и повышение производитель- ности за счет одновременной обработки нескольких поверхностей за один установ детали.
На фиг. 1 изображена схема обработки цилиндрической поверхности, расположен- ной на одном конце детали, одновременно с нарезанием резьбы, направляющих цилиндрических поверхностей с обработкой упорного торца, расположенных на другом конце детали; на фиг. 2 - вид А на фиг. 1.
Обрабатываемую деталь 1 закрепляют в шпинделе бабки изделия резьбофрезерного станка (не показана). Резьбовую гребенчатую фрезу 2, снабженную цилиндрическими фрезами 3 и 4, закрепляют в шпинделе инструментальной бабки (не показан). Инструмент 5 для обработки торцовых поверх- нoj:тeй закрепляют в шпинделе дополнительной головки 6, установленной на станине станка (не показана). Инструмент 7 для обработки цилиндрической поверхности на другом конце детали устанавливают-в рез- цедержателе 8, закрепленном в шпинделе расточной головки 9, которая установлена на общем с бабкой изделии подвижном основании (не показано). После закрепления детали 1 придают медленное вращательное движение (круговая подача), а для полу- чения винтовой линии - продольное пере- меш,ение на величину шага резьбы за один оборот детали. Гребенчатой фрезе 2 вместе с фрезами 3 и 4, инструменту 5 придают быстрое вращательное движение (главное движение), подводят их в исходное положение и осуществляют врезание на полную глубину фрезерования в соответствующие поверхности детали 1. Инструменту 7 также придают быстрое вращательное движение и подводят его в исходное положение для обра- ботки цилиндрической поверхности на детали 1 и придают ему движение подачи вдоль оси детали 1, расточной головке 9 сообщают поперечное перемещение в том же направлении, в котором перемещают обрабатываемую деталь 1 и синхронное с ее перемещением. После достижения заданной глубины движение врезания фрез 2 вместе с фрезами 3 и 4 и инструмента 5 прекращают, и за один оборот детали 1 фрезеруют одновременно цилиндрические, резьбовую и торцовую поверхности на одном конце детали и обрабатывают цилиндрические поверхности на другом ее конце.
В конце одного оборота детали 1 нитки резьбы замыкают и образуют непрерывную винтовую линию по всей обработанной поверхности. Замыкают прилегающим к резьбе цилиндрические поверхности и торцовую поверхность.
Весь цикл обработки осуществляют за 1,26-1,31 оборота детали 1. Дополнительное вращение на 0,26-0,31 сверх одного полного оборота детали 1 придают для подвода фрезы 2 вместе с фрезами 3 и 4 и инструмента 5, врезания их и отвода.
Инструментом 7 осуществляют обработку цилиндрической поверхности Б на втором конце детали 1 за те же 1,26-1,31 оборота детали 1, за которые обрабатывают поверхности В, Г, Д, Е на первом конце детали.
Формула изобретения
Способ обработки резьбовых деталей С упорными уступами или упорными торцами по авт. св. № 1039658, отличающийся тем, что, с целью повыщения производительности и точности взаимного расположения обрабатываемых поверхностей, используют расточную головку, которую размещают соосно с обрабатываемой деталью с противоположной стороны от гребенчатой фрезы и ей сообщают вращение вокруг оси обрабатываемой детали, продольную подачу вдоль этой оси, при этом детали и расточной головке сообщают дополнительное синхронное поперечное перемещение в одном направлении, противоположном направлению перемещения гребенчатой фрезы, причем продольную подачу расточной головки синхронизируют с продольным перемещением детали.
6 7
тштт
Фиг.1
Вид А
Мл
| Способ обработки резьбовых деталей с упорными уступами или с упорными торцами | 1981 |
|
SU1039658A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
